Hogyan készítsünk csapot betonacélból

Az eszterga egy univerzális berendezés, amely lehetővé teszi különféle típusú munkák elvégzését, beleértve a menetfúró csapok gyártását. Nézzük meg, hogyan kell ezt megtenni, példaként egy M14x2,0 mm-es csapot használva.

Amire szüksége lesz:
- a csap méreténél nagyobb átmérőjű acél megerősítés;
- esztergapad;
- Esztergaszerszámkészlet;
- 4 és 6,5 mm-es fúrók;
- csiszolópor;
- kovács vagy gázégő.
Érintéskészítési folyamat
Mielőtt elkezdené a csapot, először meg kell becsülnie a méreteket, legalább egy hozzávetőleges rajzot átgondolva a végrészről. Kerülete 14 mm átmérőjű lesz. Ahhoz, hogy a széle mentén éleket készítsen, 3 lyukat kell fúrnia egyenlő időközönként. Átmérőjük 6,5 mm lesz. Így a munkadarab átmérője legalább 19 mm, de lehetőleg 21-22 mm legyen.
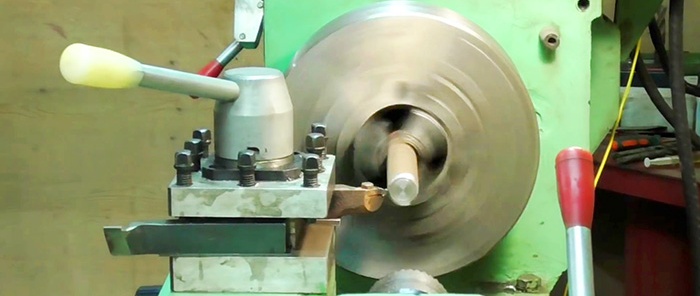
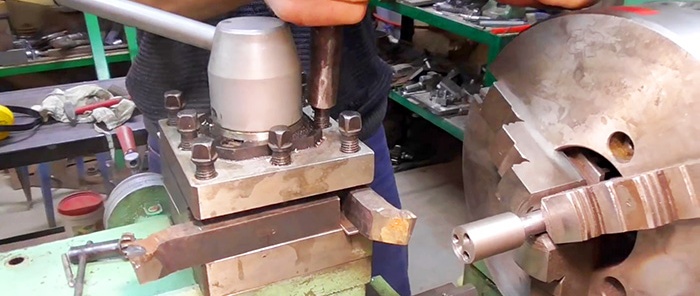
Esztergagépen a munkadarabot a tervezett átmérőre, jelen esetben 22 mm-re kell forgatni, és a kívánt hosszúságra vágni. Ezt követően az egyik végét kiegyenlítjük, és egy 14 mm átmérőjű sekély hornyot jelölünk ki rajta maróval.

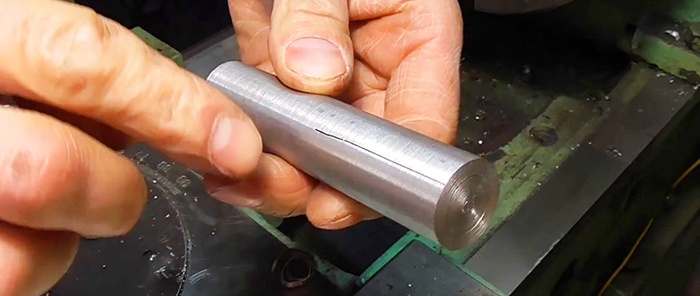
A munkadarab levágása után teljesen be kell szorítania a tokmányba, és meg kell karcolnia 3 hosszirányú jelölést minden egyes bütyök bal szélén egy írógéppel.
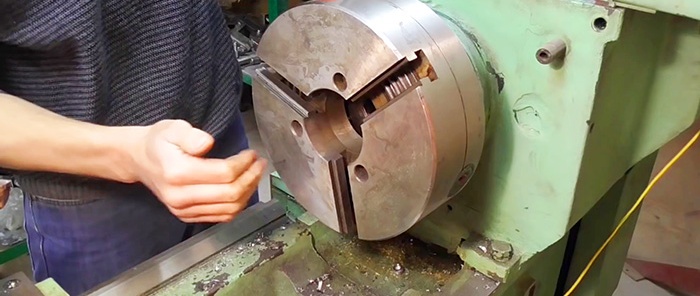
Ezután 3 lyukat kell fúrnia a munkadarab végén, a középpontokkal a horonyban. Ehhez ki kell oldani a patront, és ki kell cserélni a pofákat. Ez megzavarja a beállítását, és összenyomásakor 2 bütyök összeér, és az egyik távol marad. A munkadarab tokmányba szorításával elérheti annak elmozdulását.

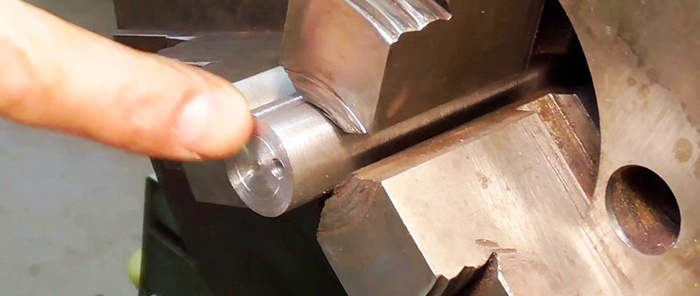
Ez lehetővé teszi a váltást 3 végfurat fúrásakor. A munkadarab beszerelésekor és az azt követő eltoláskor hosszirányú karcolásokkal lehet navigálni. A furatokat először vékony fúróval készítik el, majd 6,5 mm-re fúrják ki. A lyukak közepének egy vonalban kell lennie a végén lévő 14 mm átmérőjű kör alakú horonnyal.

Fúrás után meg kell fordítani a munkadarabot, és a szárát a meglévő csaptartó átmérőjére kell csiszolni. Ezután a furatokkal ellátott oldalt 16 mm átmérőjűre megmunkálják. A letörést azonnal eltávolítják.

Ezt követően, mivel ez egy M14 menetfúró, a meneteket 2 mm-es lépésekben vágják a munkadarabon. Miután befejezte a menetet, csiszolja a szárat csiszolópapírral, hogy illeszkedjen a csaptartó négyzetéhez.


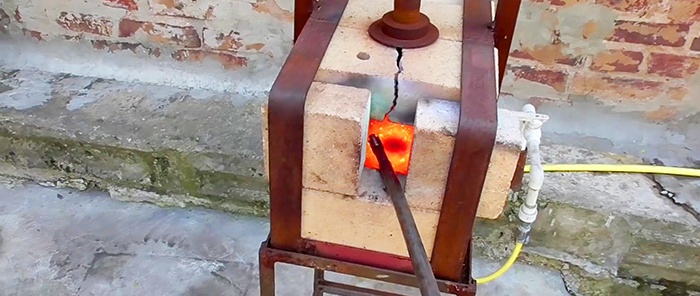
Ezt követően a csap szélét a menet elejével fűtőben vagy égővel vörösre melegítjük és vízbe mártjuk. Így nem keményedik meg az egész, így kisebb az esélye, hogy működés közben eltörik.


Edzés után meg kell élezni a vezetékeket a csapon, hogy egy 14 mm-es furattal be lehessen csavarozni a munkadarabba.

Az így kapott szerszám szinte bármilyen munkadarabban használható menetvágásra.




Mivel továbbra sem a megfelelő acélból készült, a vasfémekkel való megmunkálás során apránként elhasználódik, de nem kevesebbet bír, mint a Kínából vásárolt analógok.
Nézd meg a videót
Hasonló mesterkurzusok






Különösen érdekes






Megjegyzések (1)
