Sådan ruller du et rør og laver en smuk spids ved hjælp af en drejebænk
På drejebænke kan der udover mekanisk bearbejdning af hovedsageligt metalemner udføres mange andre operationer, især processen med slutfriktionssvejsning eller rørvalsning ved hjælp af den termomekaniske metode.
Sådan laver du en smuk spids ved hjælp af en drejebænk
I begge disse tilfælde bruges den længe kendte proces med at konvertere kinetisk eller motivenergi til dens termiske form. Det består i, at når metalemner eller dele gnider mod hinanden, stiger deres temperatur og kan først nå punktet for plastisk blødgøring og derefter endda smeltepunktet.

Lad os prøve at bruge denne teknik til processen med at rulle et rundt rør. For at gøre dette fastgør vi i værktøjsholderen i stedet for en konventionel fræser en stiv plade lavet af varmebestandigt stål med en halvcylindrisk fordybning ved dens arbejdsende, hvis diameter skal falde sammen med den ydre diameter af runden rør, som vi skal underkaste rulleprocessen.
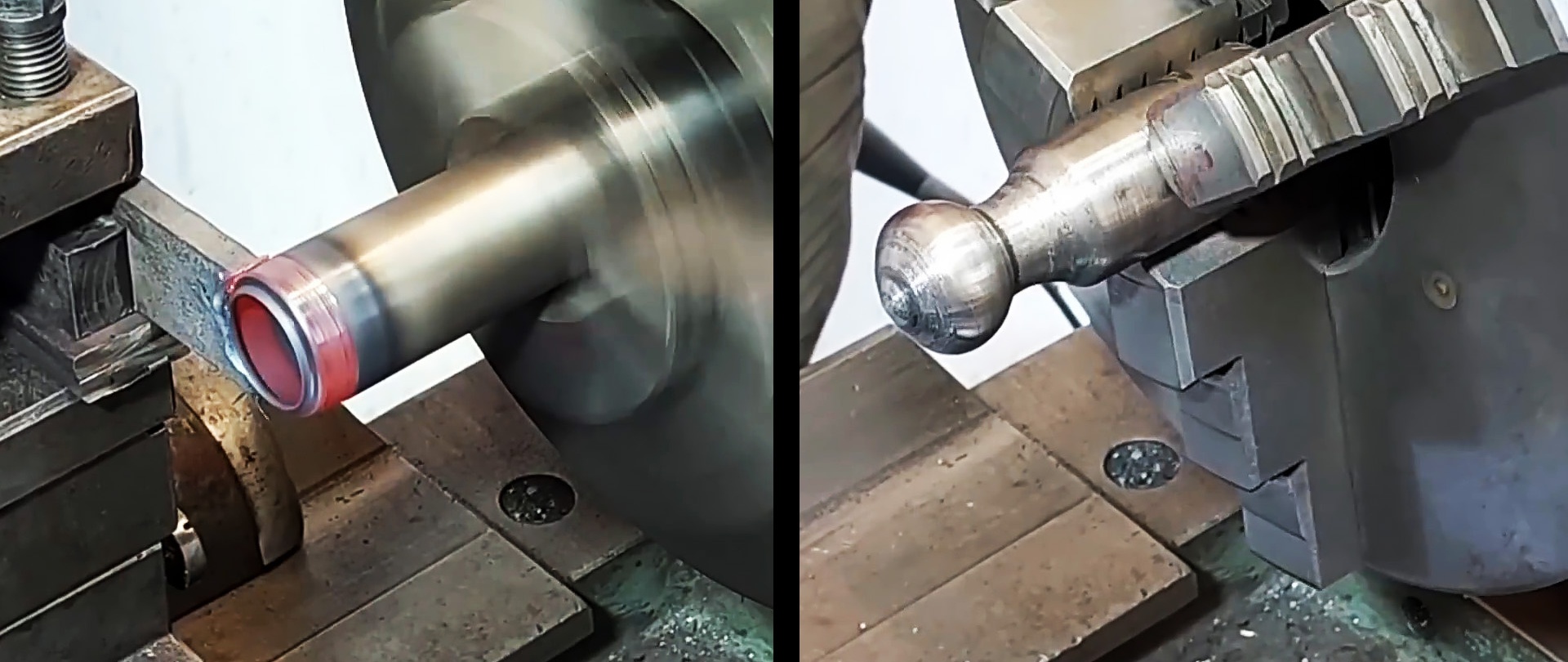
For at forhindre enden af et rundt rør i at begynde at deformeres under termomekanisk påvirkning, før vi klemmer det fast i spændepatronen på en drejebænk, placerer vi en muffemøtrik eller noget lignende i den med en passende diameter.
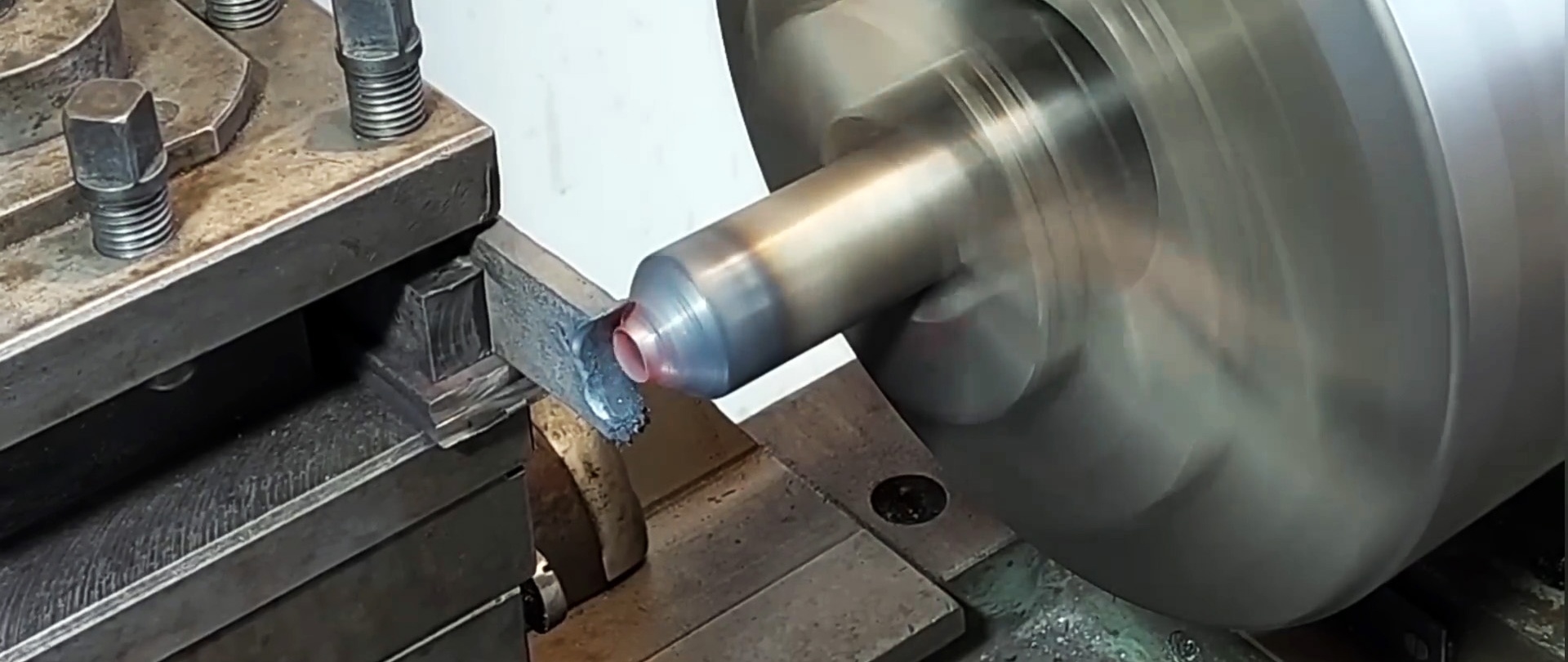
Vi bringer fordybningen i arbejdsenden af den varmebestandige plade til det runde rør og tænder for den tværgående fremføring. Efter kort tid vil rørets metal begynde at varme op intenst og blive rødt. I dette tilfælde forekommer en ret betydelig blødgøring af rørmetallet.
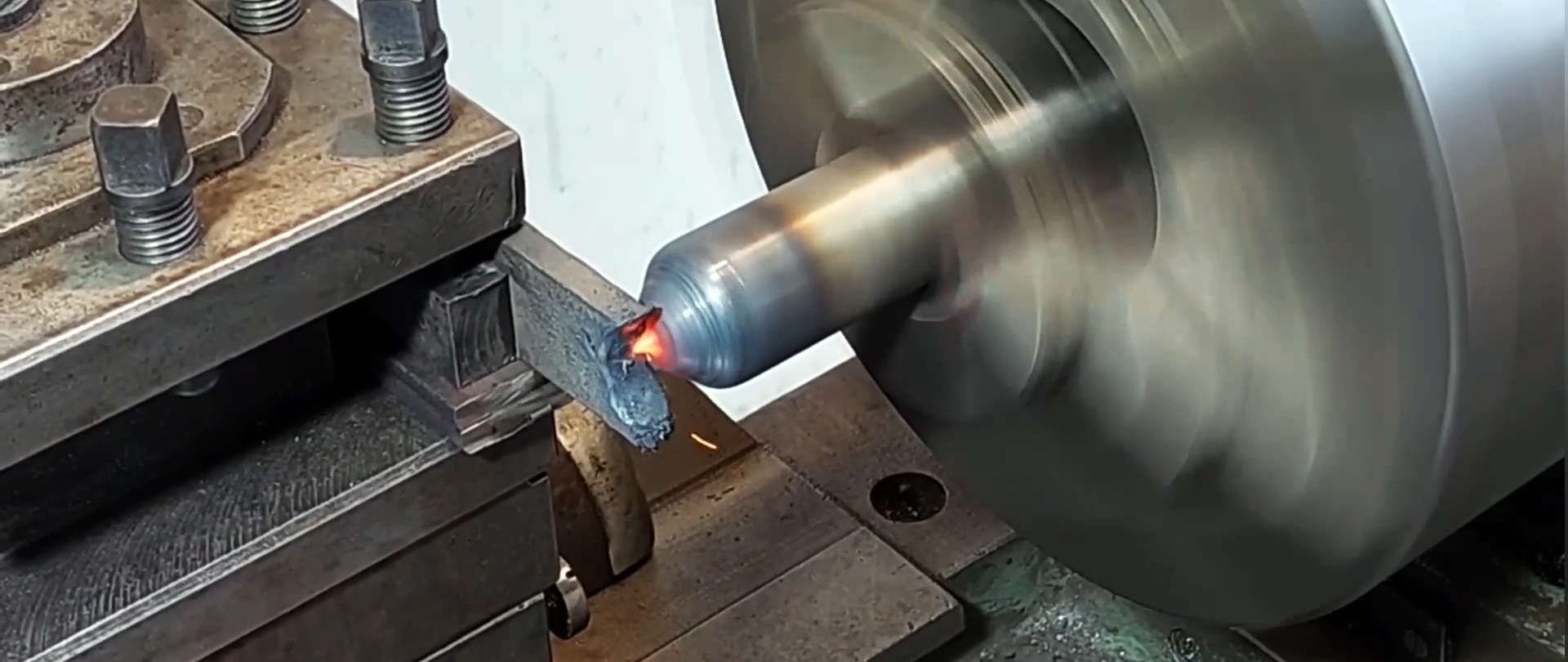
Ved at kombinere den tværgående og langsgående fremføring af kaliberen opnår vi en lige kegle for enden af røret, som vi gradvist forvandler til en næsten halvkugle. Derefter hviler vi fordybningen af den varmebestandige plade mod sektionen af røret bag endehovedet, og også ved at justere den tværgående og langsgående fremføring opvarmer vi metallet rødglødende og danner først en kegle, og derefter næsten en halvkugle.
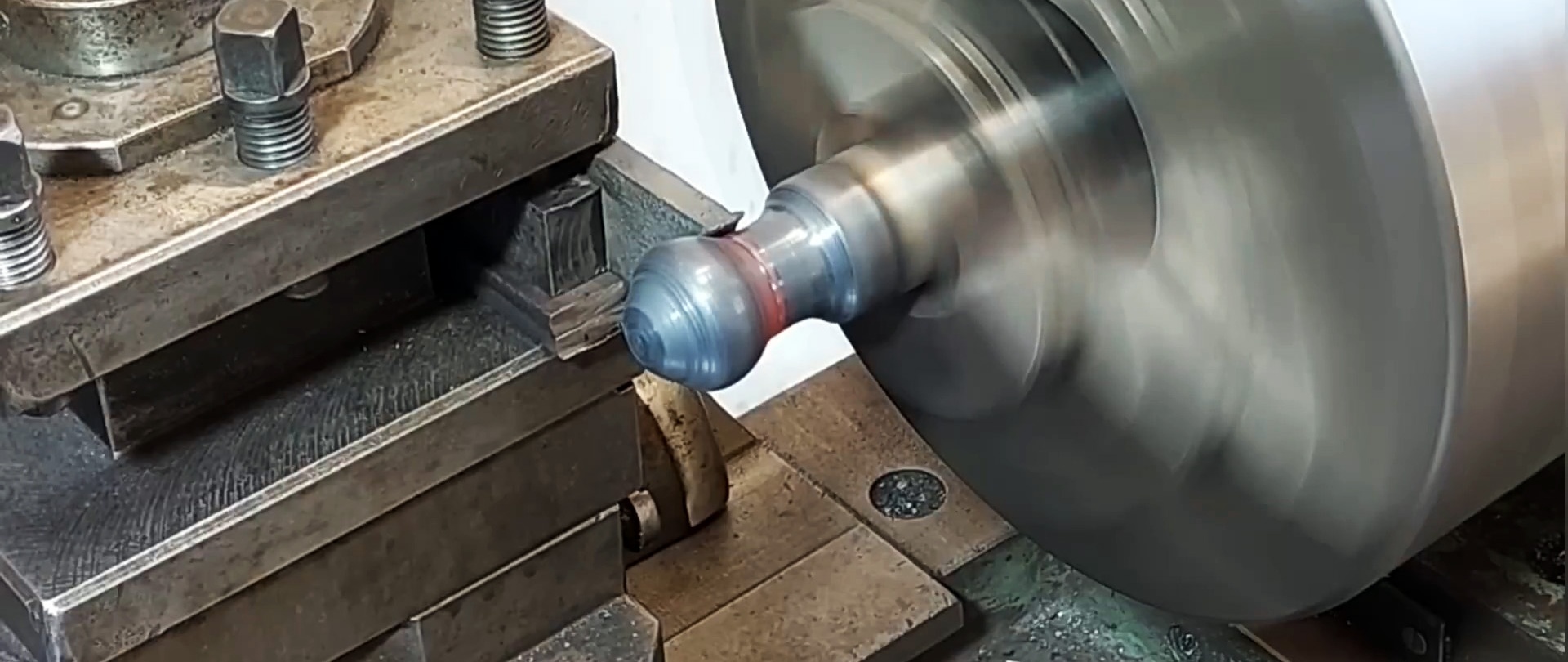
Ved at fortsætte med at påvirke den resulterende profil termisk og mekanisk opnår vi den ideelt mulige kugleform. Lad metallet køle af, slip det lidt, og geninstaller røret med en groft formet kugleformet ende.

Ved hjælp af en håndfil fjerner vi de mest iøjnefaldende mærker, uregelmæssigheder og grater. Derefter begynder vi slibningsprocessen med sandpapir med aftagende korn, først ved lave hastigheder og afslutter slibning af overfladen med maksimal hastighed.














