Как да поправите счупен зъб на зъбно колело

В механизмите от предишни години на производство (машини, скоростни кутии, задвижвания) зъбните колела и зъбните колела често са направени от сив чугун, който при ниски и средни натоварвания не е по-нисък от стоманените си колеги, а процесът на леене на желязо е по-опростен и по-евтини от стоманата.
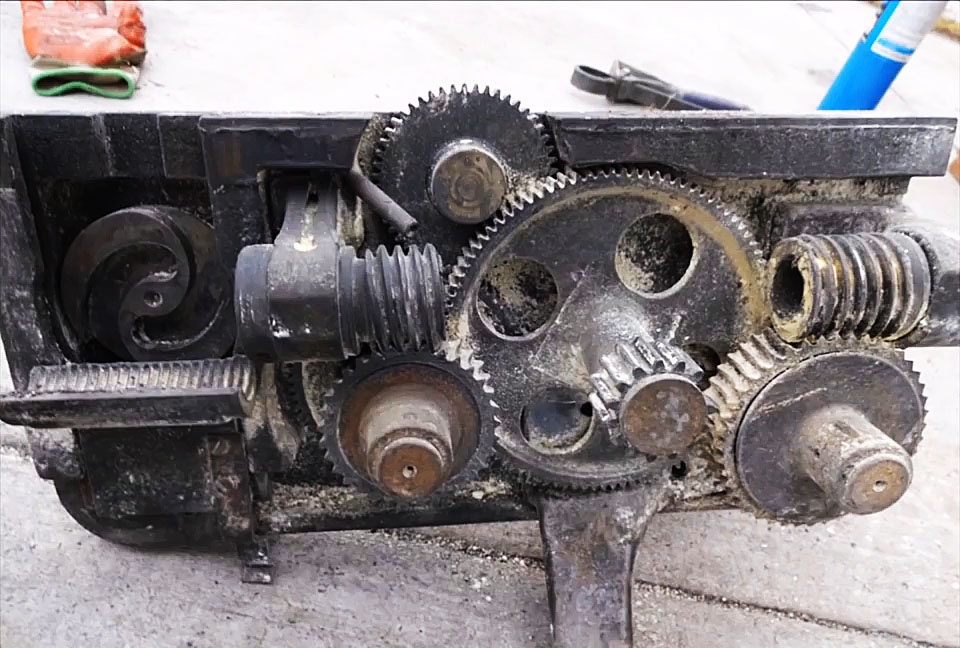
Но чугунът е крехък и в зъбни колела и зъбни колела, с рязка промяна на натоварването или неговото увеличаване, зъбите се счупиха и целият механизъм се провали. Разбира се, би било по-добре да замените зъбно колело или зъбно колело с липсващ зъб с нов продукт, което не винаги е възможно. След това остава само да опитате да възстановите зъба по друг начин.

Един от вариантите е свързан с механична подготовка на мястото на счупения зъб, наваряване с подходящ по якост и други характеристики материал и обработка на настилката до получаване на нов зъб с точна геометрия.
Необходими съоръжения, уреди и материали
За работа се нуждаем от:
- мелница и мини бормашина (бормашина);
- кислородно-ацетиленова горелка за заваряване;
- акари;
- битер (измервателна глава);
- струг;
- шкурка;
- вал с гайка и тръбен ограничител за зъбно колело и зъбно колело;
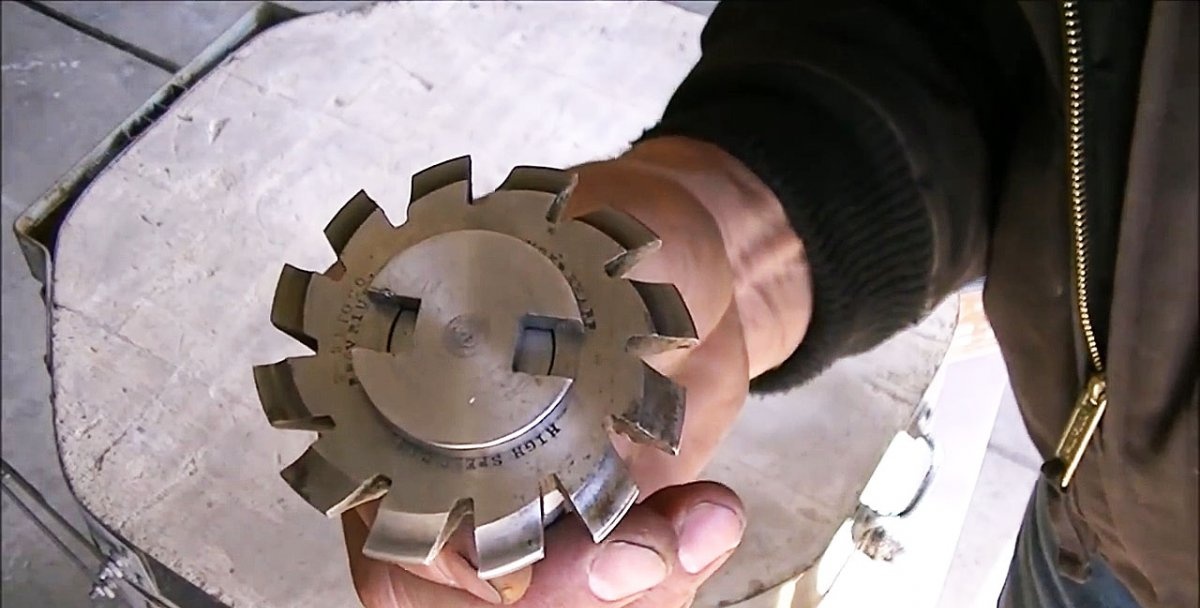
- фреза за оформяне на профила на кухината между зъбите;
- ос на фреза със захващане до ключ;
- фреза с делителна глава;
- измервателен уред (шублер, микрометър) и др.
За да запълним празнината между два съседни непокътнати зъба по отношение на счупен зъб, имаме нужда от:
- силиконова (силиконова) бронзова пръчка;
- флюс (основна част: боракс с малка добавка на магнезий);
- одеяло за заваряване на фибростъкло;
- парцали, платнени салфетки и др.
Процесът на възстановяване на счупен зъб
Състои се от три етапа:
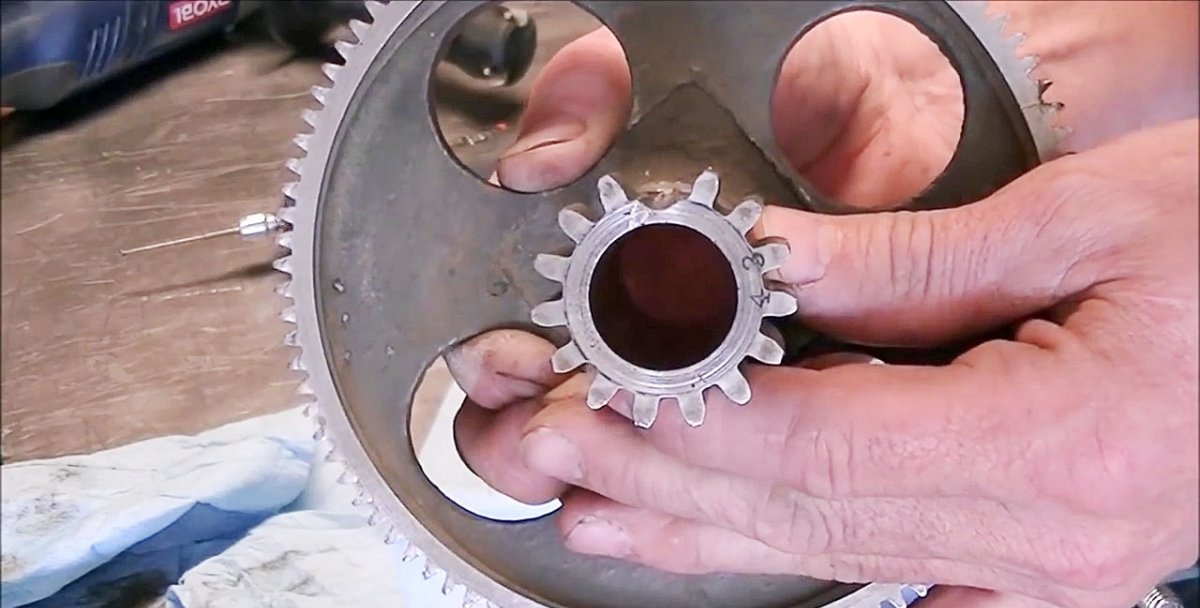
- Подготовка на мястото и запълване (запечатване) на празнината между два съседни непокътнати зъба спрямо липсващия.
- Изработка на държач за зъбофреза и ос за закрепване на зъбното колело и редуктора към машината при обработка.
- Оформяне на профил на зъб чрез отстраняване на отложения материал със специална фреза от двете страни.
Подготовка на зоната за запояване

Тъй като сивият чугун е труден за механична обработка, е почти невъзможно да се направи това с мини бормашина. По-добре и по-бързо е счупен зъб да се смила с мелница.
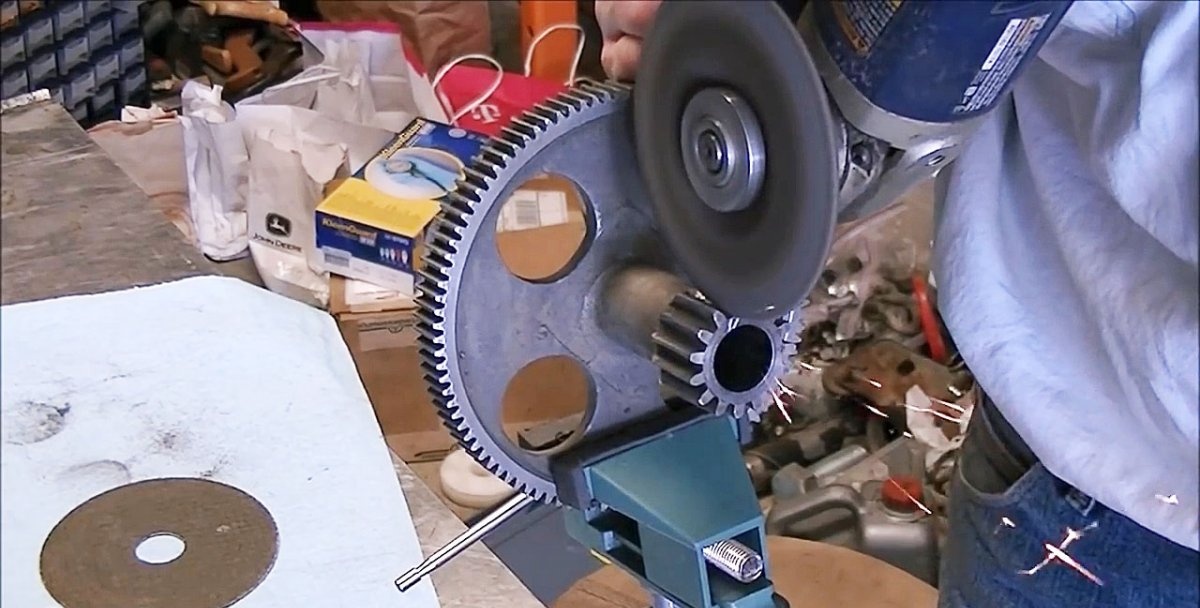
В края можете да използвате бормашина, за да награпавите основата. Това ще осигури по-здрава връзка между заварения материал и чугуна.


Процес на термично запояване
Започва се с цялостно и равномерно нагряване, с помощта на газово-ацетиленова горелка, както на зоната за запояване, така и на съседните части на зъбното колело. В противен случай се увеличава вероятността от образуване на пукнатини в чугунената част.
След това зоната на запояване и леко силиконовата (силиконова) бронзова пръчка се нагряват до червено, което след нагряване се спуска в контейнер с флюс, състоящ се главно от боракс с добавяне на малко количество магнезий.
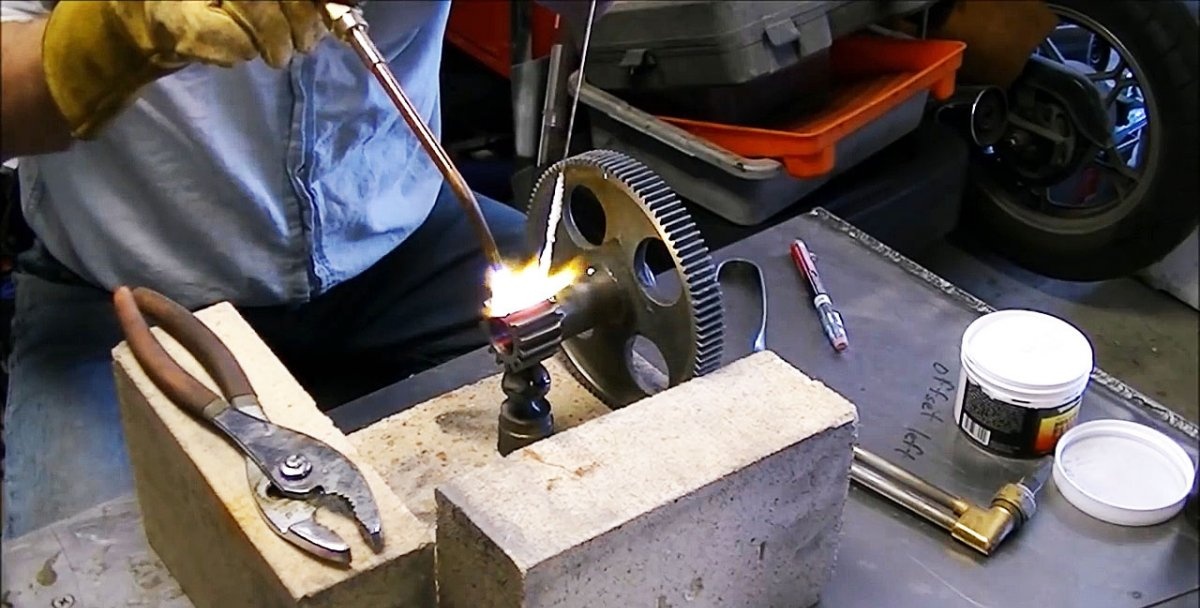
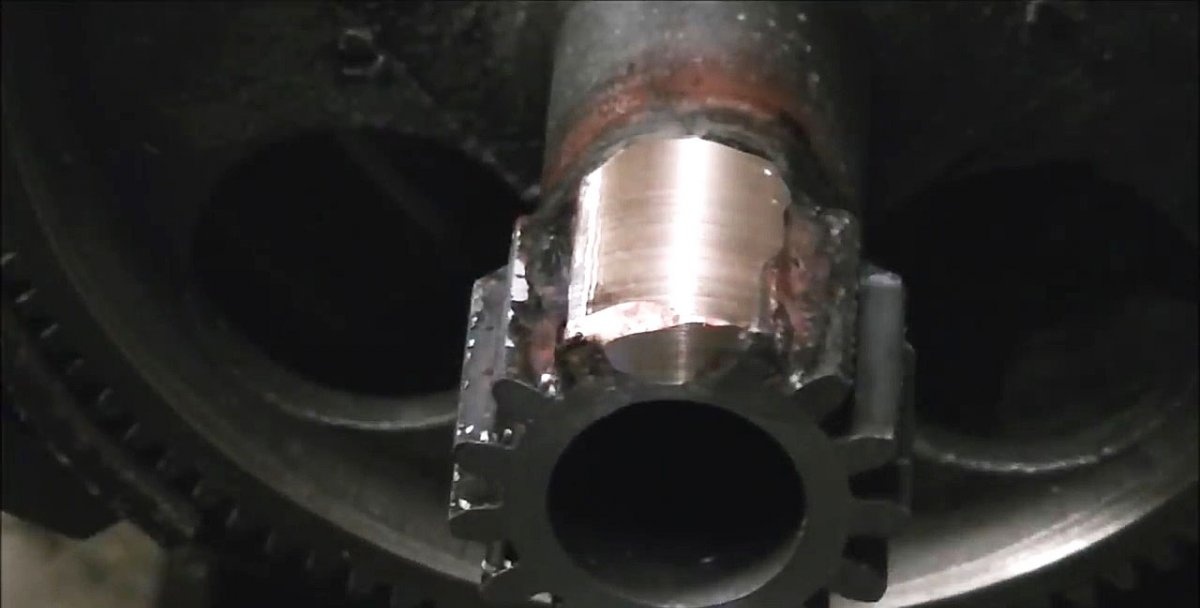
След това върху кухината се поставя силиконова бронзова пръчка, покрита с флюс, и се разтопява с помощта на пламъка на ацетиленова горелка. Тази операция продължава, докато силициевият бронзов припой запълни целия обем на кухината между съседни интактни зъби.
В края на този етап, за да не се напука запояването поради бързо охлаждане, ние покриваме частта, която се възстановява, с одеяло за заваряване от фибростъкло и я оставяме, докато се охлади бавно за необходимото време.

Процес на обработка на запоени зъбни колела
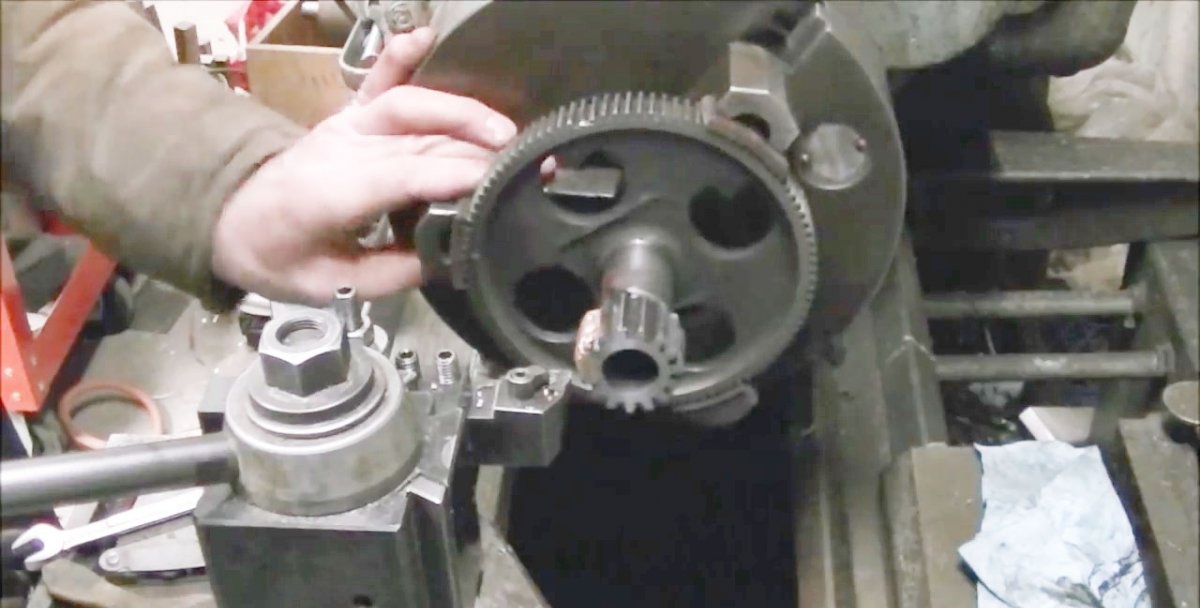
Затягаме зъбното колело в патронника на струга и с помощта на измервателна глава настройваме блока с минимално допустимо биене, като почукваме зъбното колело от едната или другата страна с чук, ако е необходимо.
След това, използвайки ножове, отстраняваме перлите за запояване, стърчащи отвъд краищата на зъбното колело. В края на струговането шлайфаме зоните за обработка с шкурка.


Подготовка на блока и фрезата за работа

Поставяме зъбното колело и зъбния блок на струг върху предварително подготвена ос чрез затягане на гайката и цилиндричния ограничител.

За да направим държач за фреза, вземаме стоманен прът с определена дължина и диаметър, малко по-голям от монтажния отвор в инструмента. Затягаме го в патронника на струга и първо с центриращо свредло пробиваме малък отвор от единия край, който разширяваме със спирално свредло до необходимия размер.
След това фиксираме крана в задната част на машината и го вкарваме в отвора в края на пръта.Преместваме опората назад и нарязваме резбата ръчно, като завъртаме крана с манивела. Завинтваме домашен болт с плоска цилиндрична глава и два симетрично разположени правоъгълни изрези спрямо центъра на пръта в получената резба за захващане със специален ключ.

След това завършваме пръта от другата страна и го смиламе до необходимата дължина, за да съответства на диаметъра на шпиндела на фрезата. Извършваме струговане с периодична проверка на диаметъра, за да не разхлабим размера. Накрая шлайфаме зоната на обръщане с шкурка и я избърсваме с кърпа.
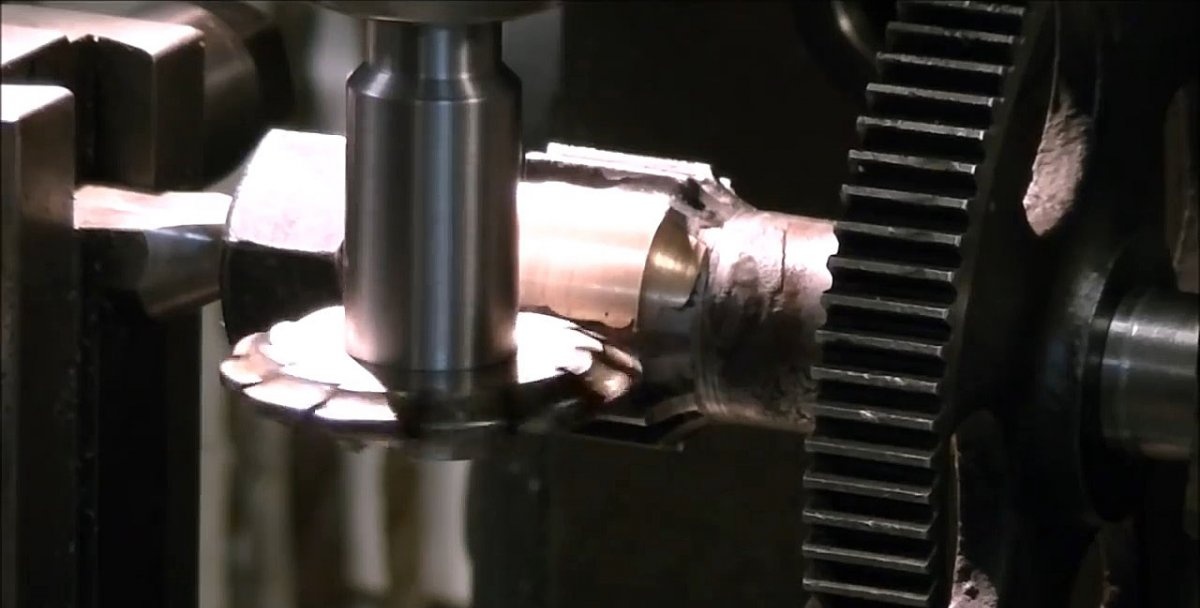
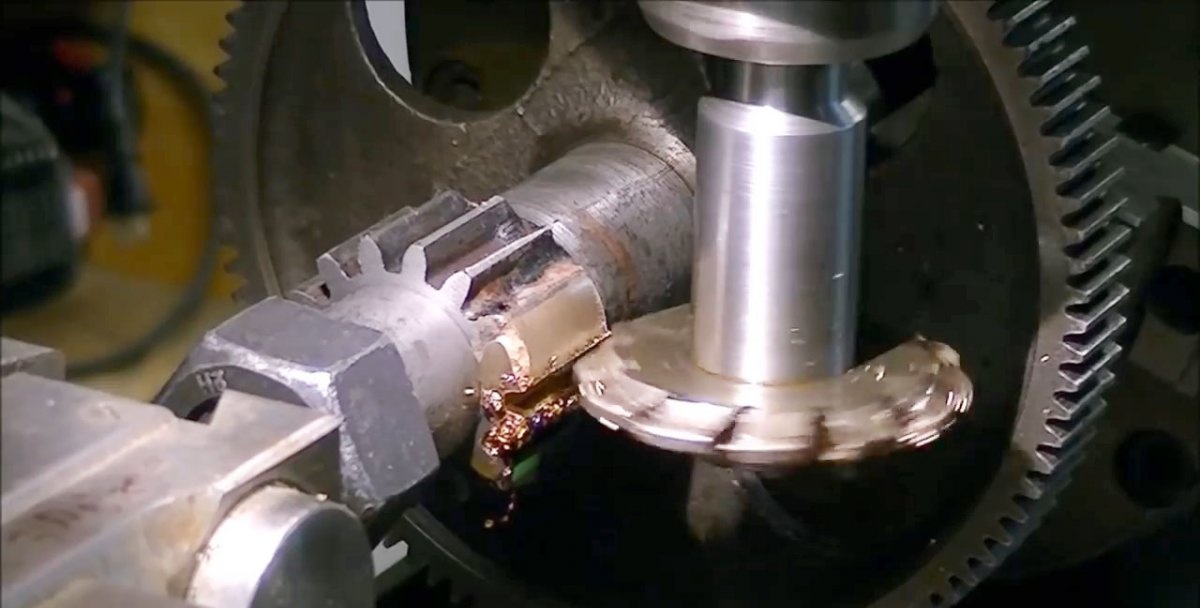
Формиране на профил на зъбите
Фиксираме държача на фрезата в шпиндела на фрезовата машина и смиламе пръта до размера на отвора в фрезата, като периодично измерваме диаметъра с микрометър. В края шлайфаме жлеба с шкурка и го избърсваме с парцал.
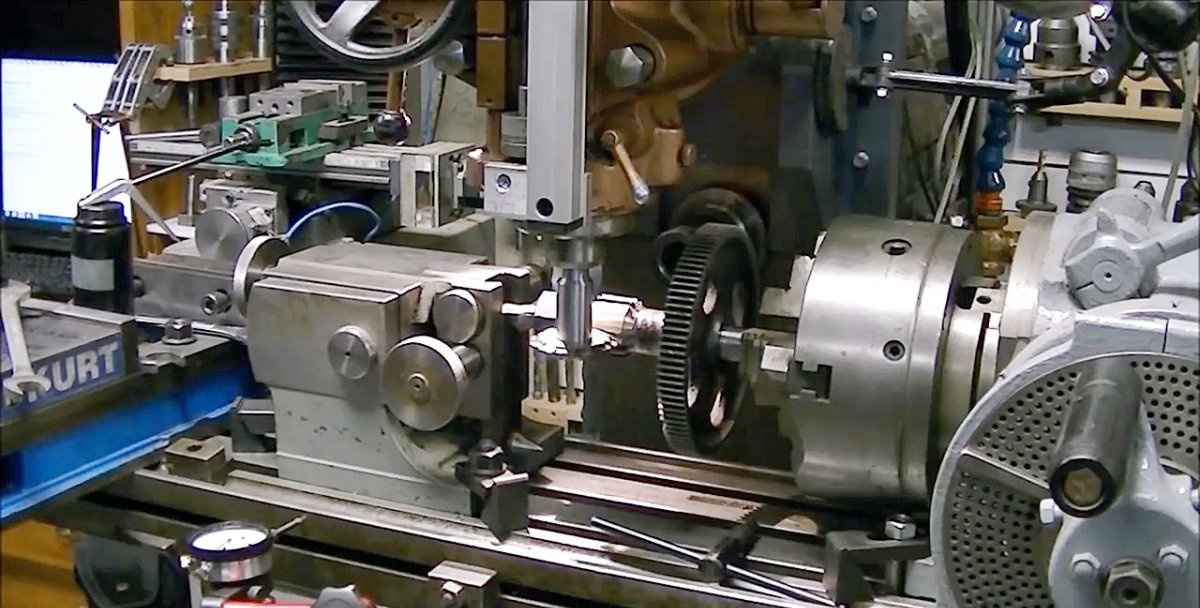
Поставяме резеца на държача и го закрепваме в края със закрепващ болт, първо на ръка, а в края със специален ключ с манивела. Монтираме разделителната глава и опашката на работната маса на фрезата. Чрез затягане на идеално прав стоманен прът между тях, ние подравняваме тези модули, за да осигурим максимална коаксиалност във вертикалната и хоризонталната равнина. За целта използваме измервателни глави и регулираме позицията на опашката спрямо разделителната глава. След подравняване тези модули са здраво закрепени към масата на фрезовата машина.
Най-важната операция е прецизното подравняване на ножа спрямо възстановяваното зъбно колело. За да направим това, използваме дебеломер, микрометър и метална линийка.
Разделяме характеристиките на главата на броя на зъбите и получаваме броя на завъртанията на дръжката на 1 зъб. Обикновено резултатът е дробно число. След това тази стойност се намира в кръга на делителя.
Сега можете да включите шпиндела на фрезата и да започнете да оформяте една от кухините на реставрирания зъб. По-добре е да направите това в 2-3 преминавания, за да не повредите повърхността. При оформяне на зъб е необходимо да се отстранят частиците от рязания материал от фрезата и да се смаже инструментът. След това отдалечаваме ножа и завъртаме зъбното колело точно на една стъпка с разделителната глава и повтаряме предишната операция отново.


Една бележка
Защо да използвате силициев бронз за оформяне на зъб на чугунено зъбно колело? Не е ли по-безопасно да заварявате кухината между зъбите с чугунен електрод и след това да я обработвате с фреза?
Ако направите това, тогава поради високата температура, чугунът "избелва" и създава области, които са практически невъзможни за обработка. Силиконовият бронз е сходен по здравина със сивия чугун и дори по-висок по якост на опън. В същото време обработката му, както видяхме, не е никак трудна.
Гледай видеото
Подобни майсторски класове

Как да възстановите изгоряла бормашина, като я преобразувате от 220 V на 12 V

Как да възстановите пластмасова предавка

Как да превърнем зъбно колело в пълноценна резачка за дърва

Пълен демонтаж на скоростната кутия на храстореза за отстраняване на износващите се продукти

Възстановяване на пластмасови зъби на зъбни колела чрез нарязване

Как да изрежете и заточите нови зъби на стар трион
Особено интересно






Коментари (16)
