Sådan laver du en nøglegang på en drejebænk

Typisk bruges en drejebænk til at bore, banke, rive, forsænke og bore, men deres evner slutter ikke der. Jeg foreslår at overveje en måde at bruge den til at bore en kilegang ud på bøsningen. Til dette bruger jeg en 1K62 skruebænk.

Sæt med værktøjer
For at udføre arbejdet har du ud over maskinen brug for:
- kedelig cutter;
- slidskærer;
- olie til smøring.
En hvilken som helst boreskærer kan naturligvis bruges inden for mulighederne for ærmediameteren. Hvad angår noteværktøjet, er dets tværsnit valgt, så det passer til den nødvendige bredde af kilesporet. Smøreolie er kun påkrævet, hvis du skal arbejde med hårdt metal. For blødt stål, forudsat at der anvendes højkvalitetsfræsere, er det ikke nødvendigt, da affasning og mejsling ikke forårsager kritisk overophedning, hvilket kan fremskynde sliddet af værktøjets skærkant.

Forberedende fase
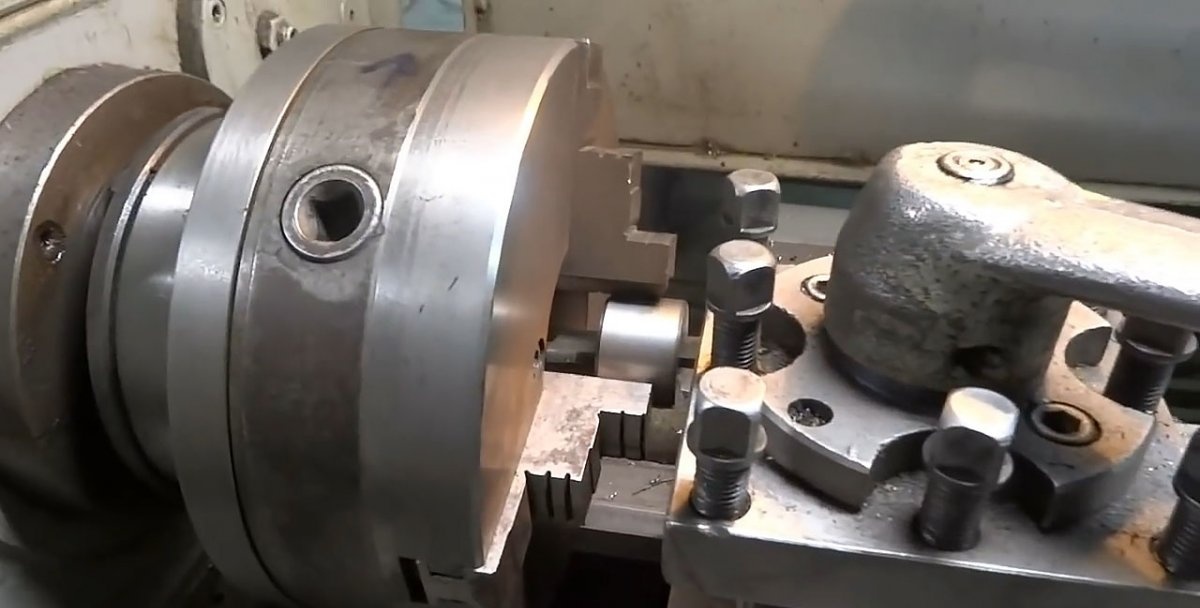
Bøsningen er monteret i en tre-kæbepatron. Før du udfører mejsling, skal du først forberede dens indvendige og udvendige affasning med en boreskærer.De er kun lavet på den side, hvorfra sporværktøjet kommer ind. Dette er en simpel proces, som selv en amatørvender kender, og kræver derfor ikke særskilt overvejelse.

Efter at have klargjort affasningerne på maskinen, skal du indstille minimumshastigheden for at forhindre spindelrotation. På mange maskiner kan kæbepatronen give slør under belastning, så i dette tilfælde er det nødvendigt at installere en afstandsholder. For at gøre dette skal du placere en bolt og møtrik i passende højde under den. Når den skrues af, øges længden af stoppet, så det presses tæt mod patronen og derved eliminerer rulningen.

Skærefræseren klemmes let i værktøjsholderen. Det justerer bøsningen i midten, hvorefter det er nødvendigt at foretage finjusteringer. For at gøre dette indsættes den i bøsningen og bevæger sig i længderetningen med kaliberen langs glideren. Den resulterende ridse skal løbe langs bøsningshullet fra den ene kant til den anden. Der bør ikke være et afsnit uden en ridse i skærelinjen. Hvis det eksisterer, indikerer dette tilstedeværelsen af en forvrængning. Når fræseren er placeret korrekt, skal den spændes meget stramt, da belastningen ved mejsling er meget højere end ved standard vendearbejde.
Mejslingsproces
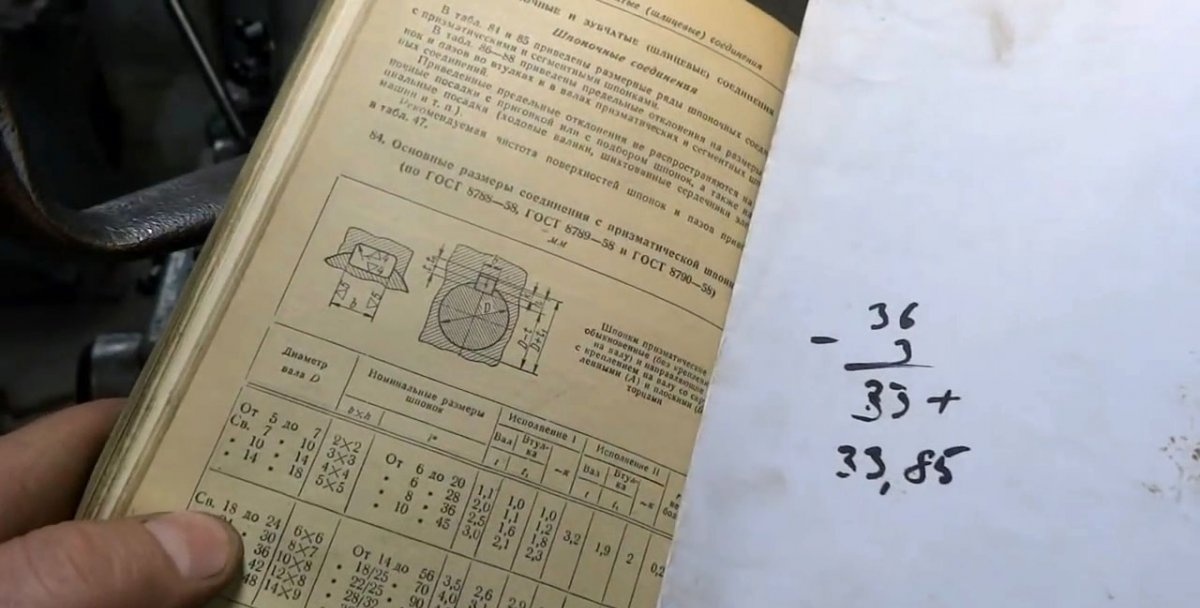
Da muffen har sin egen radius indeni, før man begynder at måle dybden af rillen, er det nødvendigt at skære det af for at opnå et fladt område, som vil være nul-referencepunktet. For at gøre dette, ved hjælp af en skydelære, flytter jeg skæreren inde i bøsningen langs den langsgående glidebane, og fjerner de fineste metalspåner. Efter at den vender tilbage til sin oprindelige position, bringer jeg skæret tættere langs den tværgående glide til ærmets krop med 0,1 mm. Igen laver jeg en langsgående bevægelse langs vognen. Jeg gentager processen, indtil tagrenden mister sin radius. Så snart han går, vil dette være nulpunktet for nedtællingen.

Nu begynder jeg at mejsle kilesporet. I mit tilfælde skal dens dybde være 2,6 mm. Ved at bruge trin på 0,1 mm ville det tage 26 snit af skæreren for at opnå denne dybde.


Efter at have uddybet rillen med 2,6 mm, uden at ændre indstillingerne på skiven, skal du lave et par gentagne bevægelser af skæreren for at rense planet for små grater. Dernæst fjernes ærmet fra patronen. Dens anden ende er ret ru, men dette er let at løse. Boreskæren monteres igen i værktøjsholderen, og pæne affasninger fjernes. Herefter kan ærmet bruges til det tilsigtede formål.
Mejsling på en drejebænk er en langvarig, men ikke kompliceret proces. I mit tilfælde er den langsgående bevægelse af caliperen motoriseret, så alt foregår relativt hurtigt. Det er også muligt at lave en rille på budgetmaskiner med manuel kørsel, men i dette tilfælde vil det tage meget mere tid.
Se videoen
Lignende mesterklasser






Særlig interessant






Kommentarer (5)
