Hogyan lehet megjavítani a fogaskerék törött fogát

A korábbi gyártási évek mechanizmusaiban (szerszámgépek, hajtóművek, hajtások) gyakran szürkeöntvényből készültek a fogaskerekek és fogaskerekek, amelyek kis és közepes terhelés mellett sem voltak rosszabbak acél társaikénál, és a vasöntési folyamat is egyszerűbb volt. és olcsóbb, mint az acél.
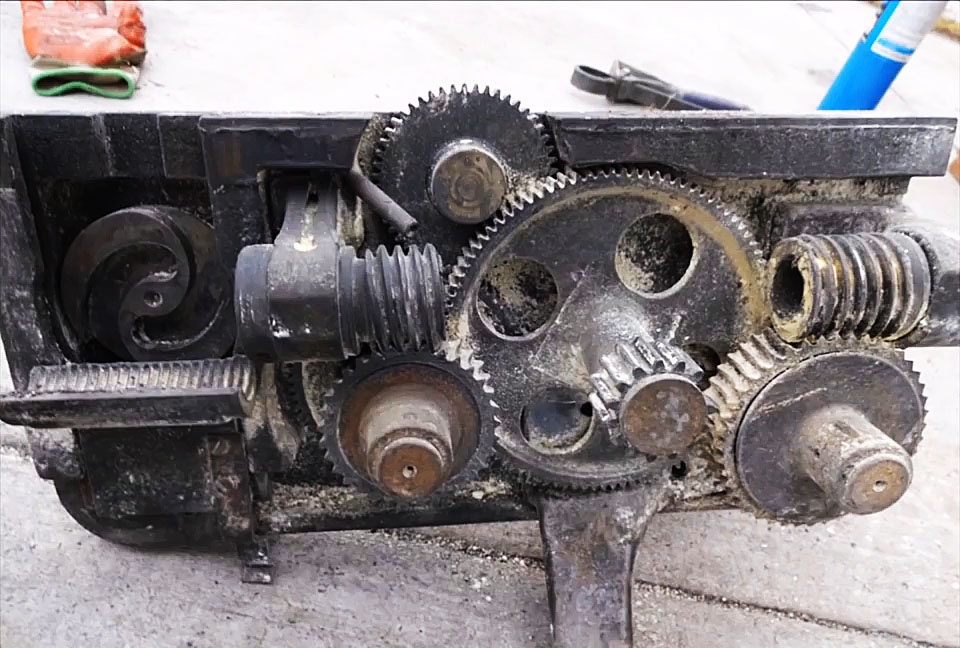
Az öntöttvas azonban törékeny, és a fogaskerekekben és a fogaskerekekben a terhelés éles változásával vagy növekedésével a fogak eltörtek, és az egész mechanizmus meghibásodott. Természetesen jobb lenne egy fogaskereket vagy fogaskereket, ahol hiányzik a fog, egy új termékkel pótolni, ami nem mindig lehetséges. Ezután már csak az marad, hogy megpróbáljuk más módon helyreállítani a fogat.

Az egyik lehetőség a törött fog helyének mechanikai előkészítésével, szilárdsági és egyéb jellemzőinek megfelelő anyag burkolatával, valamint a burkolat feldolgozása a pontos geometriájú új fog beszerzéséig.
A szükséges felszerelések, eszközök és anyagok
A munkához szükségünk van:
- köszörű és mini fúró (fúró);
- oxi-acetilén hegesztőpisztoly;
- atkák;
- verőgép (mérőfej);
- esztergapad;
- csiszolópapír;
- egy tengely anyával és cső alakú ütközővel a hajtómű és a fogaskerék egység számára;
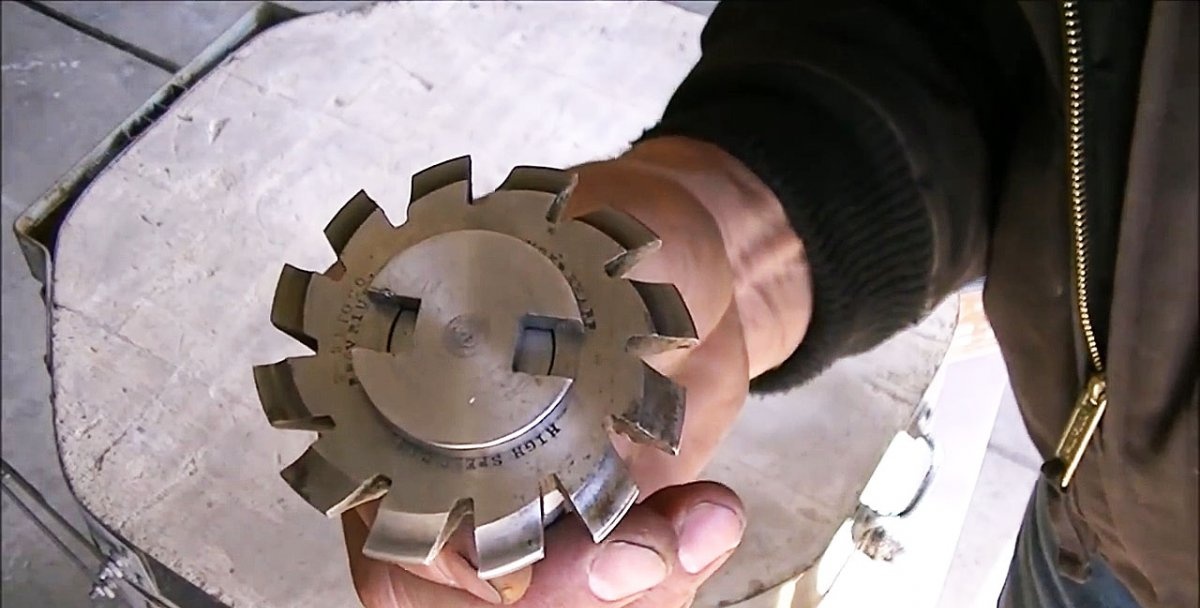
- vágó a fogak közötti üreg profiljának kialakításához;
- vágótengely kulcsrakész markolattal;
- marógép osztófejjel;
- mérőműszer (tolómérő, mikrométer) stb.
A két szomszédos ép fog közötti rés kitöltéséhez a törött foghoz képest a következőkre van szükségünk:
- szilikon (szilikon) bronz rúd;
- folyasztószer (fő rész: bórax kis magnézium-keverékkel);
- Üvegszálas hegesztőtakaró;
- rongyok, szalvéták stb.
A törött fog helyreállításának folyamata
Három szakaszból áll:
- Hely előkészítése és két szomszédos ép fog közötti rés kitöltése (tömítése) a hiányzóhoz képest.
- Fogaskerekes maró tartó és tengely gyártása a hajtómű és a hajtómű gépen történő rögzítésére a feldolgozás során.
- Fogprofil kialakítása úgy, hogy a lerakódott anyagot speciális maróval mindkét oldalról eltávolítjuk.
A forrasztási terület előkészítése

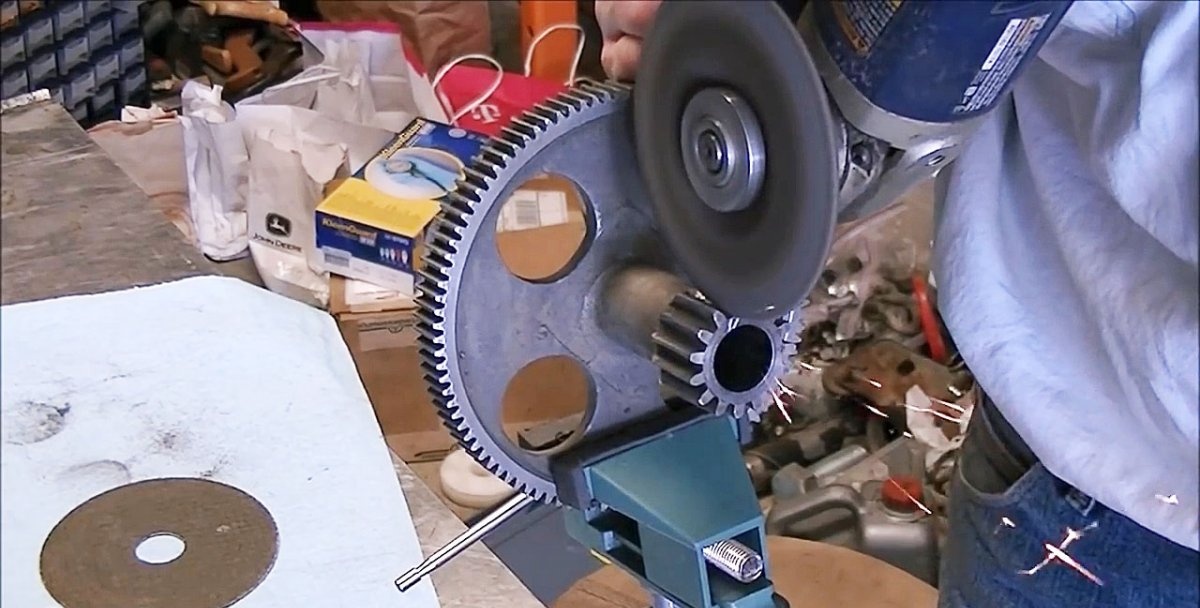
Mivel a szürkeöntvényt nehéz mechanikusan megmunkálni, ezt minifúróval szinte lehetetlen megtenni. A törött fogat jobb és gyorsabb köszörűvel csiszolni.
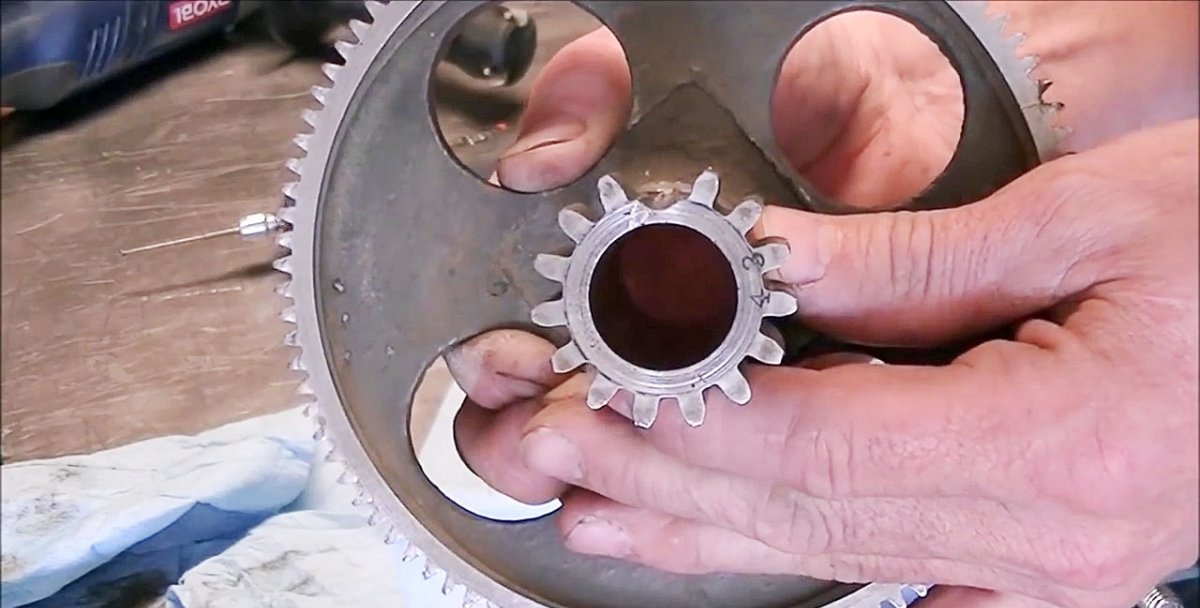
A végén fúróval érdesítheti az alapot. Ez erősebb kapcsolatot biztosít a hegesztett anyag és az öntöttvas között.


Termikus forrasztási eljárás
A forrasztási terület és a hajtómű szomszédos részeinek alapos és egyenletes melegítésével kezdődik, gáz-acetilén égővel. Ellenkező esetben megnő a repedések kialakulásának valószínűsége az öntöttvas részben.
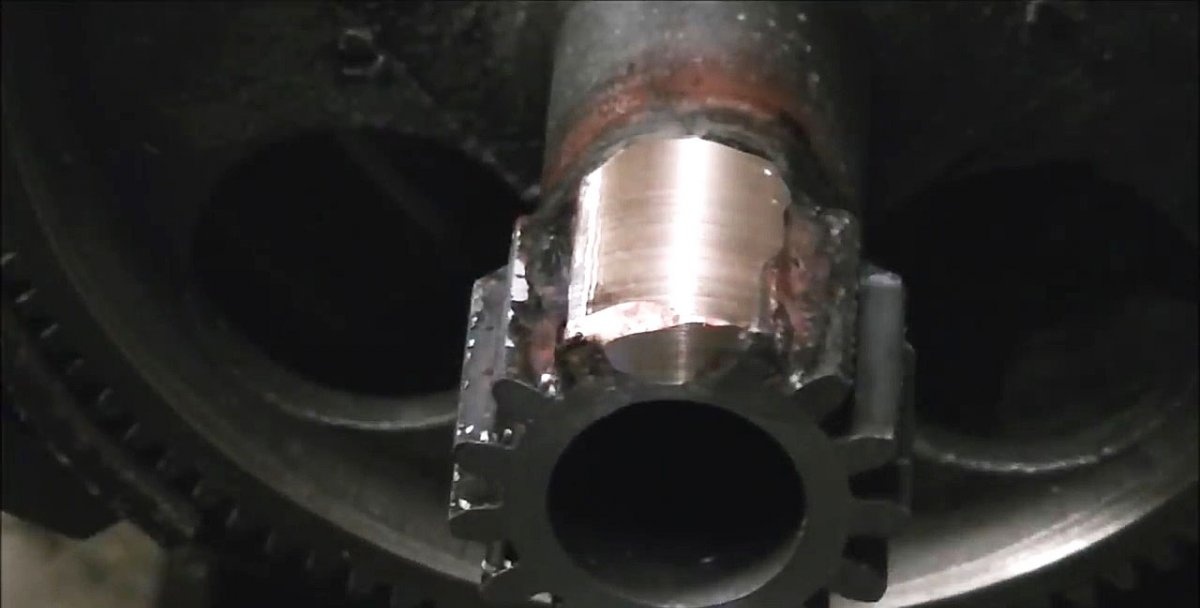
Ezután a forrasztási területet és az enyhén szilikonos (szilikonos) bronzrudat vörösre hevítik, amelyet hevítés után fluxusos tartályba engednek, amely főként bóraxból áll, kis mennyiségű magnézium hozzáadásával.
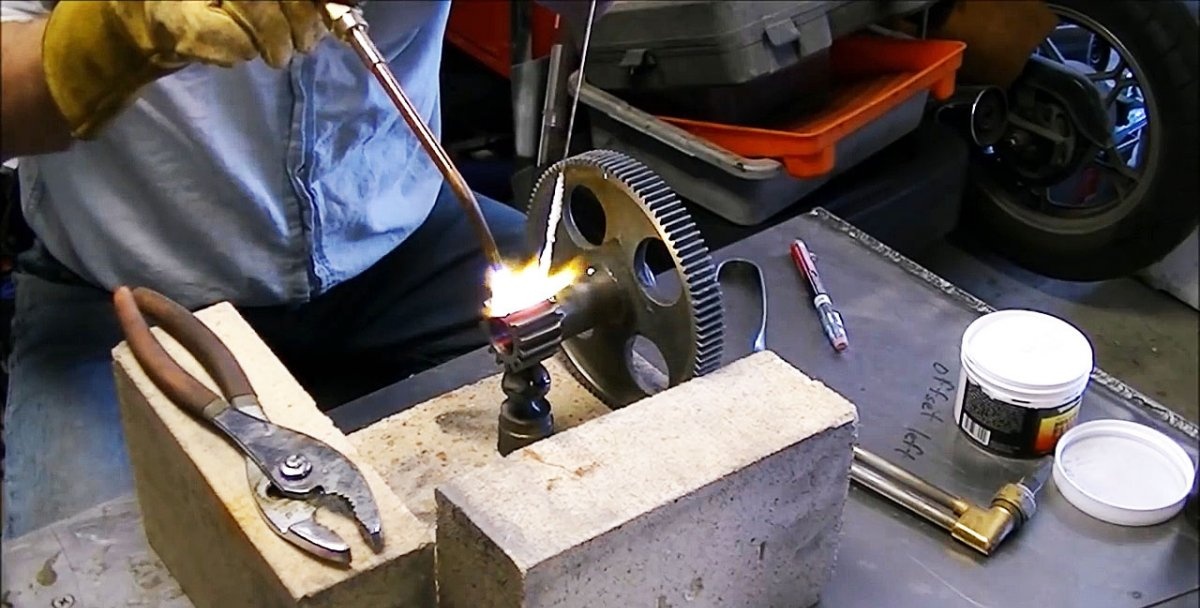
Ezután egy folyasztószerrel bevont szilikon bronz rudat helyezünk az üregre, és acetilén fáklya lángjával megolvasztjuk. Ez a művelet addig folytatódik, amíg a szilícium-bronz forrasztóanyag ki nem tölti a szomszédos ép fogak közötti üreget.
Ennek a szakasznak a végén, hogy a forrasztás ne repedjen meg a gyors lehűlés miatt, a helyreállítandó alkatrészt üvegszálas hegesztőtakaróval takarjuk le, és hagyjuk, amíg a szükséges ideig lassan kihűl.

Forrasztott hajtóművég megmunkálási folyamata
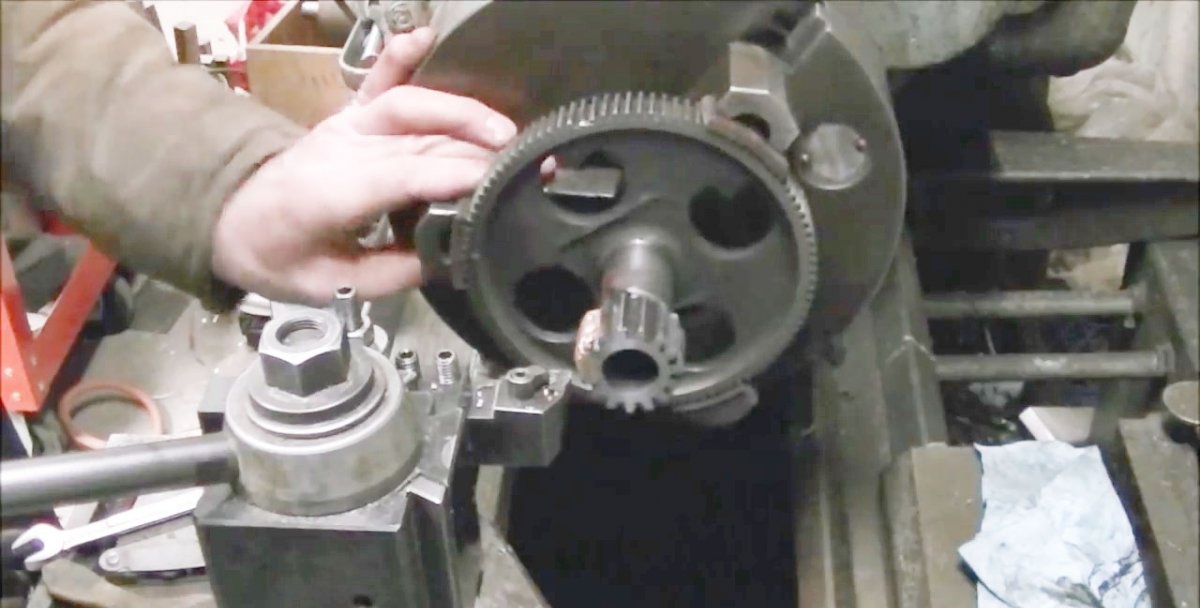
Befogjuk a fogaskereket az eszterga tokmányába, és mérőfej segítségével beállítjuk a blokkot a minimálisan megengedett kifutásra, szükség esetén kalapáccsal megütögetve a fogaskereket az egyik vagy a másik oldalon.
Ezután marók segítségével eltávolítjuk a fogaskerék végein túlnyúló forrasztógyöngyöket. Az esztergálás végén a megmunkálási területeket csiszolópapírral csiszoljuk.


A blokk és a vágó előkészítése a munkához

A fogaskereket és a fogaskerekes blokkot esztergára helyezzük egy előre elkészített tengelyre az anya és a hengeres ütköző meghúzásával.

A vágó tartójának elkészítéséhez egy bizonyos hosszúságú acélrudat veszünk, amelynek átmérője valamivel nagyobb, mint a szerszám rögzítőnyílása. Befogjuk az eszterga tokmányba és először központosító fúróval fúrunk egy kis lyukat az egyik végéből, amit aztán csavarfúróval bővítünk a szükséges méretre.
Ezután rögzítjük a csapot a gép farokrészében, és helyezzük be a rúd végén lévő lyukba.Visszamozgatjuk a fejszárat, és kézzel elvágjuk a menetet, a csapot hajtókarral forgatva. A kapott menetbe csavarozunk egy lapos hengeres fejjel és két szimmetrikusan elhelyezkedő téglalap alakú kivágással ellátott csavart a rúd közepéhez képest a speciális kulccsal való megfogáshoz.

Ezután a rudat a másik oldalon lezárjuk, és a marógép orsójának átmérőjéhez igazodó hosszúságúra csiszoljuk. Az esztergálást az átmérő időszakos ellenőrzésével végezzük, hogy ne lazuljon meg a méret. A végén csiszolópapír szalaggal lecsiszoljuk az elfordulási területet, és ronggyal áttöröljük.
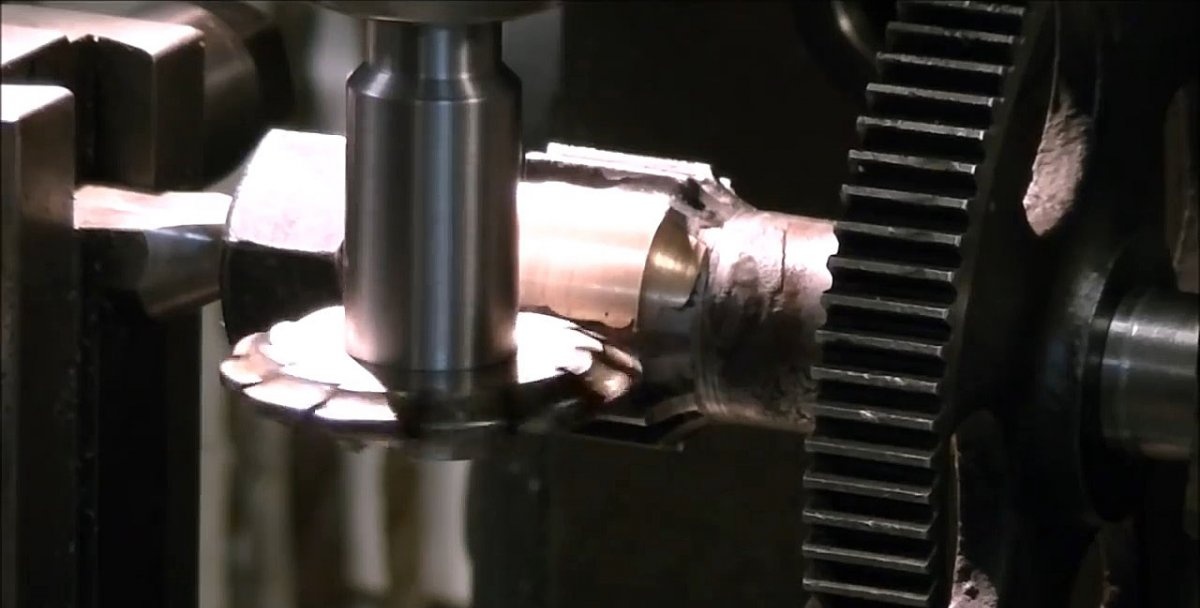
Fogprofil kialakítása
A marógép orsójába rögzítjük a marótartót, és a rudat a maró furatának méretére köszörüljük, időnként mikrométerrel megmérve az átmérőt. A végén csiszoljuk le a hornyot csiszolópapírral és töröljük át egy ronggyal.
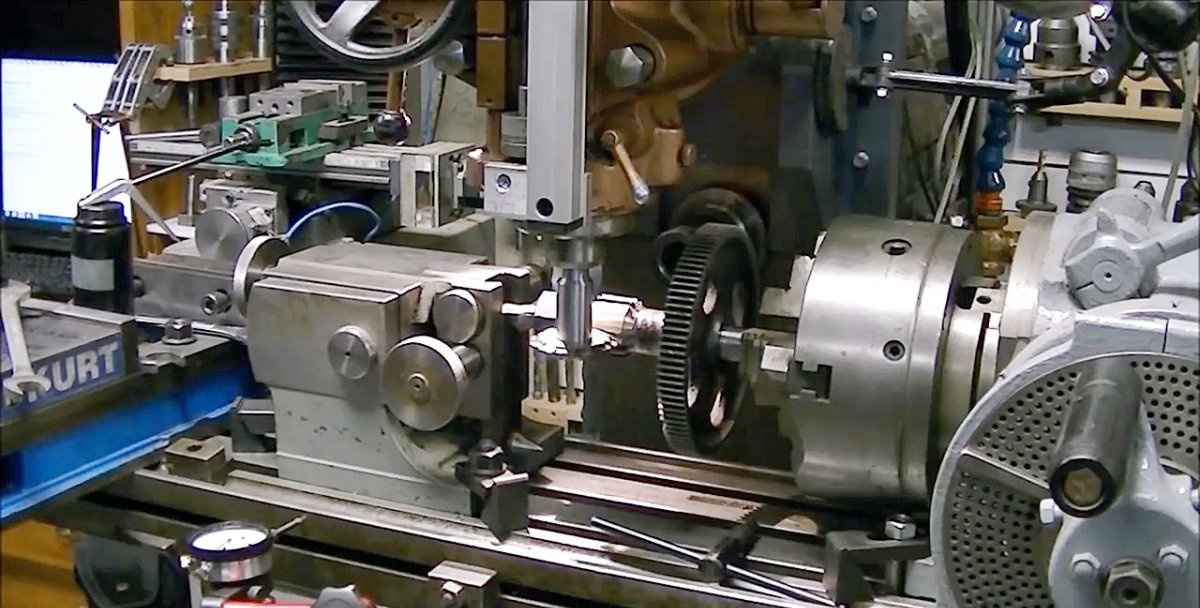
A vágót a tartóra helyezzük, és a végén rögzítjük egy rögzítőcsavarral, először kézzel, a végén egy speciális kulccsal, hajtókarral. A marógép munkaasztalára szereljük fel az osztófejet és a farokszárat. Egy tökéletesen egyenes acélrudat közéjük szorítva igazítjuk ezeket az egységeket, hogy biztosítsuk a maximális koaxialitást a függőleges és vízszintes síkban. Ehhez mérőfejeket használunk, és beállítjuk a farokrész helyzetét az osztófejhez képest. A beállítás után ezek az egységek biztonságosan rögzítve vannak a marógép asztalához.
A legfontosabb művelet a vágó pontos beállítása a helyreállított fogaskerékhez képest. Ehhez tolómérőt, mikrométert és fém vonalzót használunk.
A fej jellemzőit elosztjuk a fogak számával, és megkapjuk a fogantyú 1 fogonkénti fordulatszámát. Az eredmény általában egy törtszám. Ez az érték az osztókörön található.
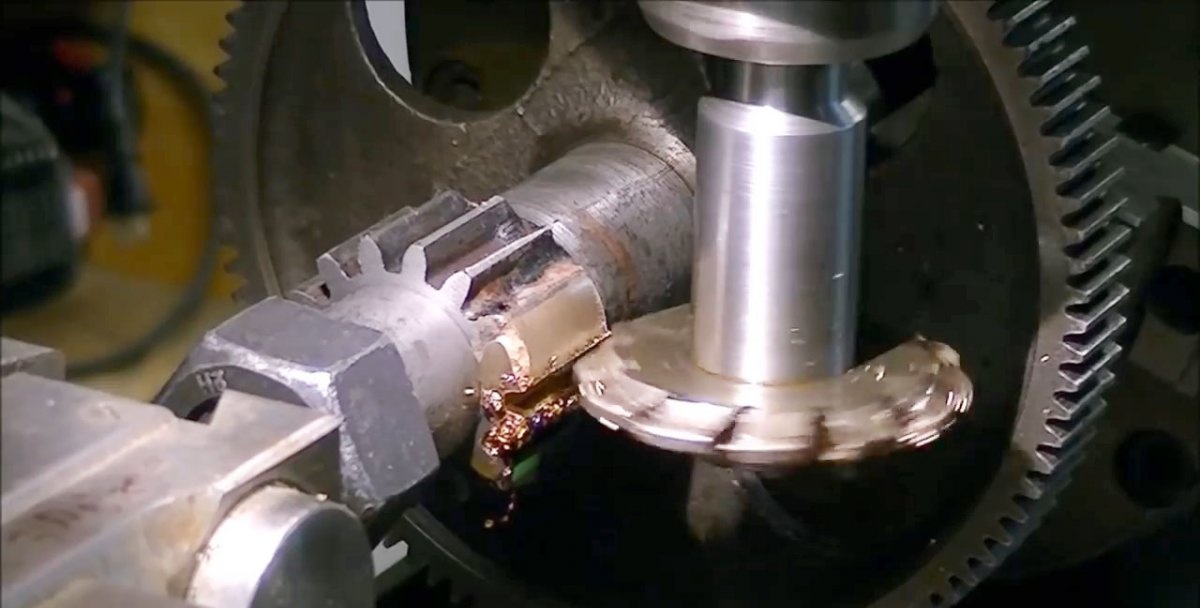
Most bekapcsolhatja a marógép orsóját, és megkezdheti a helyreállítandó fog egyik üregének formázását. Jobb ezt 2-3 lépésben megtenni, hogy ne sértse meg a felületet. A fog kialakításakor el kell távolítani a vágott anyag részecskéit a vágóból, és meg kell kenni a szerszámot. Ezután elmozdítjuk a vágót, és az osztófejjel pontosan egy lépéssel elfordítjuk a fogaskereket, és ismételjük meg az előző műveletet.


Egy megjegyzés
Miért használjunk szilícium-bronszt egy öntöttvas fogaskeréken való fog kialakításához? Nem biztonságosabb a fogak közötti üreget öntöttvas elektródával hegeszteni, majd fogaskerekes maróval megmunkálni?
Ha ezt megteszi, akkor a magas hőmérséklet miatt az öntöttvas „kifehéredik”, és gyakorlatilag megmunkálhatatlan területeket hoz létre. A szilikon bronz szilárdsága hasonló a szürkeöntvényhez, szakítószilárdsága pedig még nagyobb. Ugyanakkor a feldolgozása, mint láttuk, egyáltalán nem nehéz.
Nézd meg a videót
Hasonló mesterkurzusok

Hogyan lehet helyreállítani egy kiégett fúrót 220 V-ról 12 V-ra való átalakítással

Hogyan lehet helyreállítani a műanyag fogaskereket

Hogyan lehet az időzítőt teljes értékű favágóvá alakítani

A bozótvágó hajtóművének teljes szétszerelése a kopó termékek eltávolításához

Műanyag fogaskerék fogak helyreállítása recézéssel

Hogyan vágjunk és élesítsünk új fogakat egy régi fűrészen
Különösen érdekes






Megjegyzések (16)
