Hogyan készítsünk golyós vágót saját kezűleg
Az iparilag előállított golyós vágószerszámok ritkán találhatók a piacon, és általában arra szolgálnak, hogy egy adott alkatrészen egy adott műveletet hajtsanak végre. Általában nem lehet őket más termékek feldolgozására használni. És nem olcsók a gyártásukba kerülő kiváló minőségű acélnak, a bonyolult feldolgozási technológiának, a bonyolult edzési eljárásoknak és a kis gyártási tételeknek köszönhetően.

Mindezek a tényezők arra késztetik a kézműveseket, hogy amikor szükség van egy ilyen hangszerre, önálló elkészítési módot keressenek. Különösen gyakran van rájuk szükségük azoknak, akik autókat, motorkerékpárokat és egyéb járműveket javítanak.
Egyszerű golyósmalmok használatával például a motor hengerfejeiben lévő csatornák kifúródnak javításuk során. Gyakorlatilag csak ők képesek magas minőségben és precízen feldolgozni az íves csatornákat. Semmilyen más típusú vágó nem alkalmas ilyen munkára. Hagyományos elektromos fúrót használhat házi készítésű golyósvágó meghajtásaként.
Golyós vágó (kúpvágó, sorjavágó) megfelelő átmérőjű golyóból golyóscsapágyból, vagy autó kormányzására, felfüggesztésére szolgáló gömbcsuklóból készíthető. Ezeknek az alkatrészeknek a készítéséhez kemény acélokat használnak, így az ezekből készült marók jó vágási tulajdonságokkal rendelkeznek.
Nyersdarabnak válasszunk egy 33 mm átmérőjű csapágyból egy golyót. Mire lehet szükségünk egy hengeres vágógép elkészítéséhez?
Minimális eszközzel boldogulsz:
A szükséges anyagok készlete, figyelembe véve a saját készítésű sorjavágó funkcionalitását, szintén rövid.
Szükségünk lesz:
Természetesen, ha követi a szerszám edzett fémből történő előállításának minden technológiai kánonját, akkor először meg kell temperálni a későbbi megmunkálás megkönnyítése érdekében. De ehhez kell egy tokos kemence, ami nálunk nincs. Emiatt kicsit több időre, erőfeszítésre és kopásra lesz szükségünk a vágó- és esztergatárcsákon, ami nem túl nehéz, hiszen csak egy golyós vágót készítünk.
Még egyszer mérje meg tolómérővel a kiválasztott golyó átmérőjét, és győződjön meg arról, hogy 0,5 mm-es fémréteget kell eltávolítania a felületéről. Végül is szükségünk van egy 32 mm átmérőjű vágóra.

A tüskét úgy lehetett elkészíteni, hogy a golyóba zsáklyukat fúrnak, majd befűzik.De ezt nem lesz olyan egyszerű megtenni, mivel ebben az esetben feltétlenül el kell engednie a munkadarab fémét, rendelkeznie kell egy speciális eszközzel a golyó megtartásához a feldolgozás során, és természetesen egy fúrógéppel, amely nem áll rendelkezésre.

Ezért egy hegesztett anyával és a vasalat menetébe csavart tüskével számolunk. Ehhez rögzítse a golyót egy satuba, és hegesztőgéppel rögzítse az anyát a munkadarabhoz. A hegesztés befejeztével gyorsan hűtse le a kapott kötést vízben, hogy megakadályozza a golyó fémének kioldódását.


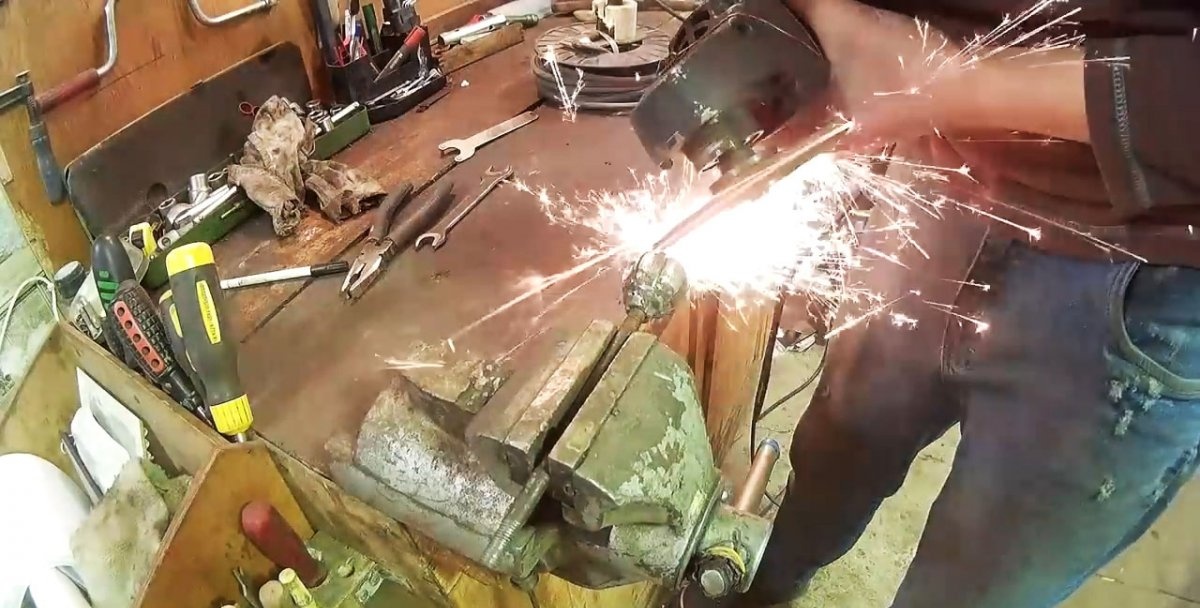
Biztonságosan becsavarjuk a tüskét az anyába, és rögzítjük egy elektromos fúró vagy csiszoló orsójába, amelyet viszont bilincsekkel vagy satuval biztonságosan rögzíteni kell. Minden készen áll, hogy a labda átmérőjét a kívánt méretre állítsa.

Ehhez megforgatjuk az orsót a rögzített munkadarabbal, és megkezdjük a fém eltávolítását egy esztergatárcsa és egy csiszoló segítségével, folyamatosan figyelve a megmunkált golyó átmérőjét egy tolómérővel.

Miután megkaptuk a kívánt keresztirányú méretet (32 mm), leállítjuk a feldolgozást.
Most minden készen áll a vágófogak kialakítására. A munkadarabot a szárral rögzítjük egy fém satuban, és egy vágókoronggal ellátott csiszolóval elkezdjük elkészíteni a hosszirányú hornyokat, amelyek szükségesek a vágóélek megszerzéséhez.

Felmerül a kérdés: hány barázdát csináljak? A válasz egyértelmű: minél keményebb a feldolgozott anyag, annál többnek kell lennie. Mivel duralumíniumból készült motorkerékpár hengerblokkot fogunk restaurálni, elég 10 hornyot készíteni, hogy 9 vágóélt kapjunk.
Esztergatárcsa segítségével eltávolítjuk a felesleges fémet, hogy a fogak trapézprofilját kapjuk, amely a szerszám forgási irányába van irányítva.Ez a művelet a legösszetettebb és legfontosabb, ezért minden odafigyeléssel és pontossággal kell végrehajtani. Ezek után feltételezhetjük, hogy a vágó teljesen készen áll a tervezett munkára.

Már csak egy Ural motorkerékpár hengertömbjén vagy más ugyanolyan furatméretű motoron kell kipróbálni. Működés közben a vágót rendszeresen meg kell kenni olajjal. Annak érdekében, hogy a folyamat intenzívebben és a meghajtón végzett felesleges erőfeszítések nélkül haladjon.

 Az egyetlen dolog, amelyre figyelmeztetni szeretném, az a szelepülés feldolgozási területe, amely acélból készült. Amikor közeledik hozzá, csökkentse az előtolást és tartsa szorosan a szerszámot, hogy ne törjön ki a kezéből, ami sérülést vagy a munkadarab károsodását okozhatja.
Az egyetlen dolog, amelyre figyelmeztetni szeretném, az a szelepülés feldolgozási területe, amely acélból készült. Amikor közeledik hozzá, csökkentse az előtolást és tartsa szorosan a szerszámot, hogy ne törjön ki a kezéből, ami sérülést vagy a munkadarab károsodását okozhatja.

Golyóvágóval végzett munka során védőszemüveggel kell védenie a szemét, és viselnie kell kesztyűt a kezén. Természetesen a darálónak védőburkolattal kell rendelkeznie. A helyzet az, hogy a lágy fémek feldolgozásakor a forgácsok különböző méretűek, amelyek hajlamosak minden irányba és nagy távolságokra repülni.
Ami a szerszámot illeti, előnyösebb, ha a vágóéleket nem a forgástengelyhez képest hosszirányban, hanem szögben helyezzük el. Ekkor a vágó lágyabban, hatékonyabban fog működni, és csökken az illetéktelen megcsavarodás veszélye.
A szerszám tangenciális kifutásának kiküszöbölése érdekében jövedelmezőbb vágót készíteni egy autó kormánygömbcsuklójából. Ekkor nem kell tüskét készíteni, mert az már létezik, és tökéletesen középre van állítva a labdához képest.

Mindezek a tényezők arra késztetik a kézműveseket, hogy amikor szükség van egy ilyen hangszerre, önálló elkészítési módot keressenek. Különösen gyakran van rájuk szükségük azoknak, akik autókat, motorkerékpárokat és egyéb járműveket javítanak.
Egyszerű golyósmalmok használatával például a motor hengerfejeiben lévő csatornák kifúródnak javításuk során. Gyakorlatilag csak ők képesek magas minőségben és precízen feldolgozni az íves csatornákat. Semmilyen más típusú vágó nem alkalmas ilyen munkára. Hagyományos elektromos fúrót használhat házi készítésű golyósvágó meghajtásaként.
Golyós vágó (kúpvágó, sorjavágó) megfelelő átmérőjű golyóból golyóscsapágyból, vagy autó kormányzására, felfüggesztésére szolgáló gömbcsuklóból készíthető. Ezeknek az alkatrészeknek a készítéséhez kemény acélokat használnak, így az ezekből készült marók jó vágási tulajdonságokkal rendelkeznek.
Nyersdarabnak válasszunk egy 33 mm átmérőjű csapágyból egy golyót. Mire lehet szükségünk egy hengeres vágógép elkészítéséhez?
Eszközök és anyagok
Minimális eszközzel boldogulsz:
- Daráló vágó- és esztergatárcsával.
- Hegesztőgép.
- Satu fémhez.
- Tolómérő és marker.
A szükséges anyagok készlete, figyelembe véve a saját készítésű sorjavágó funkcionalitását, szintén rövid.
Szükségünk lesz:
- A golyó átmérője 33 mm.
- Csavar.
- Egyik végén menetes tüske.
- Motorkerékpár hengerblokk.
A görgős vágó készítésének folyamata
Természetesen, ha követi a szerszám edzett fémből történő előállításának minden technológiai kánonját, akkor először meg kell temperálni a későbbi megmunkálás megkönnyítése érdekében. De ehhez kell egy tokos kemence, ami nálunk nincs. Emiatt kicsit több időre, erőfeszítésre és kopásra lesz szükségünk a vágó- és esztergatárcsákon, ami nem túl nehéz, hiszen csak egy golyós vágót készítünk.
Még egyszer mérje meg tolómérővel a kiválasztott golyó átmérőjét, és győződjön meg arról, hogy 0,5 mm-es fémréteget kell eltávolítania a felületéről. Végül is szükségünk van egy 32 mm átmérőjű vágóra.

A tüskét úgy lehetett elkészíteni, hogy a golyóba zsáklyukat fúrnak, majd befűzik.De ezt nem lesz olyan egyszerű megtenni, mivel ebben az esetben feltétlenül el kell engednie a munkadarab fémét, rendelkeznie kell egy speciális eszközzel a golyó megtartásához a feldolgozás során, és természetesen egy fúrógéppel, amely nem áll rendelkezésre.

Ezért egy hegesztett anyával és a vasalat menetébe csavart tüskével számolunk. Ehhez rögzítse a golyót egy satuba, és hegesztőgéppel rögzítse az anyát a munkadarabhoz. A hegesztés befejeztével gyorsan hűtse le a kapott kötést vízben, hogy megakadályozza a golyó fémének kioldódását.


Biztonságosan becsavarjuk a tüskét az anyába, és rögzítjük egy elektromos fúró vagy csiszoló orsójába, amelyet viszont bilincsekkel vagy satuval biztonságosan rögzíteni kell. Minden készen áll, hogy a labda átmérőjét a kívánt méretre állítsa.

Ehhez megforgatjuk az orsót a rögzített munkadarabbal, és megkezdjük a fém eltávolítását egy esztergatárcsa és egy csiszoló segítségével, folyamatosan figyelve a megmunkált golyó átmérőjét egy tolómérővel.

Miután megkaptuk a kívánt keresztirányú méretet (32 mm), leállítjuk a feldolgozást.
Most minden készen áll a vágófogak kialakítására. A munkadarabot a szárral rögzítjük egy fém satuban, és egy vágókoronggal ellátott csiszolóval elkezdjük elkészíteni a hosszirányú hornyokat, amelyek szükségesek a vágóélek megszerzéséhez.

Felmerül a kérdés: hány barázdát csináljak? A válasz egyértelmű: minél keményebb a feldolgozott anyag, annál többnek kell lennie. Mivel duralumíniumból készült motorkerékpár hengerblokkot fogunk restaurálni, elég 10 hornyot készíteni, hogy 9 vágóélt kapjunk.
Esztergatárcsa segítségével eltávolítjuk a felesleges fémet, hogy a fogak trapézprofilját kapjuk, amely a szerszám forgási irányába van irányítva.Ez a művelet a legösszetettebb és legfontosabb, ezért minden odafigyeléssel és pontossággal kell végrehajtani. Ezek után feltételezhetjük, hogy a vágó teljesen készen áll a tervezett munkára.
Már csak egy Ural motorkerékpár hengertömbjén vagy más ugyanolyan furatméretű motoron kell kipróbálni. Működés közben a vágót rendszeresen meg kell kenni olajjal. Annak érdekében, hogy a folyamat intenzívebben és a meghajtón végzett felesleges erőfeszítések nélkül haladjon.



Figyelmeztetések és megjegyzések
Golyóvágóval végzett munka során védőszemüveggel kell védenie a szemét, és viselnie kell kesztyűt a kezén. Természetesen a darálónak védőburkolattal kell rendelkeznie. A helyzet az, hogy a lágy fémek feldolgozásakor a forgácsok különböző méretűek, amelyek hajlamosak minden irányba és nagy távolságokra repülni.
Ami a szerszámot illeti, előnyösebb, ha a vágóéleket nem a forgástengelyhez képest hosszirányban, hanem szögben helyezzük el. Ekkor a vágó lágyabban, hatékonyabban fog működni, és csökken az illetéktelen megcsavarodás veszélye.
A szerszám tangenciális kifutásának kiküszöbölése érdekében jövedelmezőbb vágót készíteni egy autó kormánygömbcsuklójából. Ekkor nem kell tüskét készíteni, mert az már létezik, és tökéletesen középre van állítva a labdához képest.
Nézd meg a videót
Hasonló mesterkurzusok





Különösen érdekes






Megjegyzések (0)
