Stroj za narezivanje konca domaće izrade
Među rastavljivim spojevima posebno su česti navojni spojevi. Omogućuju, ako je potrebno, rastaviti sklop na dijelove bez oštećenja, a zatim ih ponovno sastaviti. Iz tog razloga, sve vrste uređaja za rezanje navoja dizajnirane su i proizvedene u velikim količinama, kako od strane industrije tako i od strane brojnih obrtnika.
U nastavku razmatramo varijantu stroja za rezanje navoja koji se temelji na elektromotoru i, montiranom na njegovoj osi, tarnim nereguliranim pogonom u obliku čahure obložene gumom.
Potreban pribor
Kako vas ne bi ometao posao, trebali biste kupiti, pronaći i pripremiti:
- dvije ploče od željeznog metala dimenzija 150×120×20 mm s rupom u sredini na vrhu promjera 30 mm;
- dva čelična diska promjera 200 mm, debljine 10 mm s jednostranom glavčinom vanjskog promjera 40 mm i unutarnjom rupom od 25+ mm s tri radijalne rupe s navojima M8;
- dvije bakrene ili mjedene čahure vanjskog i unutarnjeg promjera 30+ mm odnosno 25+ mm za utiskivanje u rupe ploča 150x120x20 mm;
- uložak za glavnu osovinu od čelika dužine 400 m i promjera 25+ mm nakon tokarenja;
- dva dijela cijevi duljine 100 mm i promjera: vanjski - 40 mm, unutarnji - 25+ mm;
- dvije čelične šipke duljine 300 mm i promjera 25 mm (konačna veličina) sa slijepom rupom na jednom kraju s navojem M10;
- jedna čelična ploča širine 180 mm, visine 150 mm, debljine 8 mm s trokutastim udubljenjem u sredini na vrhu za izlaz slavine i dvije rupe na rubovima na dnu za vijke M10;
- dva čelična kuta 35 × 35 mm, duljine 150 mm s dvije rupe na rubovima za vijak M8;
- dva čelična kuta 35 × 35 mm, duljine 500 mm s krajevima zakošenim pod 45 °;
- iste duljine 400 mm;
- čelični lim dimenzija 500×400×3 mm;
- prekidač motora;
- stezna glava iz električne bušilice;
- hardver (vijci, matice, podloške na M8 i M10).
Oprema i alati
Za pripremu dijelova i sastavljanje stroja za narezivanje navoja trebat će nam:
- tokarilica;
- brusilica;
- škripac za klupu;
- Stroj za zavarivanje;
- ključevi;
- udarac i čekić;
- podmazivač s uljem za podmazivanje;
- tekućina za odmašćivanje površina;
- boja;
- pištolj za prskanje itd.
Postupak pripreme dijelova i sastavljanja stroja
Neki su dijelovi potpuno spremni za montažu, a na drugima je potreban dodatni rad.
1. Na brusilici konačno završavamo (uklanjamo neravnine, zaokružujemo i brusimo) sve rubove i površine ploča 150x120x20 mm, koje će obavljati glavnu funkciju napajanja u stroju, dajući dosljednost u veličini i potrebnu krutost sustava kao cijelo.

2. Stežemo bakrene čahure u steznu glavu tokarilice i podešavamo promjer provrta na veličinu koja jamči njihovo čvrsto prianjanje u za njih predviđene rupe.
3.Stolnim škripcem utisnemo čahure, pazeći da potpuno sjednu u za to predviđene rupe, sve dok ramena čahura ne nalegnu na površinu ploča.

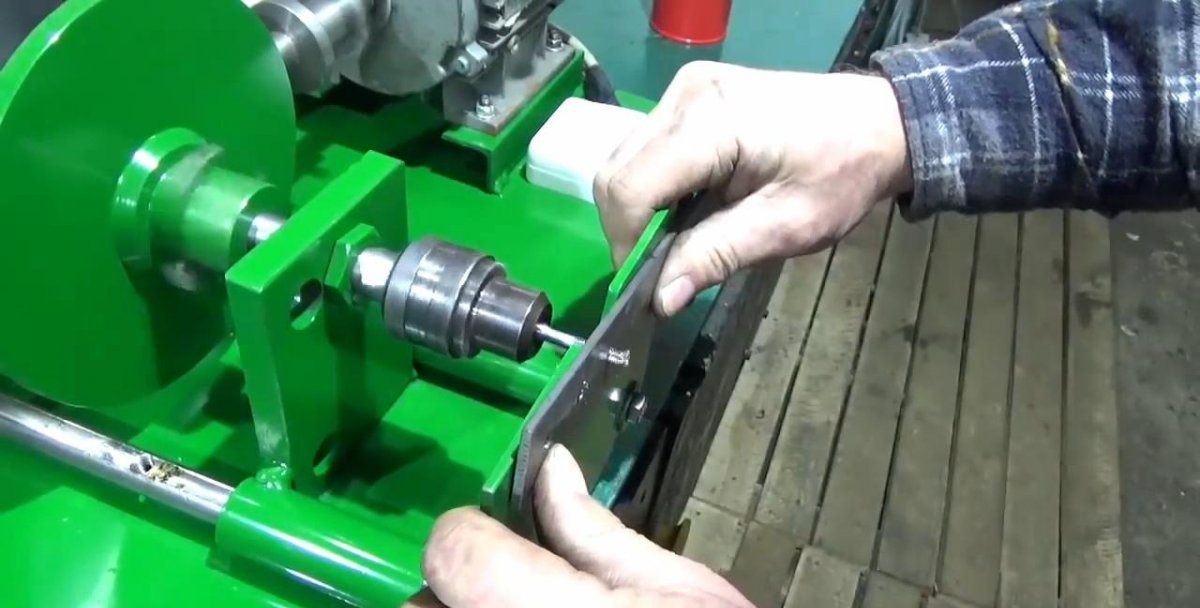
4. Ugradite obradak za glavnu os stroja na tokarski stroj. Kako biste osigurali minimalno radijalno odstupanje obratka tijekom tokarenja, uklonite stražnji nosač tokarilice i na njegovo mjesto privremeno postavite steznu glavu s bušilicom za centriranje i, uključivši stroj, napravite udubljenje na kraju obratka za stražnji nosač tokarskog stroja.

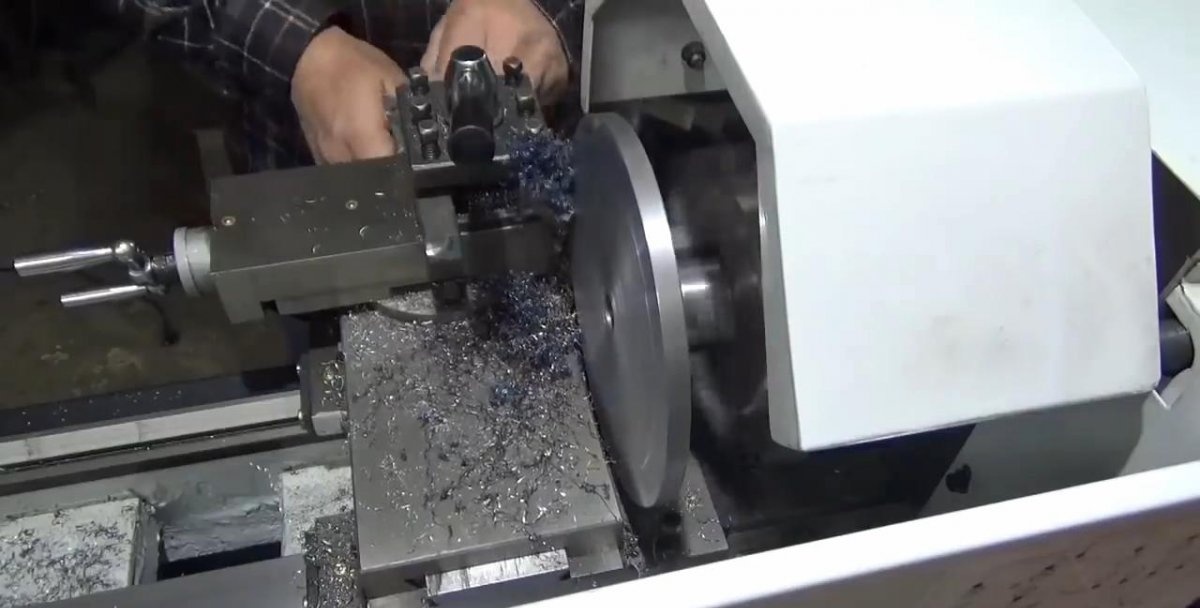
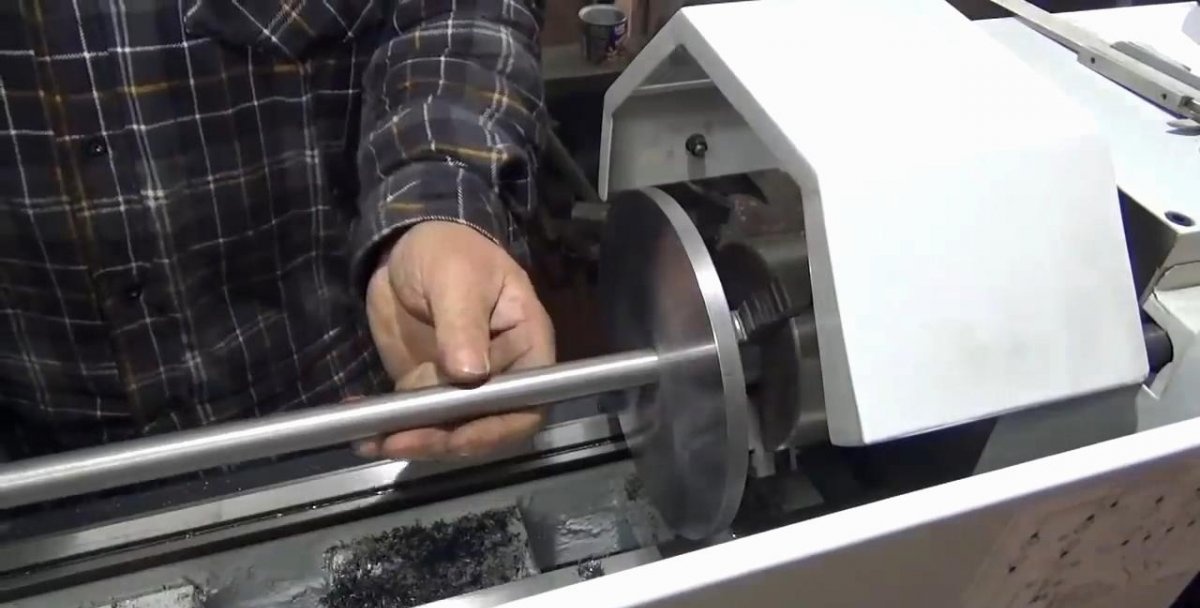
5. Izvršavamo vanjsko tokarenje izratka, kontrolirajući promjer čeljusti kako ne bi oslabili buduću glavnu os. Postigavši zadanu veličinu, provjeravamo slobodno klizanje osi duž čahure nosača snage stroja za narezivanje navoja. Ako nije dovoljno, uključite strug i izbrusite čahuru na osovinu.

6. Radni kraj osovine izbrusimo ispod sjedišta stezne čaure, odmastimo ga odgovarajućom tekućinom i učvrstimo steznu glavu.

7. Okretanjem na tokarskom stroju poravnavamo površine diskova koje će biti u interakciji s gumiranom pogonskom čahurom i postižemo potreban promjer rupe u glavčini. Točnost provjeravamo umetanjem osi i njezinim okretanjem, uz istovremeno aksijalno pomicanje. Ovi pokreti moraju se izvoditi bez zaglavljivanja ili zaglavljivanja.
8. Položimo kutove duž perimetra baze stroja, spojimo ih u kutove i zavarimo zajedno i na osnovni list.

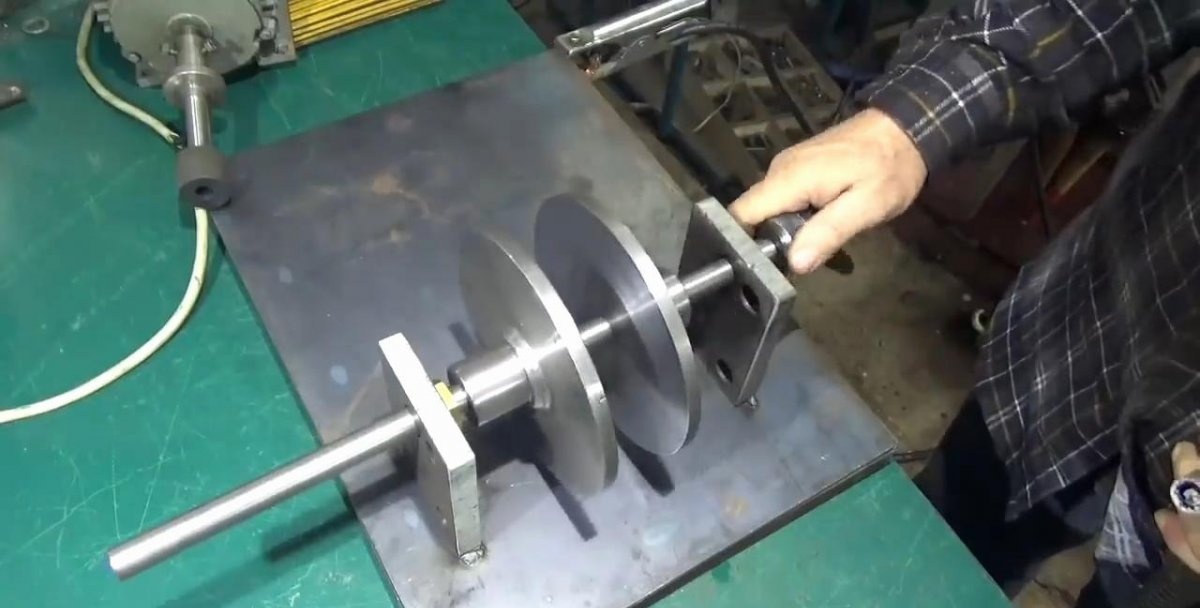
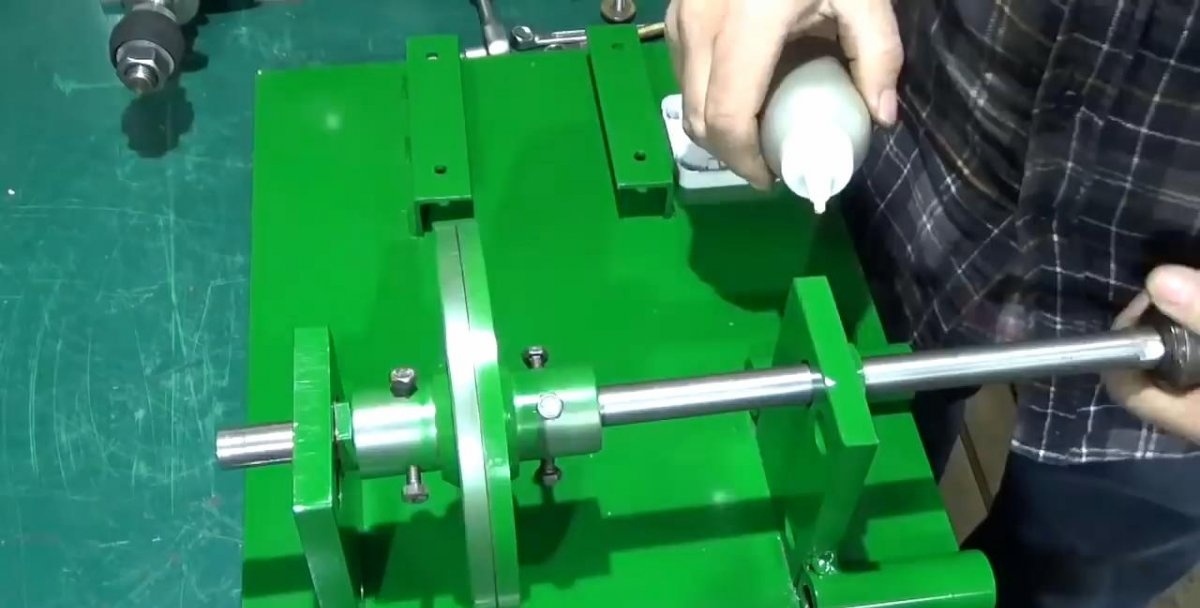
9. Na jednom rubu baze postavljamo glavnu osovinu s dva nosača, između kojih se nalaze dva pogonska diska za rad i prazan hod. Isprobamo vodilice s cijevima i elektromotor na čijem se osi nalazi tarna (gumirana) čahura.

10.Još jednom provjeravamo ispravnost i točnost rasporeda i pomoću stroja za zavarivanje zavarimo energetske nosače glavne osi na bazu stroja. Nakon toga još jednom provjeravamo slobodu rotacije osovine u nosačima i njezino kretanje naprijed-nazad.

11. Na vanjskim stranama prednjeg pogonskog nosača, na mjestima gdje se spaja s postoljem, u ravnini s njegovim prednjim rubom, zavarimo cilindrične vodilice po kojima će se pomicati vodilice.

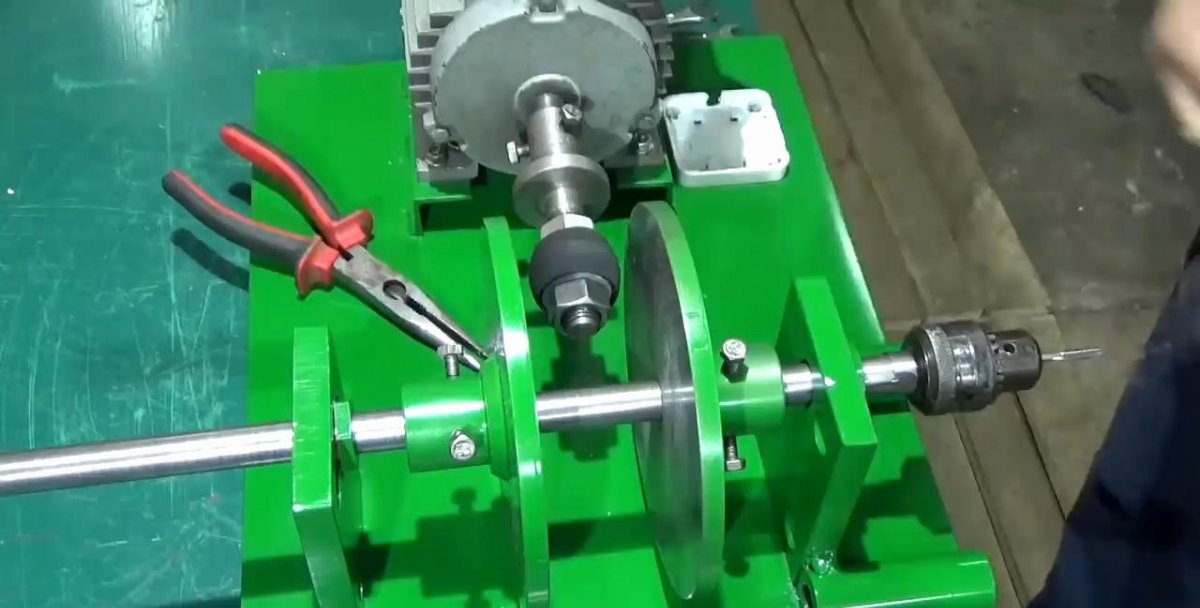
12. Označavamo police uglova za elektromotor, označavamo središnjim udarcem mjesta rupa za montažu motora i bušimo ih za M8 vijke. Instaliramo uglove s motorom pričvršćenim na njih, provjeravamo točnost ugradnje (okomitost osi motora na glavnu os stroja) i zavarivamo uglove na bazu.
13. Zatim ponovno rastavljamo izgled stroja i bojimo dijelove, isključujući one koji međusobno djeluju (osovina, čahure, vodilice, radne površine diskova itd.). Pustite da se boja osuši i prijeđite na završnu montažu stroja, podmazujući površine koje se trljaju strojnim uljem.
14. Fiksiramo elektromotor na provjerenom mjestu i ugradimo vodilice na mjesto. Na njihove prednje krajeve pričvrstimo ploču s utorom za slavinu. Zatežemo vijke koji pričvršćuju diskove na glavnu osovinu protiv uzdužnog pomaka, lagano ih pritiskajući na tarnu čahuru pogona.
15. Sastavite i zatvorite poklopac prekidača motora. Stroj za rezanje navoja je potpuno spreman za upotrebu.

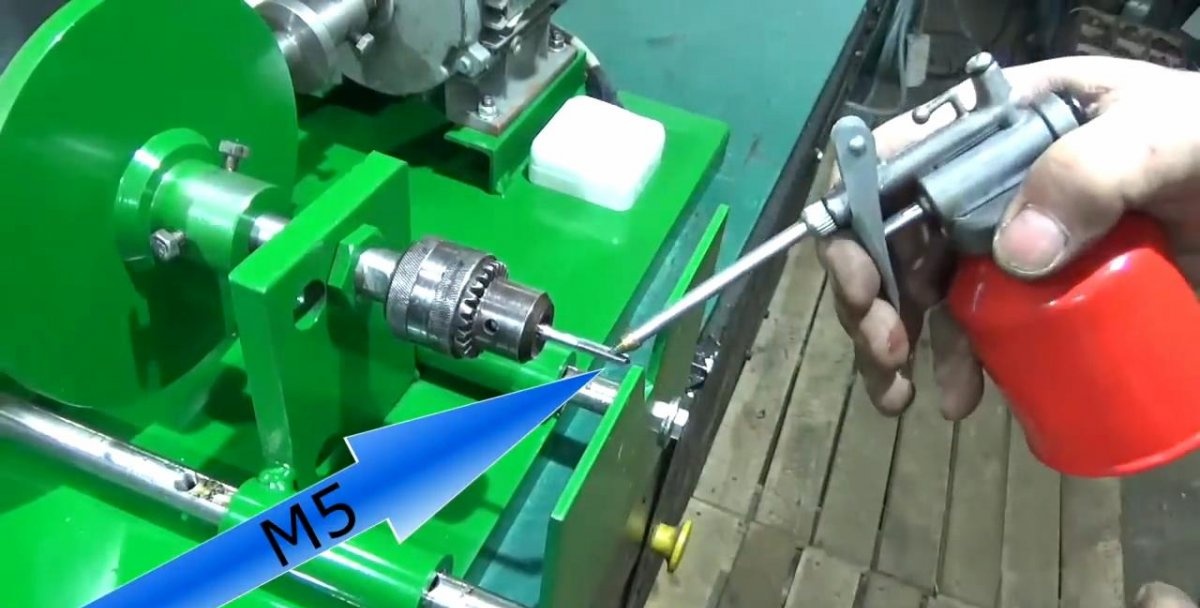
16. Provjeravamo njegovu izvedbu naizmjeničnim rezanjem navoja u rupama za M5, M6 i M8, prethodno podmazivanjem slavina. Pritiskom na noseću površinu dijelom u kojem je izbušen navoj, alat se okreće udesno i reže navoj.Prilikom povlačenja dijela s navojem, slavina se počinje okretati ulijevo i odvaja se s navojem koji nastaje.


Pogledajte detaljan video
Pogledajte detaljne video upute o tome kako napraviti stroj za rezanje navoja vlastitim rukama.
Slične majstorske tečajeve






Posebno zanimljivo






Komentari (0)
