Comment rouler un tuyau et réaliser une belle pointe à l'aide d'un tour
Sur les tours, en plus de l'usinage de pièces principalement métalliques, de nombreuses autres opérations peuvent être réalisées, notamment le processus de soudage par friction d'extrémité ou de laminage de tubes par la méthode thermomécanique.
Comment faire une belle pointe à l'aide d'un tour
Dans ces deux cas, le processus bien connu de conversion de l’énergie cinétique ou motrice en sa forme thermique est utilisé. Cela réside dans le fait que lorsque des pièces ou des pièces métalliques frottent les unes contre les autres, leur température augmente et peut d'abord atteindre le point de ramollissement plastique, puis même le point de fusion.

Essayons d'utiliser cette technique pour le processus de laminage d'un tuyau rond. Pour ce faire, dans le porte-outil, au lieu d'une fraise classique, on fixe une plaque rigide en acier résistant à la chaleur avec un évidement semi-cylindrique à son extrémité de travail dont le diamètre doit coïncider avec le diamètre extérieur du rond tuyau que nous allons soumettre au processus de laminage.
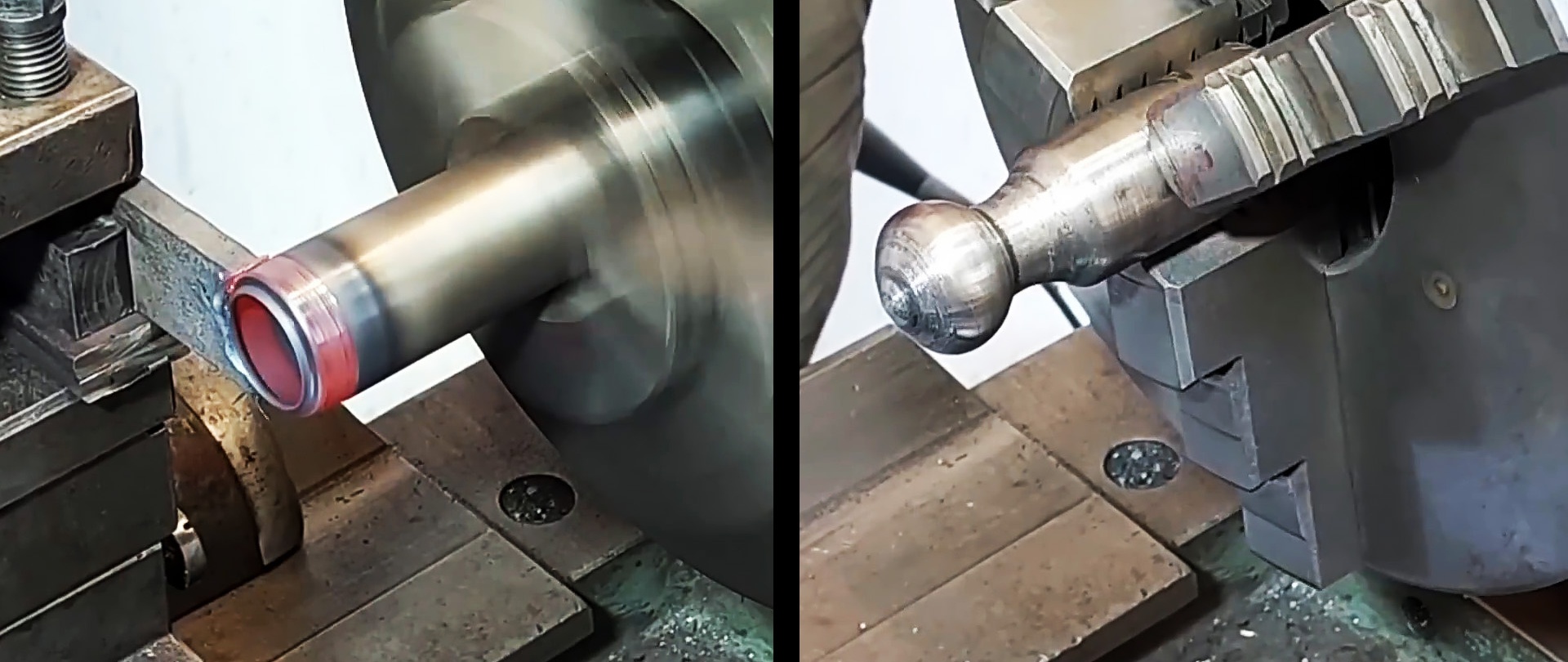
Pour éviter que l'extrémité d'un tuyau rond ne commence à se déformer sous l'influence thermomécanique, avant de le serrer dans le mandrin d'un tour, nous y plaçons un écrou à douille ou quelque chose de similaire d'un diamètre approprié.
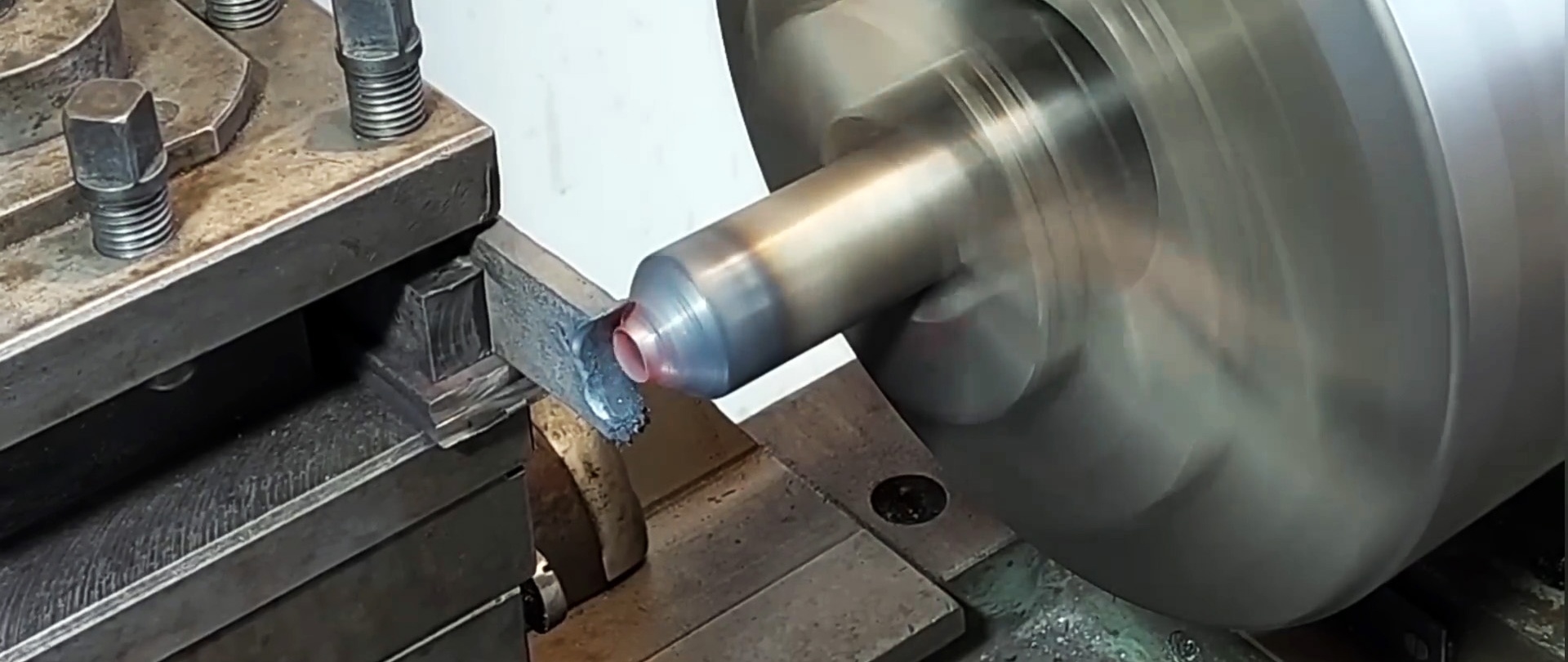
Nous amenons l'évidement à l'extrémité active de la plaque résistante à la chaleur sur le tuyau rond et ouvrons l'alimentation transversale. Après un court instant, le métal du tuyau commencera à chauffer intensément et deviendra rouge. Dans ce cas, un ramollissement assez important du métal du tuyau se produit.
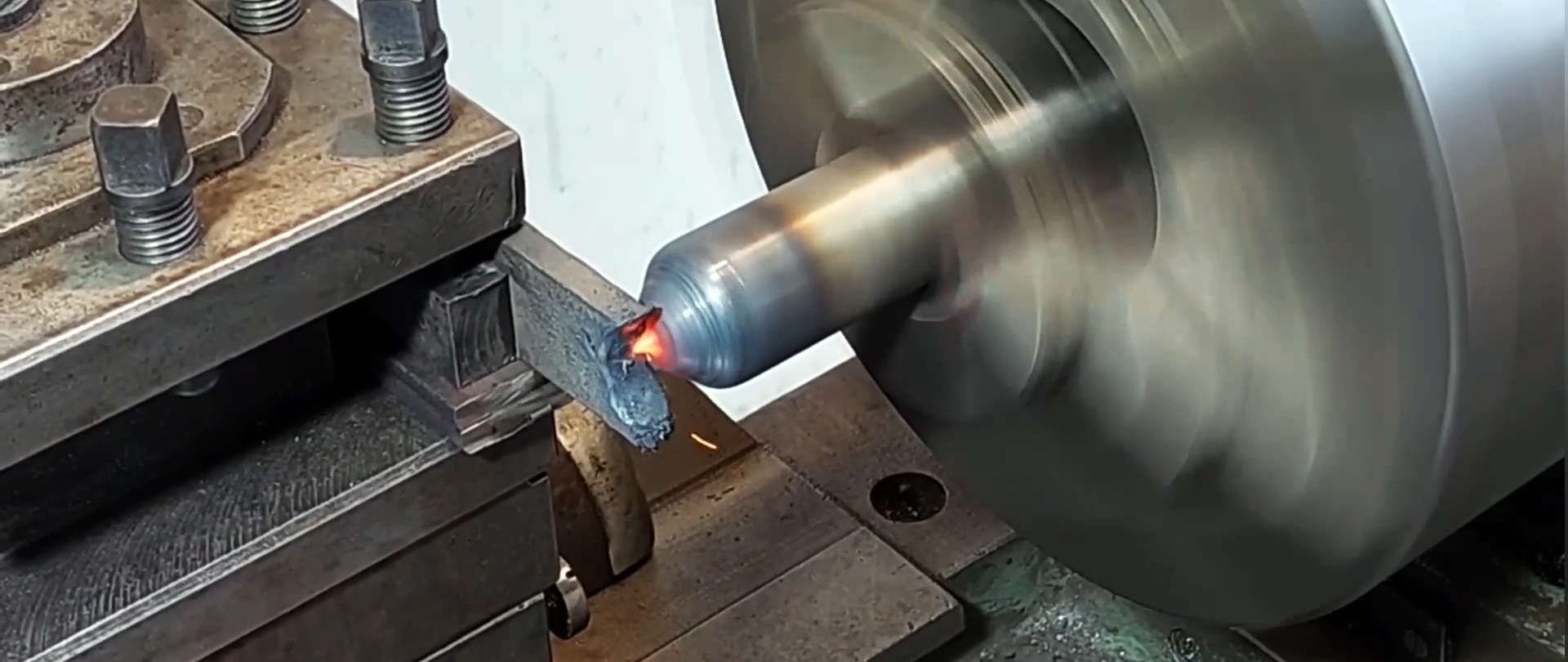
En combinant l'avance transversale et longitudinale de l'étrier, on obtient un cône droit à l'extrémité du tuyau, que l'on transforme progressivement en presque un hémisphère. Ensuite, nous appuyons l'évidement de la plaque résistante à la chaleur contre la section du tuyau derrière la tête d'extrémité et, également, en ajustant l'avance transversale et longitudinale, nous chauffons le métal au rouge et formons d'abord un cône, puis presque un hémisphère.
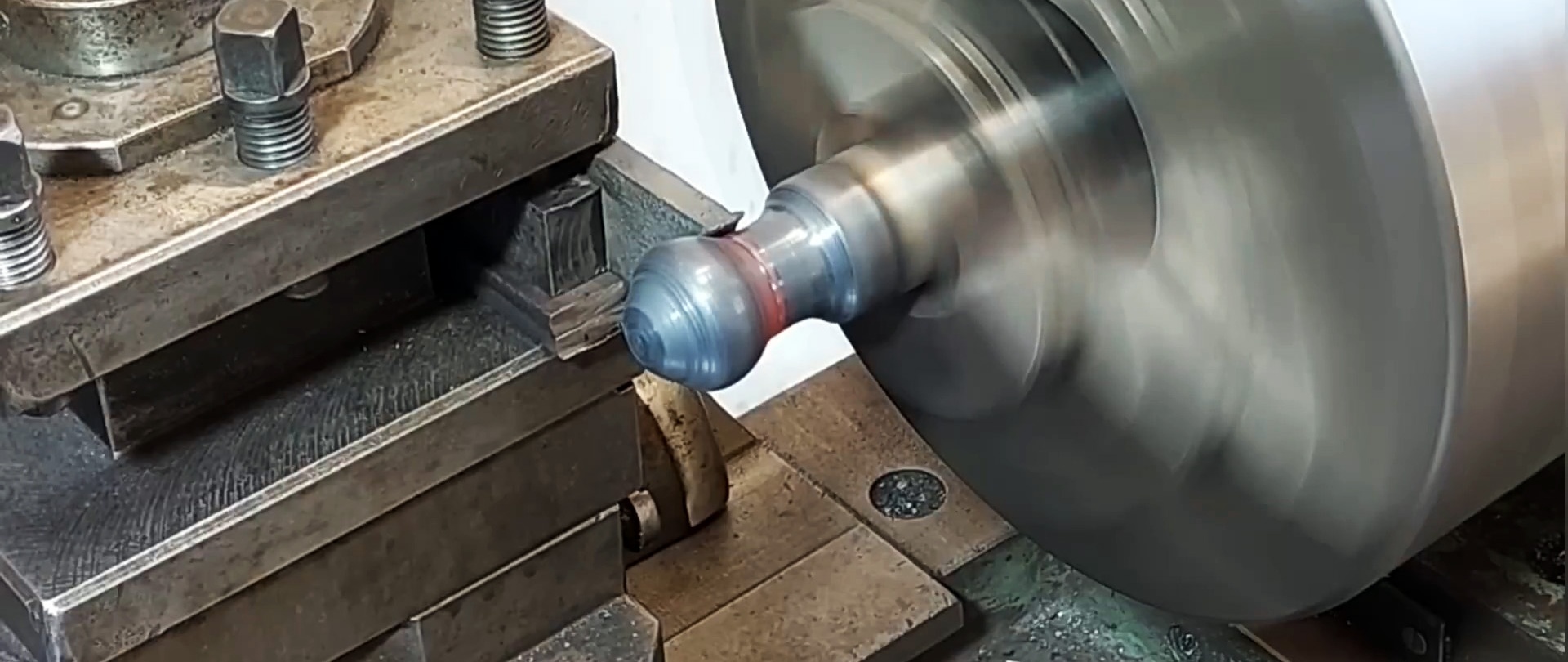
De plus, en continuant à influencer thermiquement et mécaniquement le profil résultant, nous obtenons la forme sphéroïdale idéalement possible. Laissez le métal refroidir, relâchez-le un peu et réinstallez le tuyau avec une extrémité sphéroïdale grossièrement formée.

À l'aide d'une lime à main, nous éliminons les marques, irrégularités et bavures les plus visibles. Ensuite, nous commençons le processus de ponçage en utilisant du papier de verre à grain décroissant, d'abord à basse vitesse et finissons de poncer la surface à vitesse maximale.


Voir la vidéo
Classes de maître similaires






Particulièrement intéressant






