Com fer un esmolador complex per afilar ganivets senzills
Com totes les eines, els ganivets requereixen una cura adequada, en particular, un afilat d'alta qualitat, en el qual és molt important mantenir un angle d'afilat constant al llarg de tota la fulla.
Per descomptat, això no és difícil d'aconseguir per a un esmolador experimentat, fins i tot quan treballa manualment. Per a tots els altres, mantenir l'angle d'afilat requerit serà bastant difícil. Serà insoluble per a ells el problema dels ganivets apagats?
Hi ha tres maneres de sortir d'aquesta situació: aprendre a esmolar els ganivets, però això requerirà molt de temps, paciència i esforç; recurrir a un professional per demanar ajuda cada vegada i pagar el seu costós servei; feu el vostre propi esmolador de ganivets i no us preocupeu per l'angle d'afilat.
A continuació, considerarem un mètode per fabricar un dispositiu per esmolar ganivets basat en una esmoladora elèctrica amb dues rodes abrasives.
Perquè el treball no requereixi molt d'esforç i temps, és bo tenir en estoc: una màquina de soldadura, màquines (perforant, fresat i tornejat), una serra de pèndol, un trepant, una esmoladora, claus, eines de marcatge, etc.
A més de l'esmoladora elèctrica ja esmentada, cal abastir-se de materials i components:
El treball constarà de dues etapes relativament independents: la disposició d'una esmoladora elèctrica i la fabricació d'un porta ganivets que proporcioni l'angle d'afilat requerit.
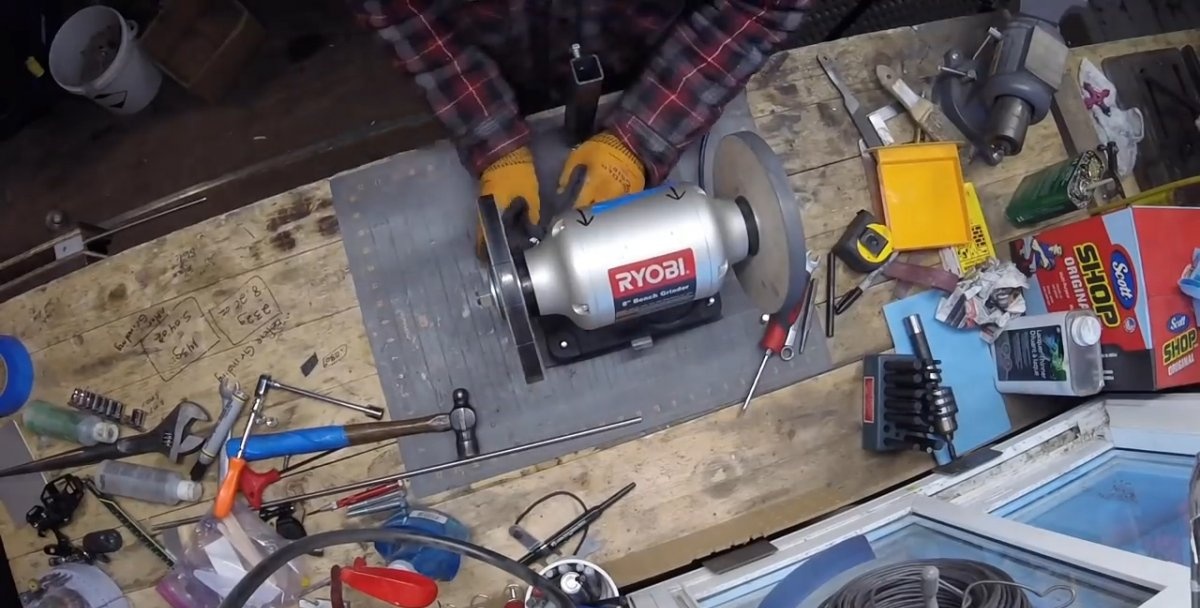
Una de les condicions necessàries per a l'esmolat d'alta qualitat dels ganivets és l'estabilitat de l'eina d'esmolar. Per tant, com a base per a una esmoladora elèctrica, utilitzem una làmina metàl·lica de mida i gruix adequats.

Amb una cinta mètrica, un nucli i un martell, marquem els centres de quatre forats, repetint els forats de la placa de l'esmoladora elèctrica. Perforem forats segons les marques d'una màquina de perforació i, amb cargols i femelles, fixem l'esmoladora elèctrica a una base metàl·lica.

Amb una serra de pèndol, tallem dos trossos de tubs quadrats precalculats en longitud, i un ha d'encaixar lliurement, però sense un gran buit, a l'altre.

En una canonada de secció transversal més petita, fresem un forat passant en un extrem, el diàmetre del qual hauria de ser una mica més gran que el diàmetre de la vareta metàl·lica. A la segona canonada, també marquem i perforem un forat en un extrem per al cargol de bloqueig.

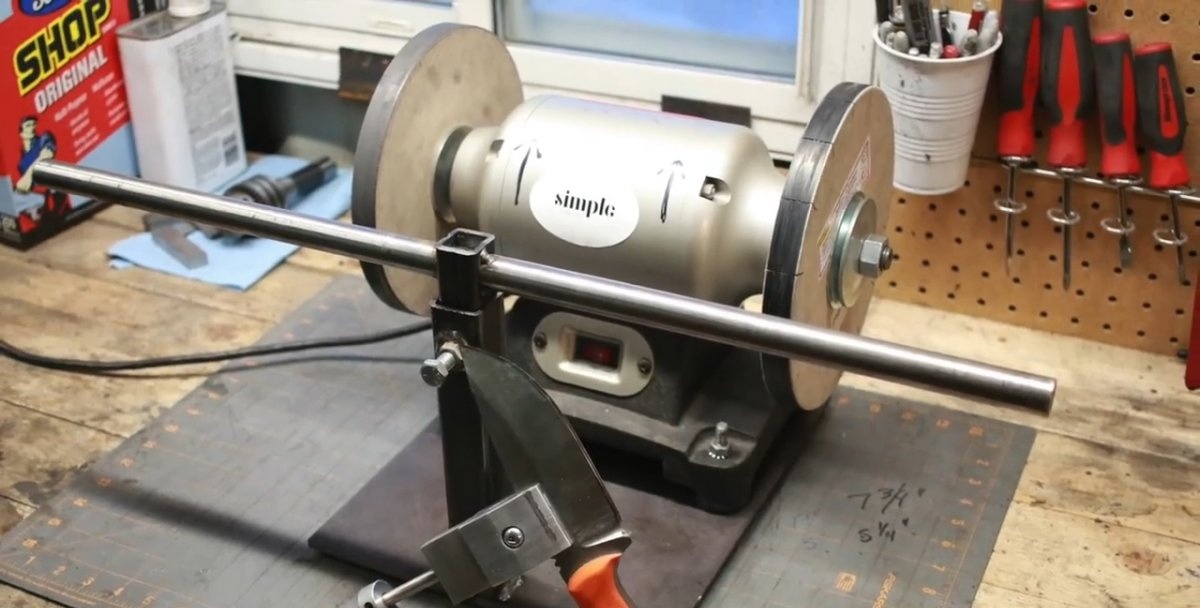
Soldem un tub de secció transversal més gran al centre a la base, enfront de l'esmoladora fixa, en una posició tal que el cargol de fixació miri cap a fora i estigui a la part superior.Per evitar que gotes de metall fos, espurnes i escates de la soldadura facin malbé el motor elèctric, el cobrim amb una manta de soldadura.

Introduïm la vareta al forat perforat de la canonada d'una secció transversal més petita estrictament al mig i la soldem en aquesta posició a la canonada, després d'haver comprovat prèviament la perpendicularitat d'aquestes parts d'acoblament amb un triangle rectangle.


Si això no s'ha fet amb antelació, traieu l'esmoladora elèctrica de la base i inspeccionem la caixa elèctrica, després tornem a instal·lar la maquineta al seu lloc i comprovem el seu funcionament.
Introduïm la canonada amb la vareta a la canonada soldada a la base i amb el cargol podeu establir l'alçada necessària per esmolar un ganivet en particular. Aquesta va ser l'última etapa de la disposició de l'esmoladora elèctrica. Comencem la segona fase del treball.


Per a una esmoladora elèctrica, canvieu el sentit de gir.


Com ja s'ha assenyalat, la qualitat de l'afilat dels ganivets, en primer lloc, depèn de garantir un angle d'afilat constant. El suport que farem està dissenyat només per a això.
Marquem el blanc metàl·lic d'acord amb les dimensions previstes dels tres elements, cosa que garantirà la captura i la subjecció fiable de la fulla del ganivet en un angle determinat amb la superfície del cercle quan s'esmola.

Els tallem amb una serra de pèndol amb l'addició de lubricant per millorar la qualitat del tall i la seguretat de la fulla de la serra.
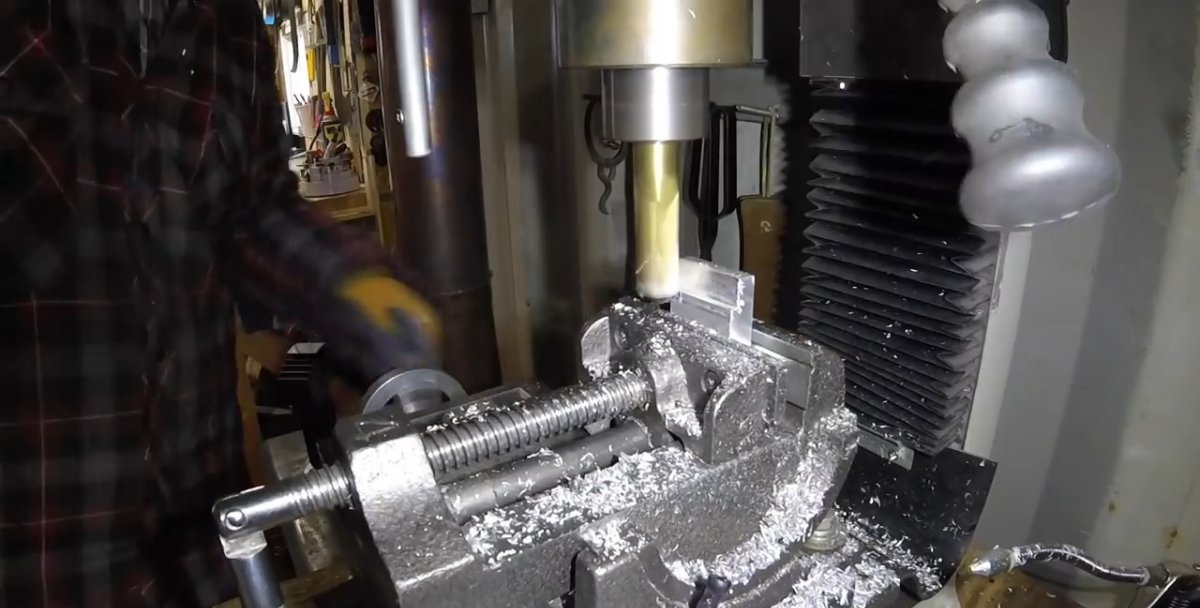
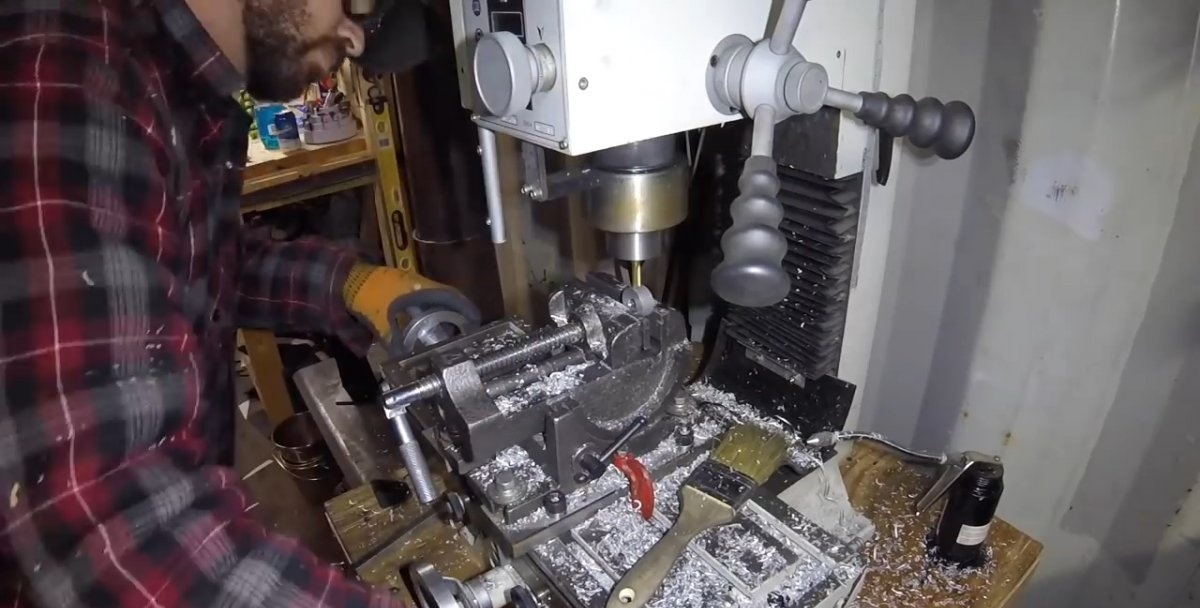
Fixem els tres elements en un "paquet" a la morsa d'una fresadora i processem les superfícies a la mida requerida i, a cada canvi de posició, retirem les rebaves amb una llima manual.
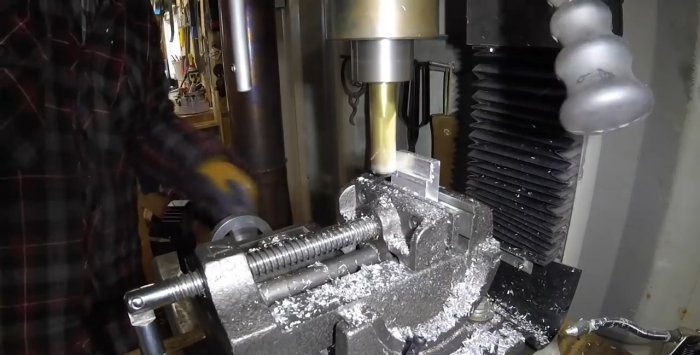


En dos espais en blanc formem mandíbules per agafar i subjectar la fulla del ganivet. Per fer-ho, fresem cadascun d'ells a la seva mida per un costat.La tercera peça es fresa pels dos costats a mida. Servirà de base per connectar-hi agafadors laterals amb mordasses.

A la part que quedarà al mig, a la part fresada fem marques per a dos forats, situats simètricament a l'eix longitudinal més a prop de les vores i lleugerament desplaçats cap a la base. Els perforam en una màquina de perforació.
Utilitzant aquesta peça com a mostra, marquem els punts de resposta a les altres dues peces amb un trepant i una broca fina.
A continuació, foradem els llocs marcats amb un trepant de gran diàmetre fins a una profunditat petita (fem, una mena de, nius-recossos).
Enrosquem als forats de l'element central dos passadors de la longitud necessària amb la mateixa sortida, que, en instal·lar els elements laterals, s'ajustaran als rebaixats i els subjectaran, però no interfereixen amb les mandíbules, convergeixen i divergeixen.
En els elements de la mandíbula lateral, al centre geomètric, marquem i perforam forats del mateix diàmetre i fem servir una aixeta manual per tallar-hi fils.
Fresem les vores exteriors de les mordasses per completar l'aspecte del dispositiu i la facilitat d'ús. També retirem els xamfrans a banda i banda de l'extrem de fresat de l'element central per no interferir amb l'ajust de les mordasses.

Al centre de la base de l'element central marquem i perforem un forat cec per al mandril.

Barregeu cola de dos components i utilitzeu-la per fixar un mandril de la longitud necessària al forat cec. Deixeu que el compost s'enduri i s'endureixi. Per fer-ho, fixem l'element central amb el mandril en un vici de fusta.
Fixem una vareta metàl·lica del diàmetre calculat al mandril del torn i fem un forat al centre una mica més gran que el diàmetre del mandril, afegint periòdicament lubricant a la zona de perforació.
A continuació, tallem el cilindre amb una alçada d'uns 10-12 mm i fem un forat a la superfície lateral, tot seguit tallem el fil amb una aixeta per al cargol de bloqueig.


En un dels elements laterals, des de l'exterior, fem un forat central per instal·lar el cap del cargol encastat.
Finalitzem les superfícies de l'aparell processant-lo en una esmoladora, primer amb una cinta de polir sense fi i després amb una cinta de migdiada.


Només queda muntar els elements del suport ajustable cargolant el cargol de connexió a les mordasses i fixant l'anell cilíndric al mandril, instal·lant-lo al lloc adequat mitjançant un cargol de bloqueig.
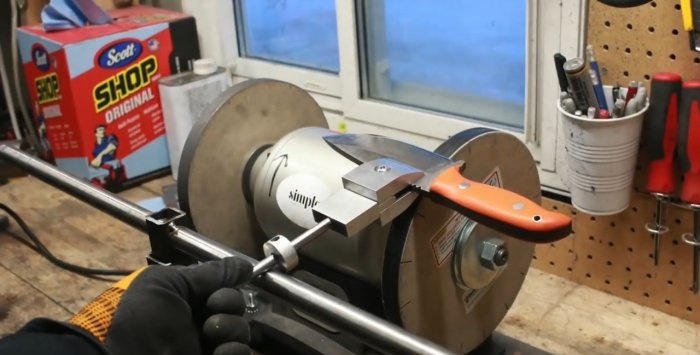
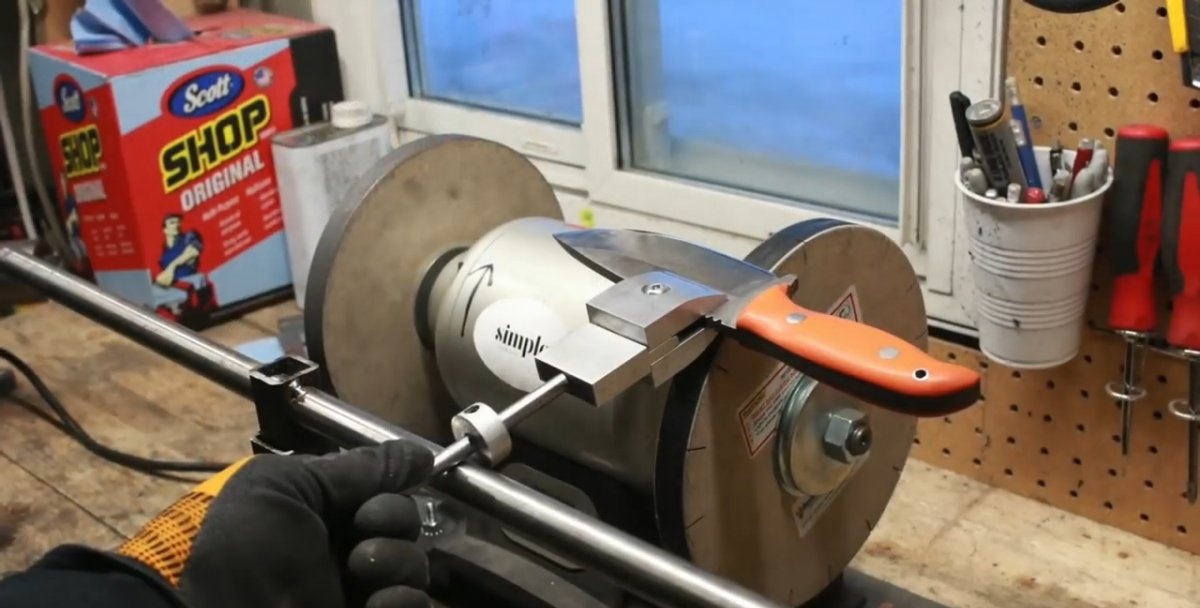
Fixem la fulla del ganivet a les mordasses del suport i fixem l'alçada necessària de la vareta transversal i la longitud del mandril movent l'anell cilíndric cap avall o cap amunt i bloquejant-lo si cal amb un cargol especial.
Perquè l'angle d'afilat es mantingui igual al llarg de tota la fulla, n'hi ha prou amb assegurar-se que un anell cilíndric muntat en un mandril llisca per la superfície d'una vareta instal·lada horitzontalment davant de les rodes de l'esmoladora elèctrica.


Després d'un breu esmolat sense cap tensió, el ganivet talla fàcilment un full de paper d'escriure en pes, la qual cosa confirma la seva excel·lent esmolada.



Per descomptat, això no és difícil d'aconseguir per a un esmolador experimentat, fins i tot quan treballa manualment. Per a tots els altres, mantenir l'angle d'afilat requerit serà bastant difícil. Serà insoluble per a ells el problema dels ganivets apagats?
Hi ha tres maneres de sortir d'aquesta situació: aprendre a esmolar els ganivets, però això requerirà molt de temps, paciència i esforç; recurrir a un professional per demanar ajuda cada vegada i pagar el seu costós servei; feu el vostre propi esmolador de ganivets i no us preocupeu per l'angle d'afilat.
A continuació, considerarem un mètode per fabricar un dispositiu per esmolar ganivets basat en una esmoladora elèctrica amb dues rodes abrasives.
Necessitarem
Perquè el treball no requereixi molt d'esforç i temps, és bo tenir en estoc: una màquina de soldadura, màquines (perforant, fresat i tornejat), una serra de pèndol, un trepant, una esmoladora, claus, eines de marcatge, etc.
A més de l'esmoladora elèctrica ja esmentada, cal abastir-se de materials i components:
- xapa metàl·lica de 10 mm de gruix;
- canonades quadrades (dues peces de mides adjacents);
- una vareta metàl·lica rodona de fins a 400 mm de llarg i 15-20 mm de diàmetre;
- elements de fixació roscats (perns, femelles, volanderes), etc.
Fer un esmolador de ganivets
El treball constarà de dues etapes relativament independents: la disposició d'una esmoladora elèctrica i la fabricació d'un porta ganivets que proporcioni l'angle d'afilat requerit.
Disposició de l'esmoladora
Una de les condicions necessàries per a l'esmolat d'alta qualitat dels ganivets és l'estabilitat de l'eina d'esmolar. Per tant, com a base per a una esmoladora elèctrica, utilitzem una làmina metàl·lica de mida i gruix adequats.

Amb una cinta mètrica, un nucli i un martell, marquem els centres de quatre forats, repetint els forats de la placa de l'esmoladora elèctrica. Perforem forats segons les marques d'una màquina de perforació i, amb cargols i femelles, fixem l'esmoladora elèctrica a una base metàl·lica.

Amb una serra de pèndol, tallem dos trossos de tubs quadrats precalculats en longitud, i un ha d'encaixar lliurement, però sense un gran buit, a l'altre.

En una canonada de secció transversal més petita, fresem un forat passant en un extrem, el diàmetre del qual hauria de ser una mica més gran que el diàmetre de la vareta metàl·lica. A la segona canonada, també marquem i perforem un forat en un extrem per al cargol de bloqueig.

Soldem un tub de secció transversal més gran al centre a la base, enfront de l'esmoladora fixa, en una posició tal que el cargol de fixació miri cap a fora i estigui a la part superior.Per evitar que gotes de metall fos, espurnes i escates de la soldadura facin malbé el motor elèctric, el cobrim amb una manta de soldadura.

Introduïm la vareta al forat perforat de la canonada d'una secció transversal més petita estrictament al mig i la soldem en aquesta posició a la canonada, després d'haver comprovat prèviament la perpendicularitat d'aquestes parts d'acoblament amb un triangle rectangle.


Si això no s'ha fet amb antelació, traieu l'esmoladora elèctrica de la base i inspeccionem la caixa elèctrica, després tornem a instal·lar la maquineta al seu lloc i comprovem el seu funcionament.
Introduïm la canonada amb la vareta a la canonada soldada a la base i amb el cargol podeu establir l'alçada necessària per esmolar un ganivet en particular. Aquesta va ser l'última etapa de la disposició de l'esmoladora elèctrica. Comencem la segona fase del treball.


Per a una esmoladora elèctrica, canvieu el sentit de gir.

Elaboració d'un porta ganivets
Com ja s'ha assenyalat, la qualitat de l'afilat dels ganivets, en primer lloc, depèn de garantir un angle d'afilat constant. El suport que farem està dissenyat només per a això.
Marquem el blanc metàl·lic d'acord amb les dimensions previstes dels tres elements, cosa que garantirà la captura i la subjecció fiable de la fulla del ganivet en un angle determinat amb la superfície del cercle quan s'esmola.

Els tallem amb una serra de pèndol amb l'addició de lubricant per millorar la qualitat del tall i la seguretat de la fulla de la serra.
Fixem els tres elements en un "paquet" a la morsa d'una fresadora i processem les superfícies a la mida requerida i, a cada canvi de posició, retirem les rebaves amb una llima manual.


En dos espais en blanc formem mandíbules per agafar i subjectar la fulla del ganivet. Per fer-ho, fresem cadascun d'ells a la seva mida per un costat.La tercera peça es fresa pels dos costats a mida. Servirà de base per connectar-hi agafadors laterals amb mordasses.

A la part que quedarà al mig, a la part fresada fem marques per a dos forats, situats simètricament a l'eix longitudinal més a prop de les vores i lleugerament desplaçats cap a la base. Els perforam en una màquina de perforació.
Utilitzant aquesta peça com a mostra, marquem els punts de resposta a les altres dues peces amb un trepant i una broca fina.
A continuació, foradem els llocs marcats amb un trepant de gran diàmetre fins a una profunditat petita (fem, una mena de, nius-recossos).
Enrosquem als forats de l'element central dos passadors de la longitud necessària amb la mateixa sortida, que, en instal·lar els elements laterals, s'ajustaran als rebaixats i els subjectaran, però no interfereixen amb les mandíbules, convergeixen i divergeixen.
En els elements de la mandíbula lateral, al centre geomètric, marquem i perforam forats del mateix diàmetre i fem servir una aixeta manual per tallar-hi fils.
Fresem les vores exteriors de les mordasses per completar l'aspecte del dispositiu i la facilitat d'ús. També retirem els xamfrans a banda i banda de l'extrem de fresat de l'element central per no interferir amb l'ajust de les mordasses.

Al centre de la base de l'element central marquem i perforem un forat cec per al mandril.

Barregeu cola de dos components i utilitzeu-la per fixar un mandril de la longitud necessària al forat cec. Deixeu que el compost s'enduri i s'endureixi. Per fer-ho, fixem l'element central amb el mandril en un vici de fusta.
Fixem una vareta metàl·lica del diàmetre calculat al mandril del torn i fem un forat al centre una mica més gran que el diàmetre del mandril, afegint periòdicament lubricant a la zona de perforació.
A continuació, tallem el cilindre amb una alçada d'uns 10-12 mm i fem un forat a la superfície lateral, tot seguit tallem el fil amb una aixeta per al cargol de bloqueig.

En un dels elements laterals, des de l'exterior, fem un forat central per instal·lar el cap del cargol encastat.
Finalitzem les superfícies de l'aparell processant-lo en una esmoladora, primer amb una cinta de polir sense fi i després amb una cinta de migdiada.


Només queda muntar els elements del suport ajustable cargolant el cargol de connexió a les mordasses i fixant l'anell cilíndric al mandril, instal·lant-lo al lloc adequat mitjançant un cargol de bloqueig.
Prova de fixació
Fixem la fulla del ganivet a les mordasses del suport i fixem l'alçada necessària de la vareta transversal i la longitud del mandril movent l'anell cilíndric cap avall o cap amunt i bloquejant-lo si cal amb un cargol especial.
Perquè l'angle d'afilat es mantingui igual al llarg de tota la fulla, n'hi ha prou amb assegurar-se que un anell cilíndric muntat en un mandril llisca per la superfície d'una vareta instal·lada horitzontalment davant de les rodes de l'esmoladora elèctrica.


Després d'un breu esmolat sense cap tensió, el ganivet talla fàcilment un full de paper d'escriure en pes, la qual cosa confirma la seva excel·lent esmolada.


Mira el vídeo
Classes magistrals similars

El dispositiu més senzill per esmolar ganivets a 30 graus

Dispositiu per esmolar ganivets de picadora de carn

Una eina senzilla per esmolar ganivets amb un angle fix

Com esmolar fàcilment els ganivets de picadora de carn

Utilitzem un disc de fusta per esmolar ràpidament els ganivets

Com fer ràpidament una frontissa per a un esmolador de ganivets
Particularment interessant





Comentaris (5)
