Приставка към ъглошлайф за равномерно рязане
Когато работите с ламарина, често трябва да изрежете няколко ленти с еднаква ширина от голям лист. Това обикновено се прави чрез маркиране и след това отрязване на всяка лента. Предложеното устройство значително ще ускори този процес и ще увеличи точността на размерите на ширината на изрязаните елементи. Високата точност на „геометрията“ на всяка лента се постига чрез инсталиране на един, твърдо фиксиран размер върху приставката.
Материали и инструменти
За да направите конзолата ще ви трябва:
- лист от стомана клас St.3 с дебелина 3 mm;
- тесен лист стомана от същия клас с дебелина 5 mm;
- стоманена пръчка с диаметър 14 mm;
- две гайки M12;
- електроди за заваряване (3 mm);
- заваръчна маса или работна маса;
- заместник;
- мелница" с диск за стомана;
- скоба;
- машина за заваряване;
- маслена кутия с масло за смазване на свредлото;
- бормашина или бормашина със свредло 6 мм.
Висококачествени и издръжливи свредла на AliExpress с отстъпка - http://alii.pub/5zwmxz
Можете да използвате стомана с дебелина 4 мм, но тогава закрепването ще бъде тежко и използването на по-малка дебелина няма да даде на устройството необходимата твърдост.
Размерите на листа се определят от размера на ъглошлайфа, за който е създадено устройството.
Дължината на основната плоча на приставката трябва да е равна на дължината на мелачката плюс 15 см от всяка страна.
Описание на производствения процес на приставка за ъглошлайф
Подготвяме основната плоча на приставката. След като закрепихме добре голям лист стомана върху работна маса, изрязахме по-малък лист от него с помощта на мелница, според размерите, избрани за създаване на плочата. Обработваме плочата с шлифовъчно колело.
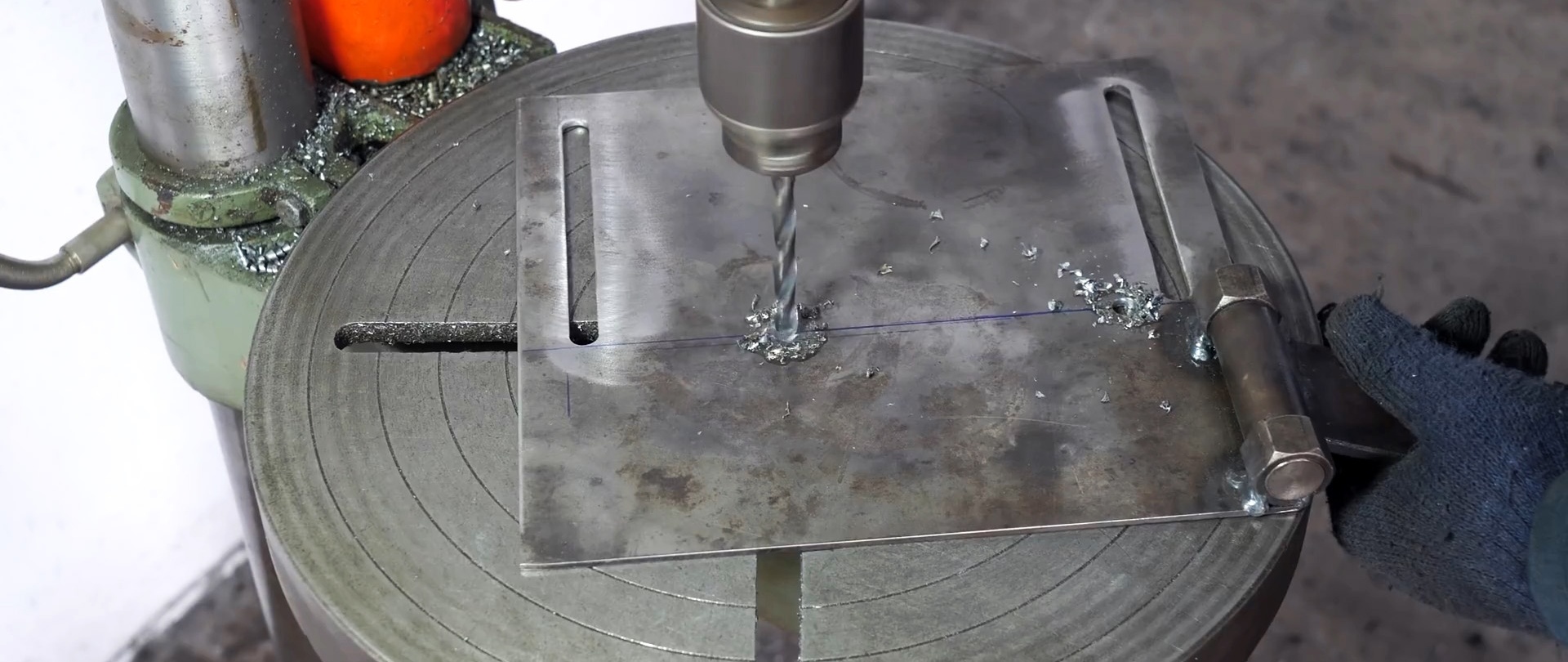
Разделяйки плочата по ширина на три части, върху две части от тях маркираме прорезите за бъдещата лента за натиск. Отдръпвайки се на 5 см от ръба на плочата, маркираме един от четирите отвора със сърцевина. Взимаме размер, равен на разстоянието от страничния ръб на плочата до точката на сърцевината. Поставяме същия размер на границата на втората третина от ширината на плочата и маркираме втората точка. Правим същото от втората страна на плочата.


Пробийте маркираните отвори. С помощта на линии, напречни на дължината на приставката, свързваме двата отвора, така че да получим маркировка на слотове със заоблени ръбове. С помощта на мелница прорязваме метала по начертаните линии. Затягайки плочата в менгеме, ние усъвършенстваме получените слотове с плосък файл.
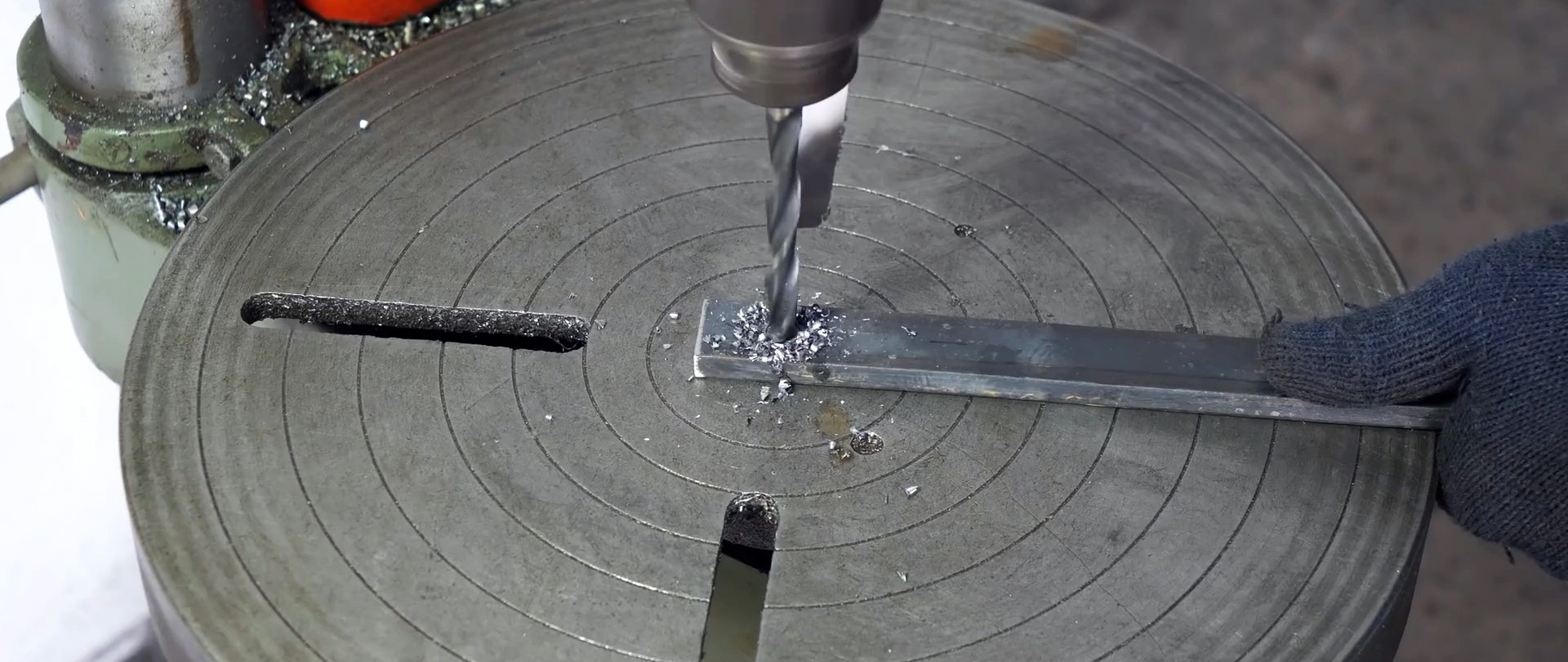
След пробиване на гайки M12 на машина или избрани подходящи втулки, ние правим опорни стълбове за пантата на работната плоча на приставката. Използвайки получения вътрешен диаметър на гайките, на същата машина смиламе шарнирния вал, който ще се върти в тези гайки.


След като монтираме вала с гайки на ръба на останалата 1/3 от плочата, заваряваме гайките към плочата, така че шарнирният вал да е перпендикулярен на дългата му страна.

Изрязваме парче от тесен стоманен лист, чиято дължина е равна на разстоянието от шарнирния вал до центъра на плочата. Отстъпвайки от единия ръб, от тясната страна, 3 см, по централната ос по протежение на сегмента, маркираме и пробиваме дупка.Диаметърът на отвора трябва да съответства на размера на болта, който закрепва страничната дръжка към ъглошлайфа. Използвайки ръба срещу отвора, заваряваме работната плоча към вала на пантата.

От тесен стоманен лист изрязваме друго парче, чиято дължина трябва да ни позволи да направим странична конзола за закрепване на ъглошлайфа към срещуположния отвор на тялото му. За да направите това, разделете получения сегмент на две части. Отстъпвайки от ръба на един от тях, маркирайте и пробийте дупка, подобна на тази, направена на работната плоча. Прикрепяме секцията с отвора към ъглошлайфа така, че да е перпендикулярна на ъглошлайфа и да излиза извън него с 10-11 см, от страната, противоположна на прорезите на носещата плоча. Прилагаме втория участък с единия край към работната плоча, а другия към изпъкналия край на първия участък. „Хващаме“ всички фуги с няколко заваръчни точки и изваждаме ъглошлайфа. След което сваряваме добре всички смеси.


След като отново инсталирахме „мелницата“ с нов кръг в произведения монтаж, спускаме кръга върху носещата плоча. Въз основа на размера на кръга на мелницата маркираме работния жлеб на приставката. Отстраняваме ъглошлайфа, изрязваме и обработваме ръбовете на работния жлеб. Широчината на работния жлеб трябва да бъде поне три пъти по-голяма от дебелината на новото режещо колело, а дължината му трябва да надвишава диаметъра на колелото с най-малко 30%.

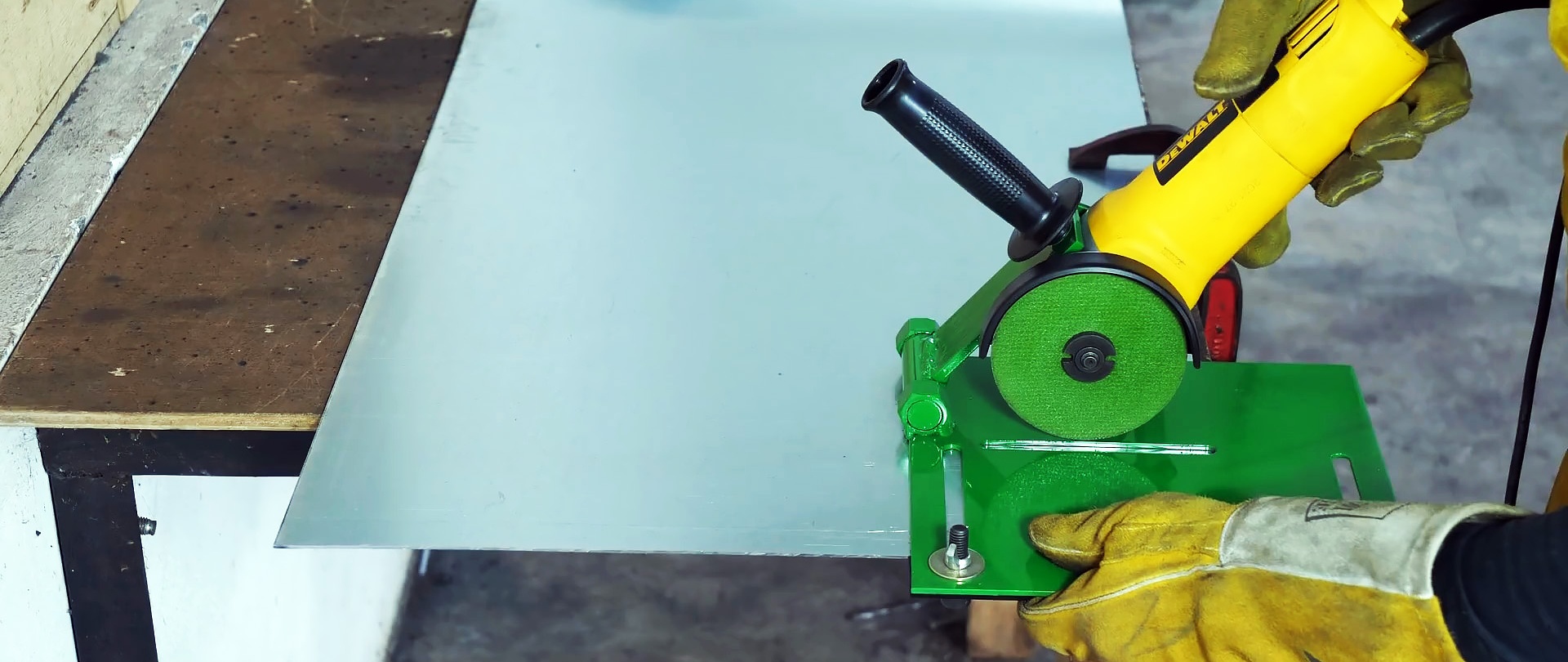
От тесен стоманен лист отрязваме упорна лента, чиято дължина е равна на дължината на носещата плоча. Широчината на лентата трябва да съответства на размер, равен на диаметъра на използваните болтове, умножен по 3. Маркираме средната ос по лентата и, като я прикрепим към носещата плоча, маркираме монтажните отвори. Инсталираме болтове в отворите на лентата с главата надолу и вкарваме изпъкналите им части в прорезите на носещата плоча. Отгоре на плочата монтирайте шайби върху болтовете и завийте крилчатите гайки.


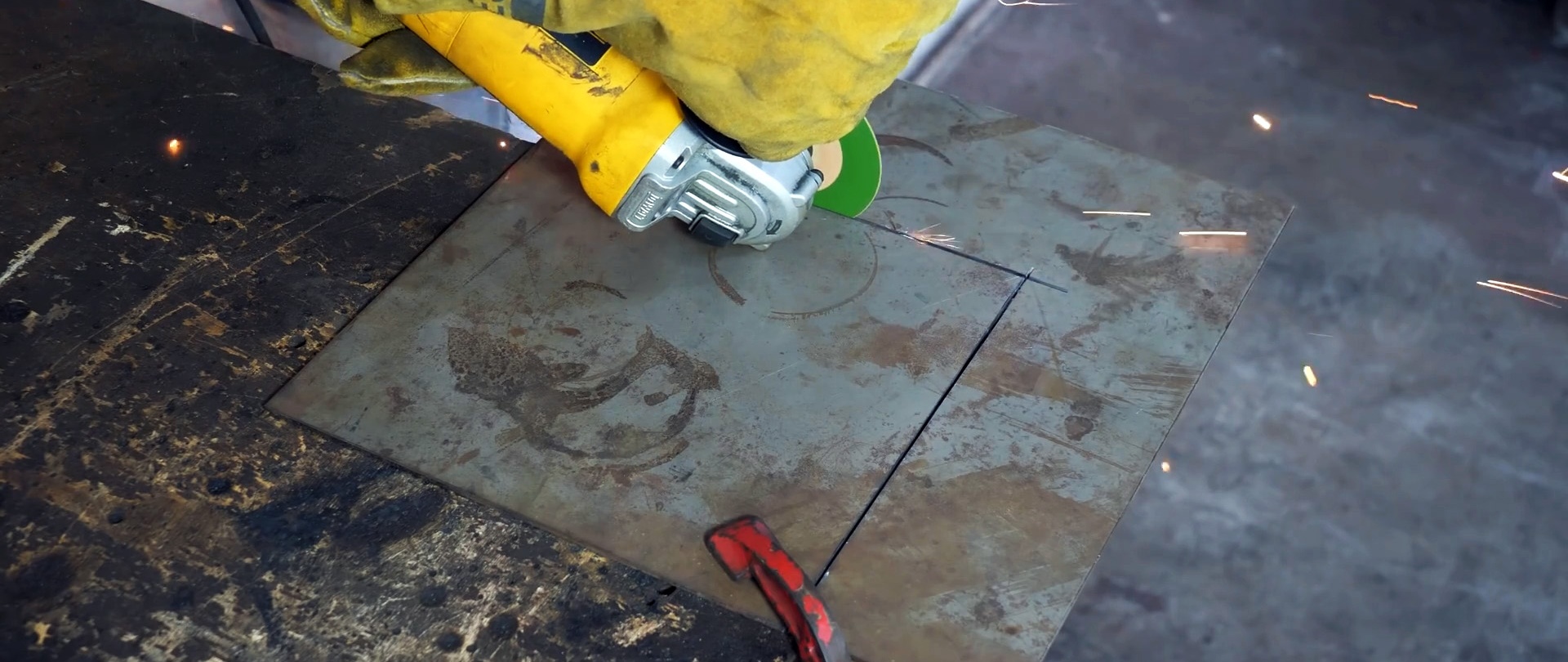
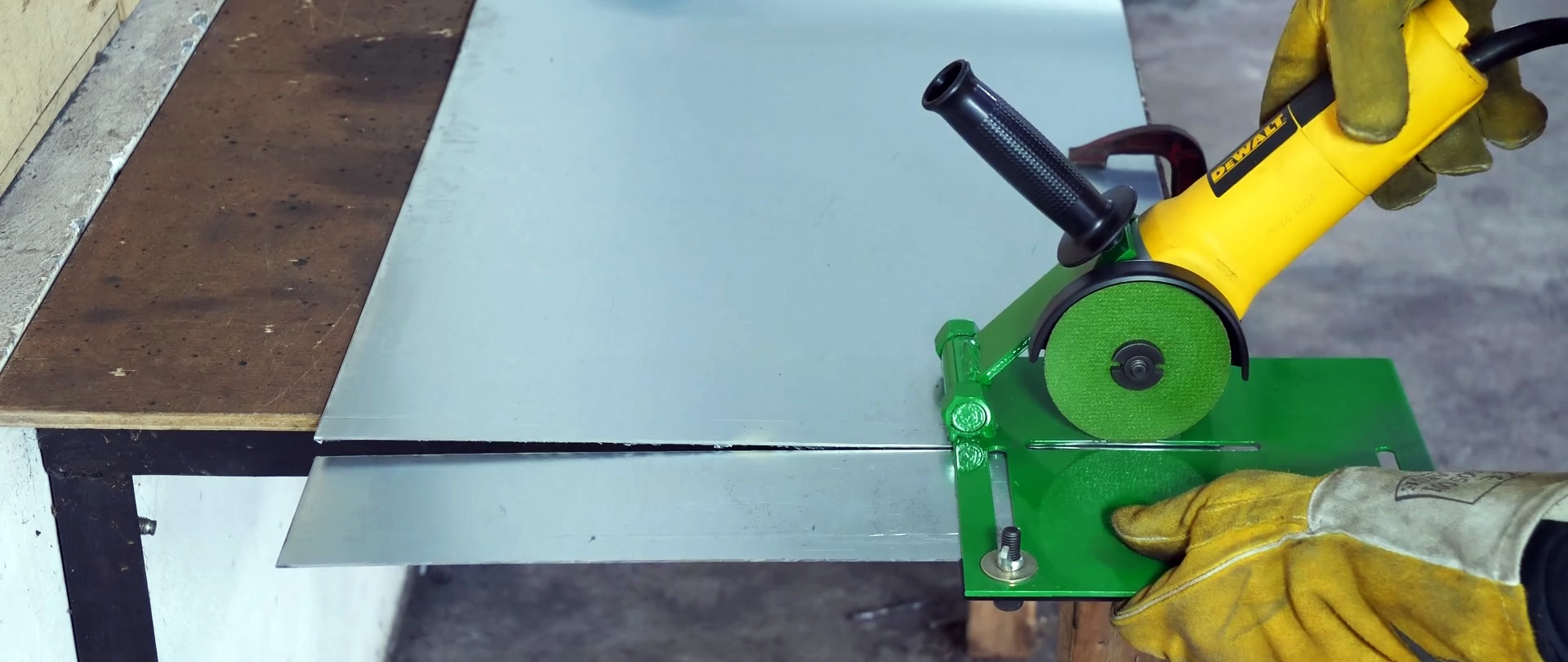
Инсталираме ъглошлайфа върху приставката, настройваме ограничителната лента на избрания размер на металния лист, който трябва да бъде изрязан, и като го закрепим с „крила“, правим пробен разрез. Ако възникнат някакви недостатъци, ние ги отстраняваме и след премахване на „агнетата“ боядисваме конзолата.

Дълготрайни дискове за ъглошлайфи на AliExpress с отстъпка - http://alii.pub/61bjly
Гледай видеото
Подобни майсторски класове












