Kako smotati cijev i napraviti prekrasan vrh pomoću struga
Na tokarilicama, osim obrade uglavnom metalnih izradaka, mogu se izvoditi i mnoge druge operacije, posebice postupak zavarivanja čeonim trenjem ili valjanja cijevi termomehaničkim postupkom.
Kako napraviti prekrasan vrh pomoću struga
U oba ova slučaja koristi se odavno poznati proces pretvaranja kinetičke ili pokretačke energije u toplinski oblik. Sastoji se u činjenici da kada se metalni obradaci ili dijelovi trljaju jedni o druge, njihova temperatura raste i može najprije doći do točke plastičnog omekšavanja, a zatim čak i do tališta.

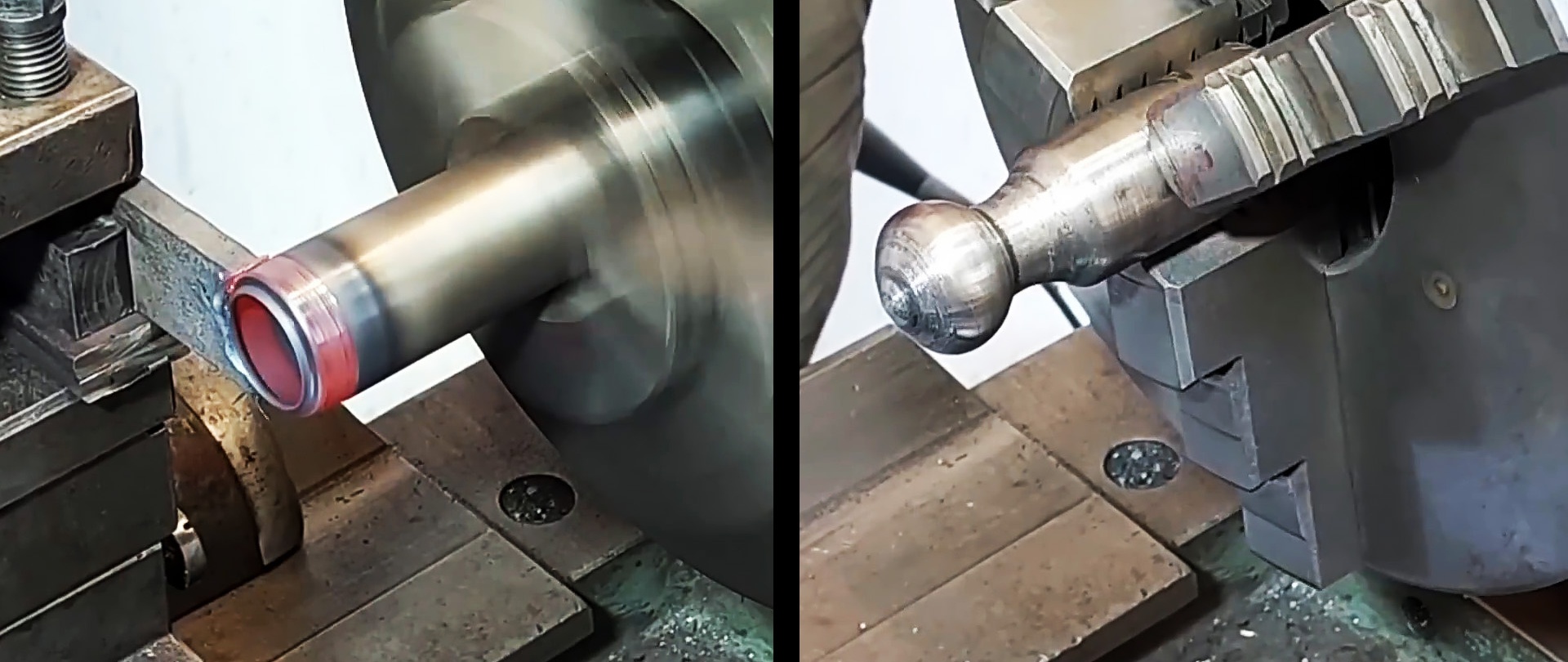
Pokušajmo upotrijebiti ovu tehniku za proces valjanja okrugle cijevi. Da bismo to učinili, u držač alata, umjesto konvencionalnog rezača, pričvrstimo krutu ploču izrađenu od čelika otpornog na toplinu s polucilindričnim udubljenjem na radnom kraju, čiji promjer mora odgovarati vanjskom promjeru okruglog alata. cijevi koju ćemo podvrgnuti procesu valjanja.
Kako se kraj okrugle cijevi ne bi počeo deformirati pod termomehaničkim utjecajem, prije nego što je stegnemo u steznu glavu tokarilice, u nju stavimo naglavnu maticu ili nešto slično odgovarajućeg promjera.
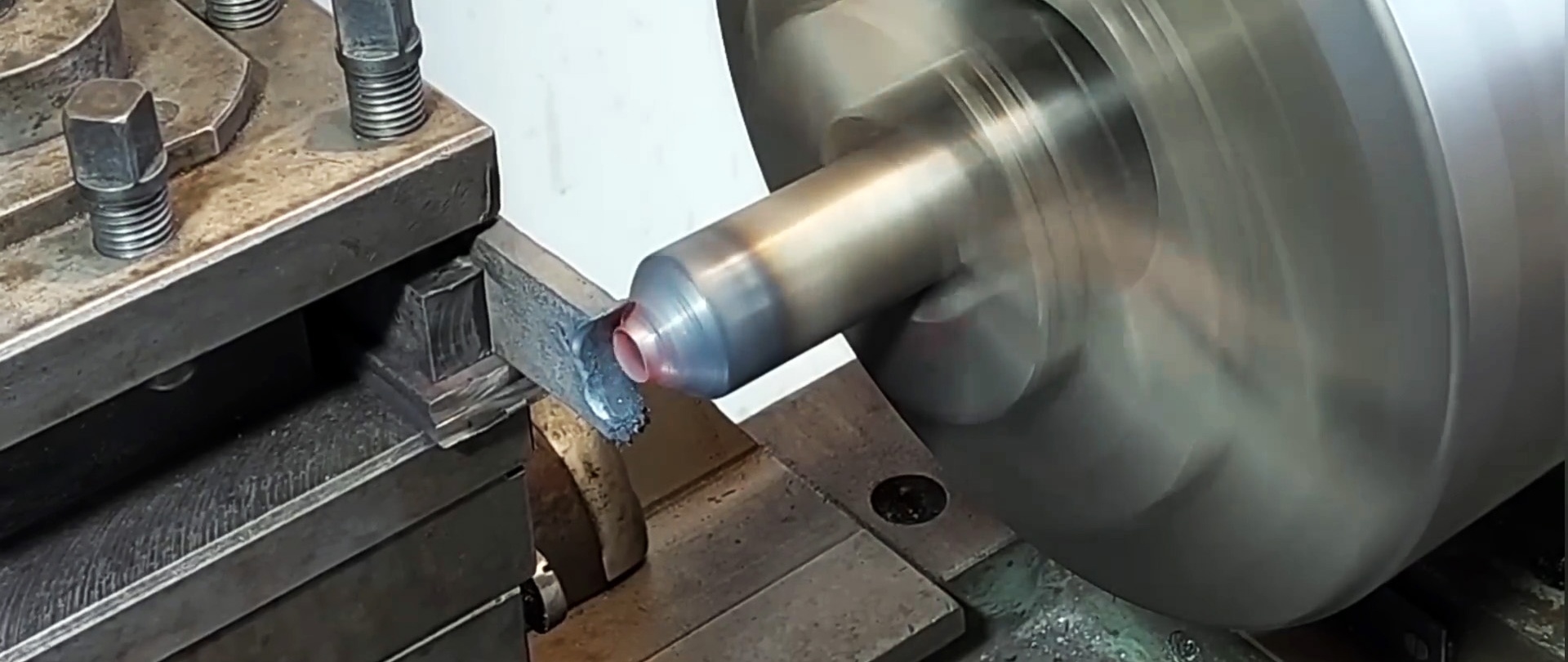
Dovedemo udubljenje na radnom kraju ploče otporne na toplinu na okruglu cijev i uključimo poprečni dovod. Nakon kratkog vremena metal cijevi će se početi intenzivno zagrijavati i pocrvenjeti. U tom slučaju dolazi do prilično značajnog omekšavanja metala cijevi.
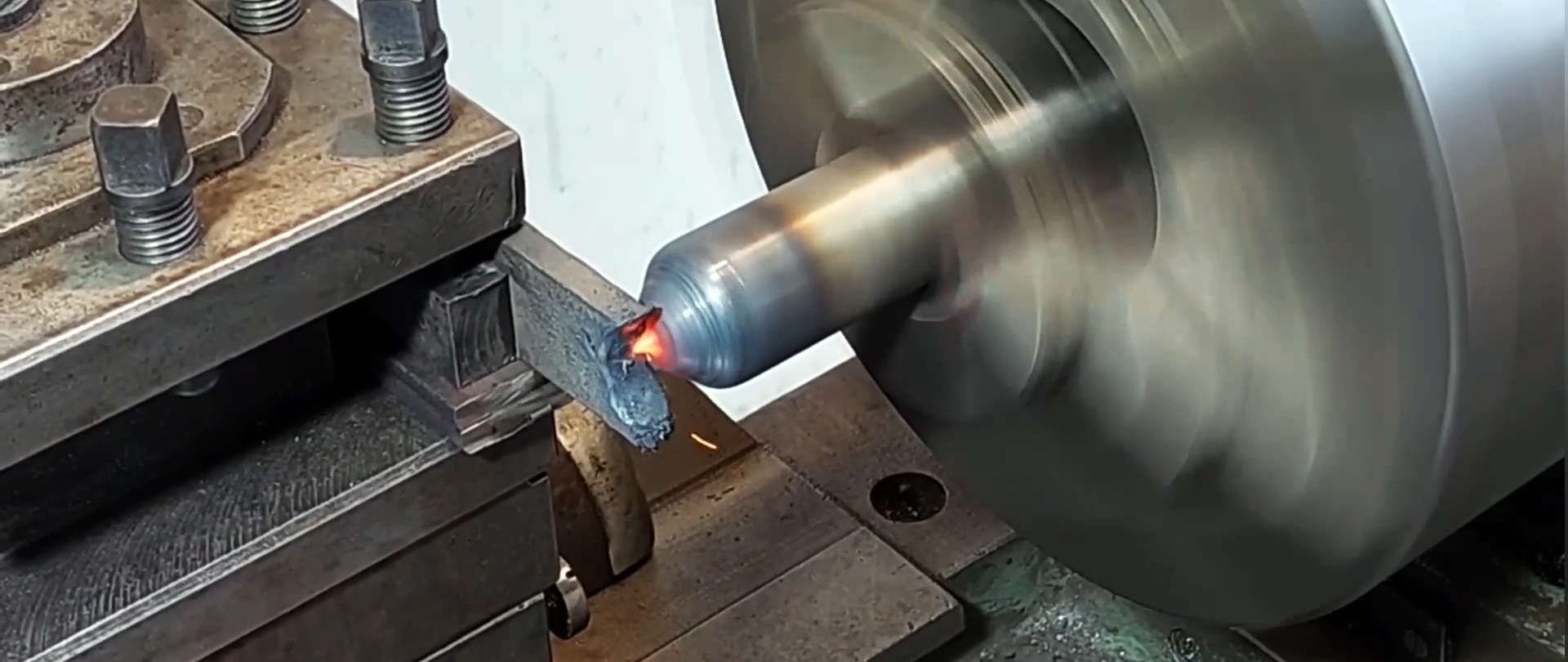
Kombinacijom poprečnog i uzdužnog posmaka čeljusti dobivamo ravni konus na kraju cijevi koji postupno pretvaramo u gotovo polukuglu. Potom udubljenje ploče postojane na toplinu prislonimo na dio cijevi iza čeone glave i također podešavanjem poprečnog i uzdužnog posmaka zagrijavamo metal do usijanja i formiramo najprije stožac, a potom gotovo hemisfera.
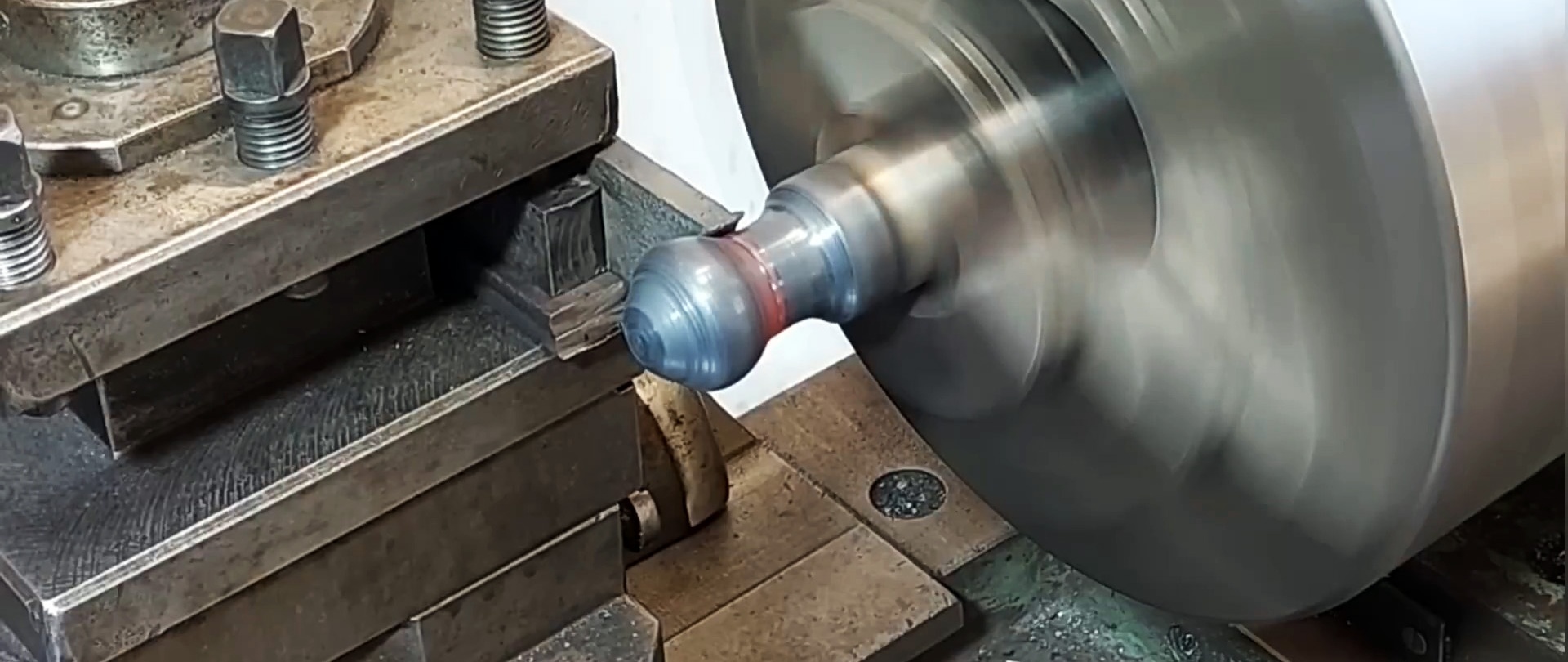
Nadalje, nastavljajući termički i mehanički utjecati na rezultirajući profil, postižemo idealno mogući sferoidni oblik. Pustite da se metal ohladi, malo ga otpustite i ponovno postavite cijev s grubo oblikovanim sferoidnim krajem.

Ručnom turpijom uklanjamo najuočljivije tragove, neravnine i neravnine. Zatim počinjemo brusiti brusnim papirom sve manje granulacije, prvo pri niskim brzinama, a završavamo brušenjem površine pri najvećoj brzini.














