Laite profiiliputkien liitosten autonomiseen hitsaukseen

Aloittelijoilla on vähän kokemusta, joten hitsattavien rakenteiden saumat ovat epäluotettavia ja rumia. Aluksi, vaikka vaadittua taitotasoa ei ole vielä saavutettu, voit käyttää erityisiä johtimia. Katsotaanpa kuinka tehdä yksi niistä, joka on suunniteltu profiiliputkien hitsaukseen.
Materiaalit:
- Teräsnauha, jonka poikkileikkaus on 4-6 mm;
- pitkät M10 pultit muttereilla – 2 kpl.
- M12-M14 pultti mutterilla.
Hitsausjigin valmistusprosessi
Teräsnauhasta leikataan 10-15 cm pitkä pala.
M10-mutterit hitsataan siihen huolellisesti päistä. Ne on sijoitettu ja hitsattu siten, että ne eivät vahingoita kierrettä, ja niihin ruuvattuilla pulteilla on yhdensuuntainen suunta nauhaan nähden.


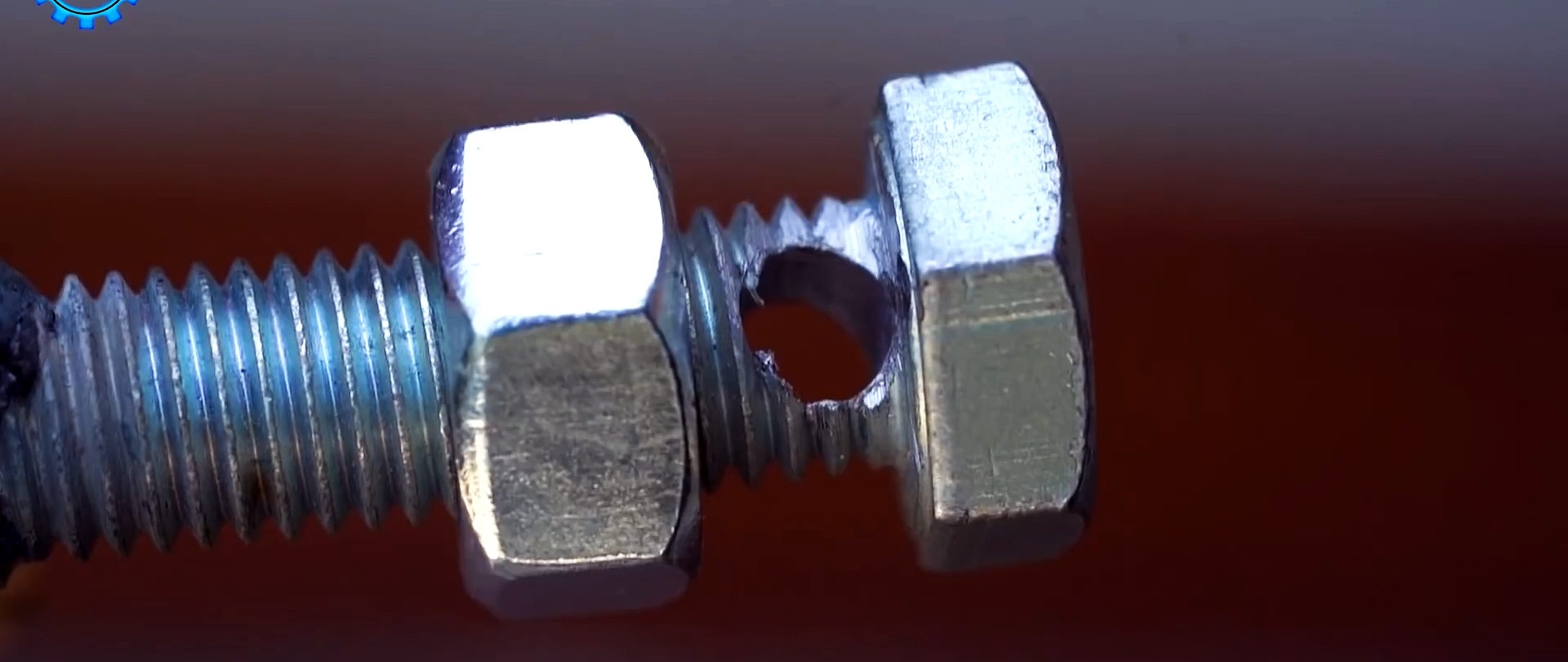
Kierremutterilla varustetun M12- tai M14-pultin reunat hitsataan nauhan sivuun.

Se on porattava pään eteen. Poraussuunta ei saa olla yhdensuuntainen nauhan kanssa, vaan hieman alaspäin kulmassa hitsattuja muttereita kohti. Reiän halkaisija on tehty sellaiseksi, että hitsauselektrodi sopii siihen.

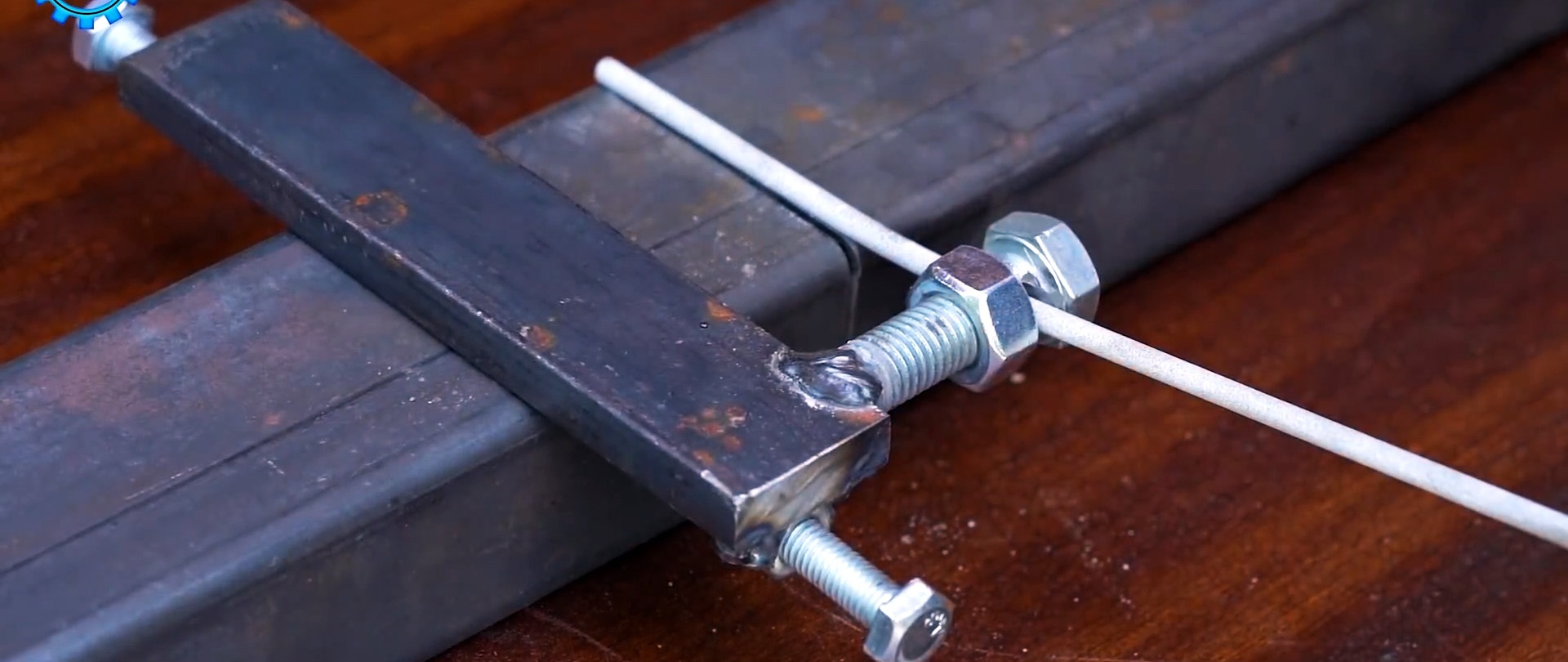
Jigiä varten on viistettävä hitsattavien putkien päät. Sitten ne asetetaan päästä päähän tasaiselle pinnalle. Johdin kiinnitetään sivulta yhteen putkesta siten, että hitsatun pultin reikä on liitosta vastapäätä.


Elektrodi työnnetään reikään ja asetetaan putkien liitoskohtaan. Sen jälkeen se kiinnitetään mutterilla. Viistetyn reiän ansiosta se puristuu putkia vasten.

Nyt yhdistämme pidikkeen hitsausinvertteristä elektrodiin ja maadoituksen putkiin.

Seuraavaksi suljemme sen reunan millä tahansa metalliesineellä, ja itse elektrodi hitsaa liitoksen jättäen tasaisen sauman.

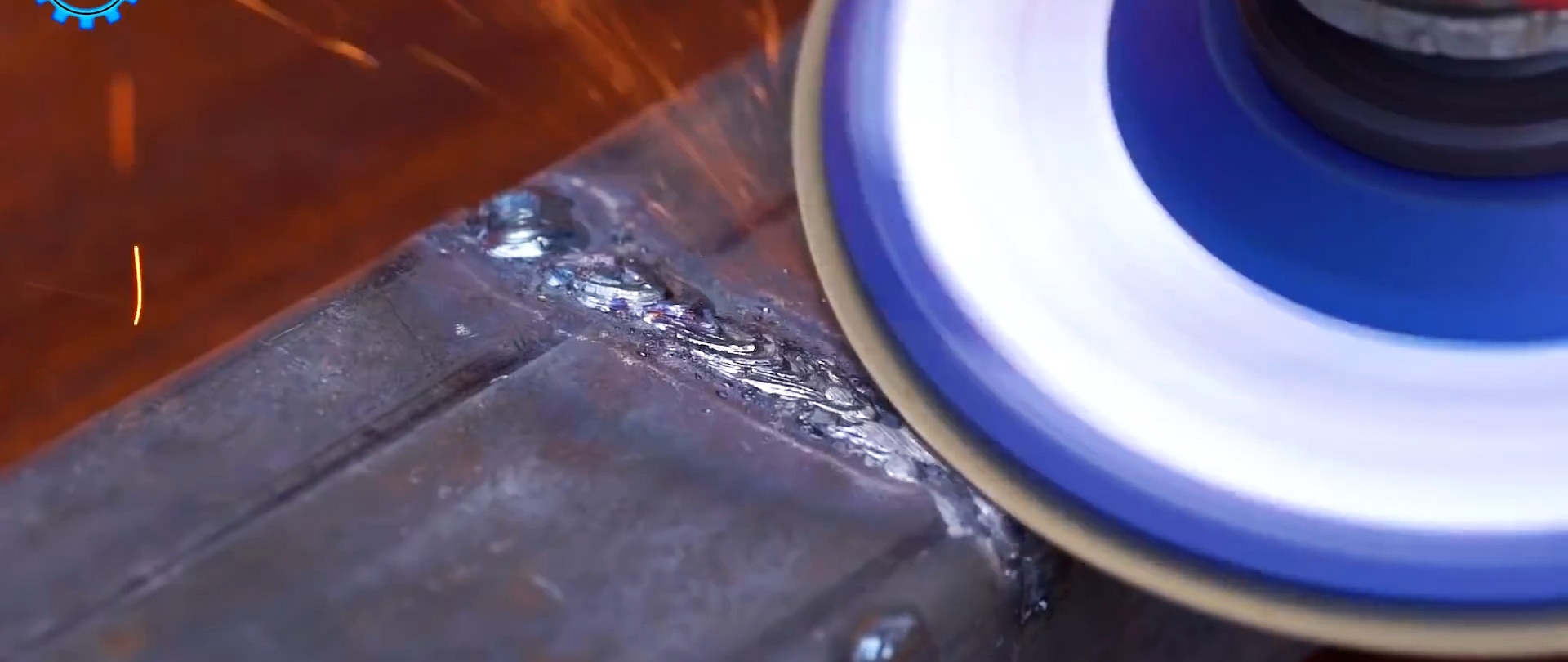
Jää vain poistaa jigi ja kiillottaa metalli- ja kuonajäämät. Sitten laite asennetaan putkien toiselle puolelle ja kaikki toistetaan.
Katso video
Samanlaisia mestarikursseja












