Sådan laver du nemt et præcist snit i et rør
Når man laver forskellige hjemmelavede produkter, bliver det nogle gange nødvendigt at bore runde rør. Det er ret vanskeligt at udføre en sådan operation ved hjælp af konventionelle spiralbor, da dette vil kræve omhyggelig foreløbig forberedelse. Hvordan kommer man ud af denne situation?

Hvis du har en ringformet fræser med passende diameter (et andet navn for et kerne-, hult eller ringformet bor), så bliver arbejdet med buede overflader, især cylindriske, meget lettere og mere produktivt.
Vi skal også bruge et værktøjsdrev, såsom en boremaskine, flere almindelige spiralbor med forskellige diametre og et middel til at afkøle boret, mens du arbejder. Dette kunne være en speciel skærevæske, passende maskinolie eller f.eks. WD-40 universalsmøremiddel.

Boring af røroverfladen skal rettes strengt langs diameteren, ellers vil det være umuligt at opnå et positivt slutresultat.
1.Ved hjælp af en markør markerer vi i enden af røret, hvor diameteren skærer med produktets vægge (der er mange metoder og enheder til dette).
2. Installer røret, så et af mærkerne er strengt øverst. Brug et målebånd til at måle den nødvendige afstand fra det langs generatrixen og markere det med en markør.

3. Vi klemmer røret i en skruestik og hamrer det markerede punkt ved hjælp af en kerne og en hammer.

4. Vend røret i skruestikket til den modsatte side, marker punktet modsat det første, og marker det også.
5. Brug et tyndt bor og et bor til at bore huller ved de to udpegede punkter på røret.
6. Dernæst borer vi dem igennem med et bor med større diameter i en gang, da der er en øvre føring og et nedre centreringshul.

7. Efter at have udskiftet spiralboret i borepatronen med en krone med et centreringsbor, drejes røret i en skruestik 90 grader, så styrehullerne er vandrette. Dette vil give dig mulighed for at anvende mere kraft, når du arbejder med kronen.

8. Da det ringformede bor bliver meget varmt under drift, skal du for at afkøle det og lette processen, generøst smøre arbejdstænderne og den tilstødende koprem i en cirkel med universalsmøremiddel WD-40.

9. Vi indsætter kronens centreringsbor i hullet, der er forberedt på forhånd i røret og begynder processen, og tilføjer fedt til kronen fra tid til anden.

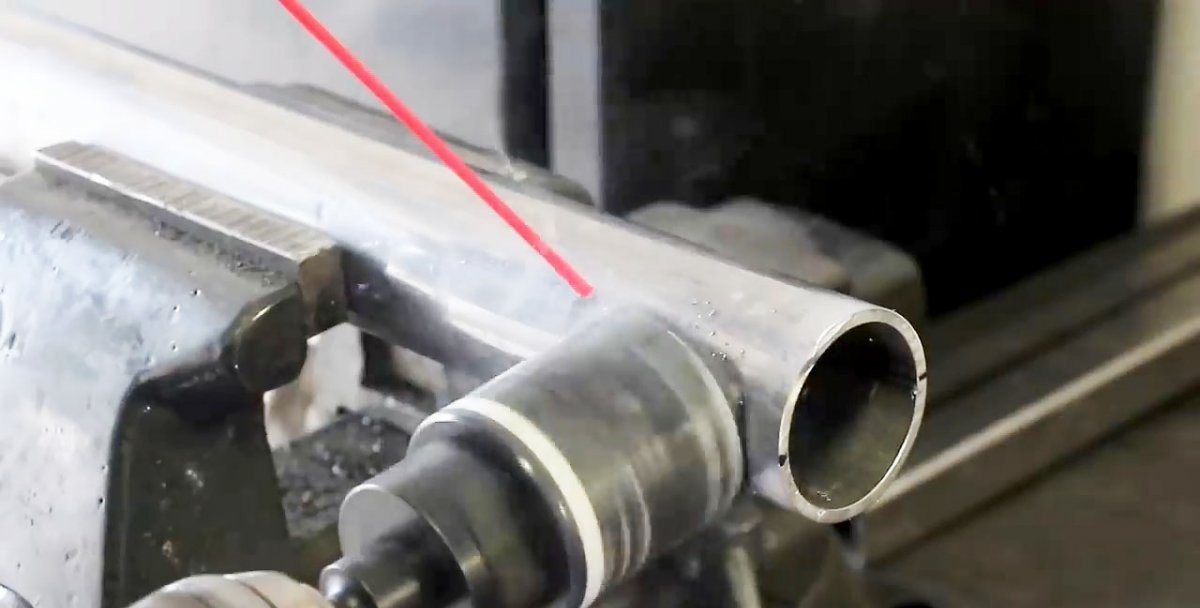
10. Efter at kronen kommer ud fra den modsatte side af røret, får vi en udskæring, som i konfiguration skal nøjagtigt matche røret med samme diameter, hvilket bekræftes af den tilsvarende kontrol.

elleve.Hvis der kræves flere rør af samme længde med formede udskæringer i enderne, borer vi centreringshuller i røremnet i lige stor afstand fra hinanden, og et efter et, ved hjælp af et kernebor, får vi de nødvendige emner.

Vi minder dig om, at den ydre diameter af det ringformede bor og det rør, der behandles, skal være strengt taget det samme.

Vil behøve
Hvis du har en ringformet fræser med passende diameter (et andet navn for et kerne-, hult eller ringformet bor), så bliver arbejdet med buede overflader, især cylindriske, meget lettere og mere produktivt.
Vi skal også bruge et værktøjsdrev, såsom en boremaskine, flere almindelige spiralbor med forskellige diametre og et middel til at afkøle boret, mens du arbejder. Dette kunne være en speciel skærevæske, passende maskinolie eller f.eks. WD-40 universalsmøremiddel.

Algoritme til boreprocessen ved hjælp af en krone
Boring af røroverfladen skal rettes strengt langs diameteren, ellers vil det være umuligt at opnå et positivt slutresultat.
1.Ved hjælp af en markør markerer vi i enden af røret, hvor diameteren skærer med produktets vægge (der er mange metoder og enheder til dette).
2. Installer røret, så et af mærkerne er strengt øverst. Brug et målebånd til at måle den nødvendige afstand fra det langs generatrixen og markere det med en markør.

3. Vi klemmer røret i en skruestik og hamrer det markerede punkt ved hjælp af en kerne og en hammer.

4. Vend røret i skruestikket til den modsatte side, marker punktet modsat det første, og marker det også.
5. Brug et tyndt bor og et bor til at bore huller ved de to udpegede punkter på røret.
6. Dernæst borer vi dem igennem med et bor med større diameter i en gang, da der er en øvre føring og et nedre centreringshul.

7. Efter at have udskiftet spiralboret i borepatronen med en krone med et centreringsbor, drejes røret i en skruestik 90 grader, så styrehullerne er vandrette. Dette vil give dig mulighed for at anvende mere kraft, når du arbejder med kronen.

8. Da det ringformede bor bliver meget varmt under drift, skal du for at afkøle det og lette processen, generøst smøre arbejdstænderne og den tilstødende koprem i en cirkel med universalsmøremiddel WD-40.
9. Vi indsætter kronens centreringsbor i hullet, der er forberedt på forhånd i røret og begynder processen, og tilføjer fedt til kronen fra tid til anden.

10. Efter at kronen kommer ud fra den modsatte side af røret, får vi en udskæring, som i konfiguration skal nøjagtigt matche røret med samme diameter, hvilket bekræftes af den tilsvarende kontrol.

elleve.Hvis der kræves flere rør af samme længde med formede udskæringer i enderne, borer vi centreringshuller i røremnet i lige stor afstand fra hinanden, og et efter et, ved hjælp af et kernebor, får vi de nødvendige emner.

Til reference
Vi minder dig om, at den ydre diameter af det ringformede bor og det rør, der behandles, skal være strengt taget det samme.
Se videoen
Lignende mesterklasser






Særlig interessant






Kommentarer (2)
