Kā salabot salauztu zobrata zobu

Iepriekšējo gadu ražošanas mehānismos (darbgaldos, pārnesumkārbās, piedziņas) zobrati un zobrati bieži tika izgatavoti no pelēkā čuguna, kas pie zemas un vidējas slodzes nebija zemāki par tērauda kolēģiem, un dzelzs liešanas process bija vienkāršāks. un lētāk nekā tērauds.
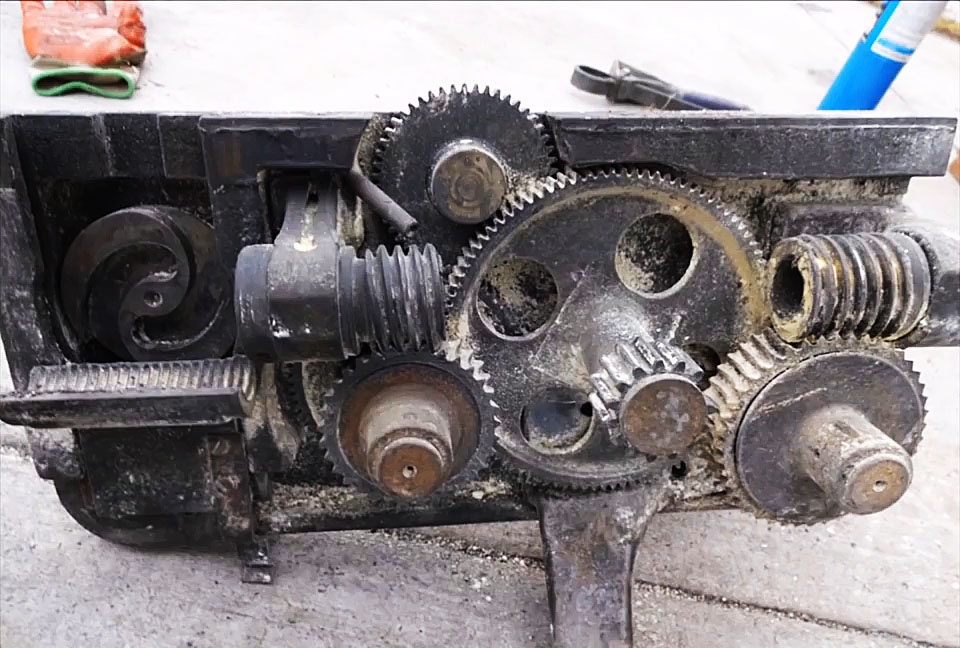
Bet čuguns ir trausls, un zobratos un pārnesumos, strauji mainoties slodzei vai tās palielināšanai, zobi salūza, un viss mehānisms neizdevās. Protams, zobratu vai zobratu ar trūkstošu zobu būtu labāk aizstāt ar jaunu produktu, kas ne vienmēr ir iespējams. Tad atliek tikai mēģināt atjaunot zobu citā veidā.

Viens no variantiem ir saistīts ar lauztā zoba vietas mehānisku sagatavošanu, pēc stiprības un citām īpašībām piemērota materiāla virsmas uzklāšanu un seguma apstrādi līdz jauna zoba iegūšanai ar precīzu ģeometriju.
Nepieciešamais aprīkojums, ierīces un materiāli
Darbam mums nepieciešams:
- slīpmašīna un mini urbis (urbis);
- skābekļa-acetilēna metināšanas deglis;
- ērces;
- sitējs (mērīšanas galva);
- virpas;
- smilšpapīrs;
- vārpsta ar uzgriezni un cauruļveida aizturi zobratu un zobratu blokam;
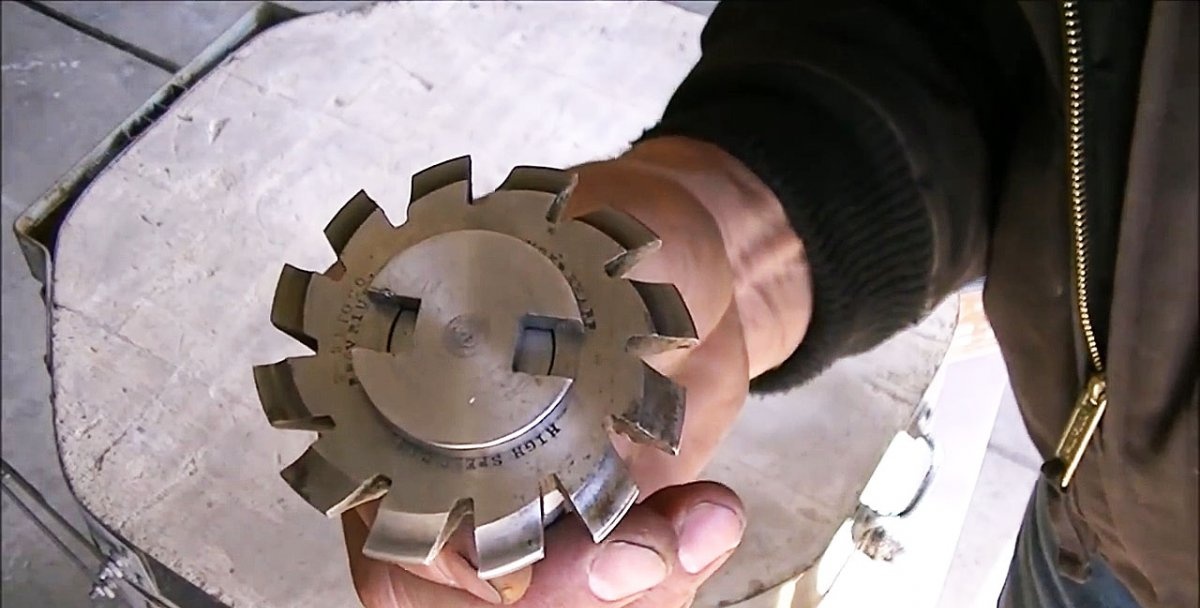
- griezējs dobuma profila veidošanai starp zobiem;
- griezēja ass ar pabeigtu rokturi;
- frēzmašīna ar dalāmo galvu;
- mērinstruments (suporti, mikrometrs) utt.
Lai aizpildītu atstarpi starp diviem blakus esošajiem veseliem zobiem attiecībā pret lauztu zobu, mums ir nepieciešams:
- silīcija (silikona) bronzas stienis;
- plūsma (galvenā daļa: boraks ar nelielu magnija piejaukumu);
- Stikla šķiedras metināšanas sega;
- lupatas, auduma salvetes utt.
Salauzta zoba atjaunošanas process
Tas sastāv no trim posmiem:
- Vietas sagatavošana un spraugas aizpildīšana (blīvēšana) starp diviem blakus esošajiem veseliem zobiem attiecībā pret trūkstošo.
- Zobu griezēja turētāja un ass izgatavošana zobrata un reduktora nostiprināšanai uz mašīnas apstrādes laikā.
- Zobu profila veidošana, no abām pusēm noņemot nogulsnēto materiālu ar speciālu griezēju.
Lodēšanas zonas sagatavošana

Tā kā pelēko čugunu ir grūti mehāniski apstrādāt, to ir gandrīz neiespējami izdarīt ar mini urbi. Salauztu zobu labāk un ātrāk noslīpēt, izmantojot dzirnaviņas.
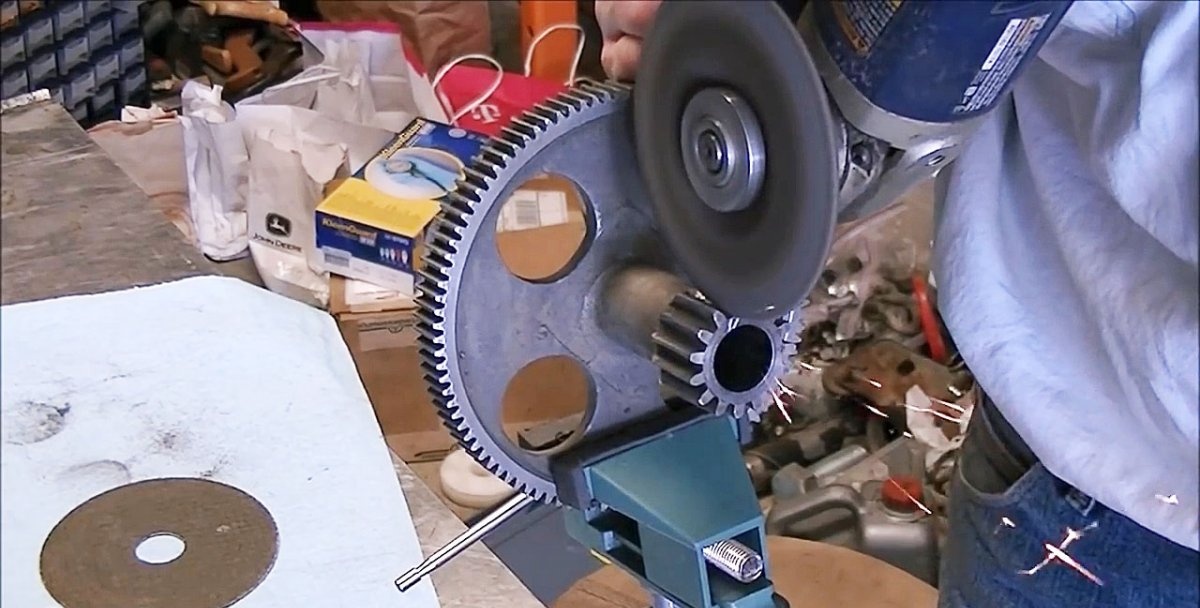
Beigās var izmantot urbi, lai pamatni raupinātu. Tas nodrošinās stiprāku savienojumu starp metināto materiālu un čugunu.


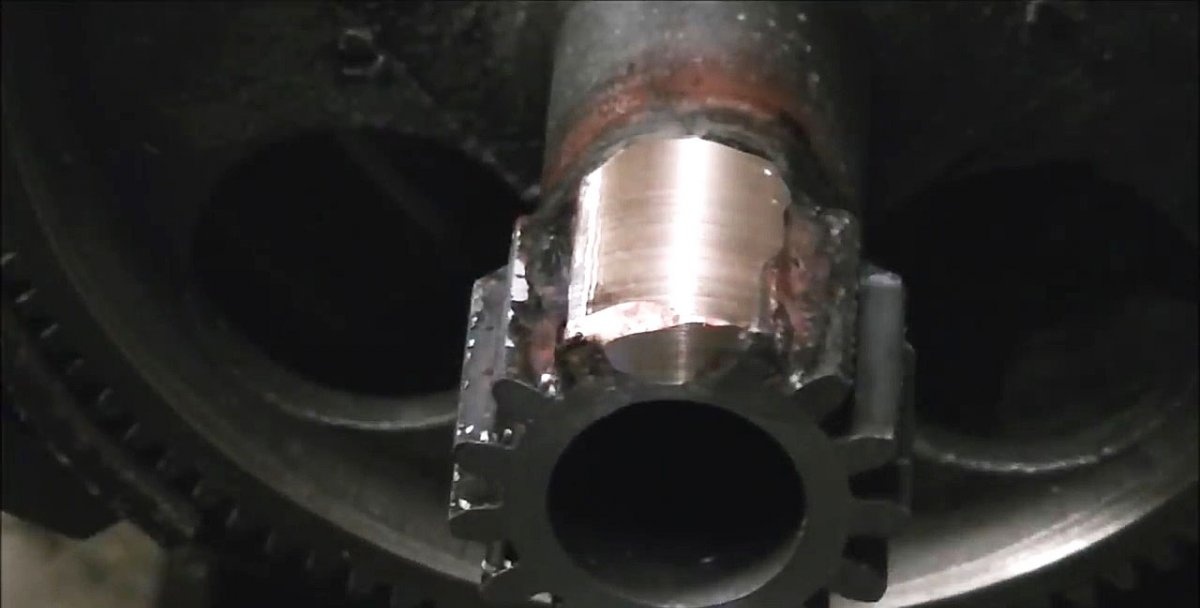
Termiskās lodēšanas process
Tas sākas ar rūpīgu un vienmērīgu karsēšanu, izmantojot gāzes-acetilēna lodlampu, gan lodēšanas zonā, gan blakus esošās zobrata daļas. Pretējā gadījumā palielinās plaisu veidošanās iespējamība čuguna daļā.
Pēc tam lodēšanas laukumu un nedaudz silīcija (silikona) bronzas stieni uzkarsē līdz sarkanai temperatūrai, kas pēc karsēšanas tiek nolaista traukā ar plūsmu, kas sastāv galvenokārt no boraks, pievienojot nelielu daudzumu magnija.
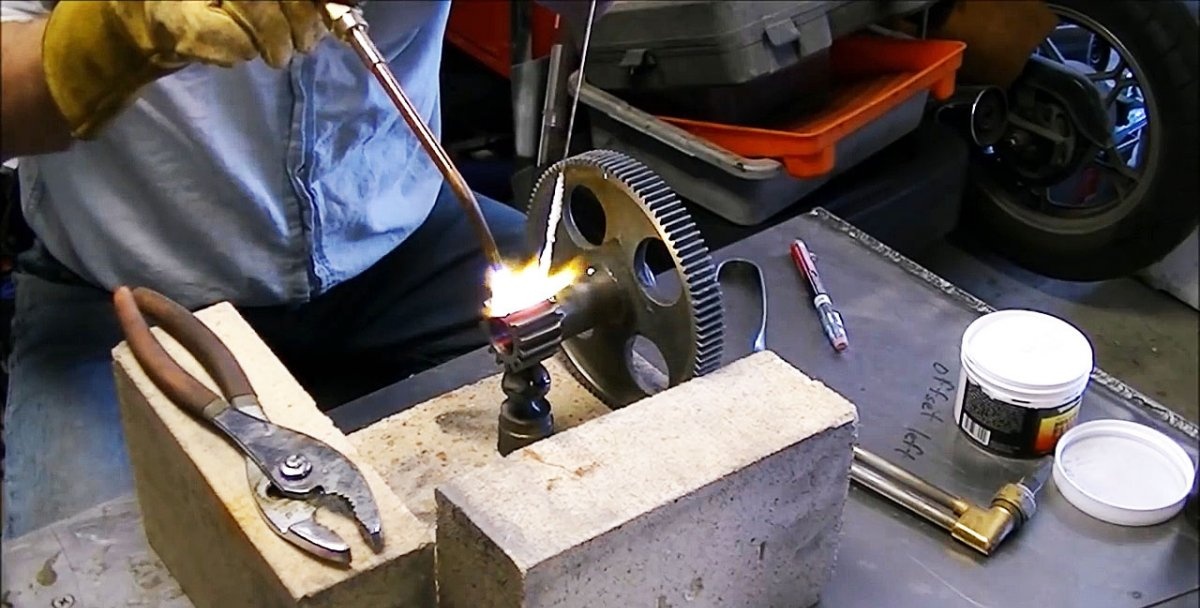
Pēc tam virs dobuma novieto silikona bronzas stieni, kas pārklāts ar plūsmu, un izkausē, izmantojot acetilēna degļa liesmu. Šī darbība turpinās, līdz silīcija bronzas lodmetāls aizpilda visu dobuma tilpumu starp blakus esošajiem veselajiem zobiem.
Šī posma beigās, lai lodēšana straujas dzesēšanas dēļ neplaisātu, atjaunojamo detaļu pārklājam ar stiklplasta metināšanas segu un atstājam, līdz tā lēni atdziest nepieciešamo laiku.

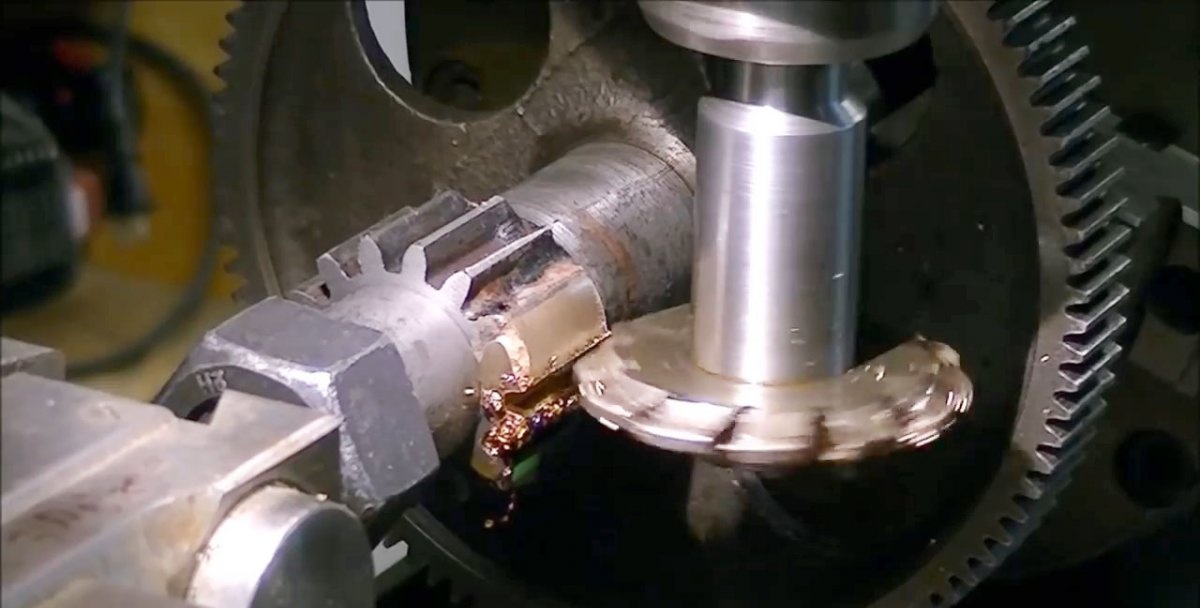
Lodētā zobrata gala apstrādes process
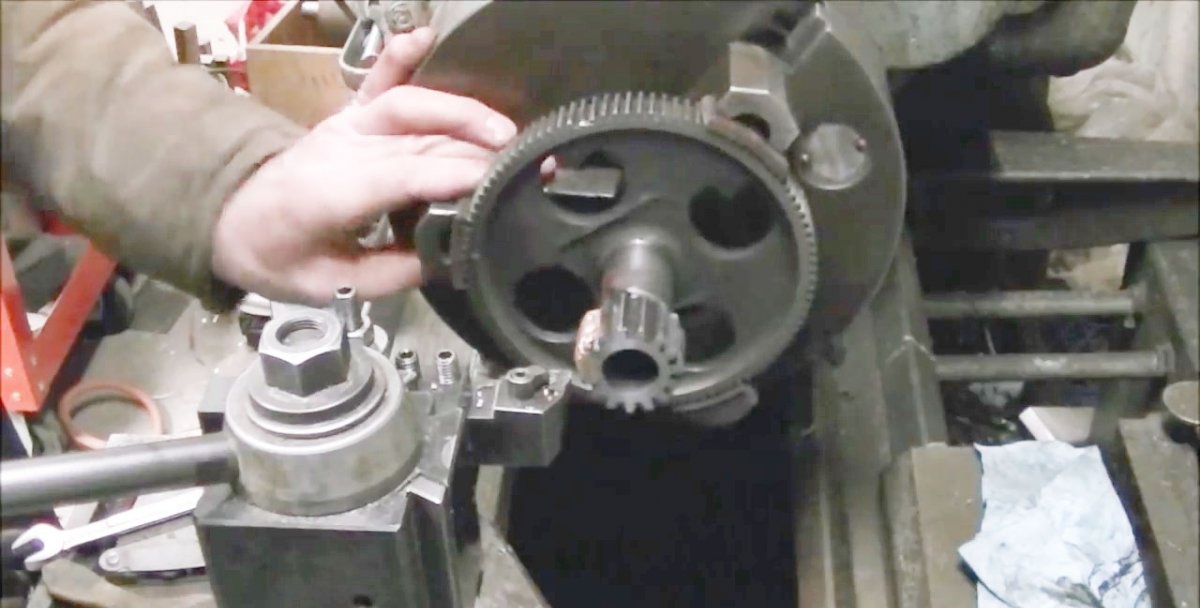
Zobu riteni iespiežam virpas patronā un, izmantojot mērgalvu, iestatām bloku ar minimālo pieļaujamo izskrējienu, nepieciešamības gadījumā ar āmuru piesitot zobratu vienā vai otrā pusē.
Pēc tam, izmantojot griezējus, mēs noņemam lodēšanas lodītes, kas izvirzītas ārpus zobrata galiem. Virpošanas beigās apstrādes vietas slīpējam ar smilšpapīru.


Bloka un griezēja sagatavošana darbam

Mēs novietojam zobratu un zobratu bloku uz virpas uz iepriekš sagatavotas ass, pievelkot uzgriezni un cilindrisko aizturi.

Lai izgatavotu griezēja turētāju, mēs ņemam tērauda stieni ar noteiktu garumu un diametru, kas ir nedaudz lielāks par instrumenta montāžas caurumu. Mēs to iespiežam virpas patronā un vispirms ar centrēšanas urbi no viena gala izurbjam nelielu caurumu, kuru pēc tam izvēršam ar spirālurbi līdz vajadzīgajam izmēram.
Tālāk mēs piestiprinām krānu mašīnas aizmugurējā daļā un ievietojam caurumā stieņa galā.Mēs pārvietojam galvas balstu atpakaļ un manuāli nogriežam vītni, pagriežot krānu ar kloķi. Iegūtajā vītnē ieskrūvējam paštaisītu skrūvi ar plakanu cilindrisku galvu un diviem simetriski izvietotiem taisnstūra izgriezumiem attiecībā pret stieņa centru, lai satvertu ar īpašu atslēgu.

Pēc tam stieni nobeidzam otrā pusē un sasmalcinām līdz vajadzīgajam garumam, lai tas atbilstu frēzmašīnas vārpstas diametram. Mēs veicam virpošanu, periodiski pārbaudot diametru, lai netiktu atslābināts izmērs. Beigās apgriešanās vietu noslīpējam ar smilšpapīra lenti un noslaukām ar lupatiņu.
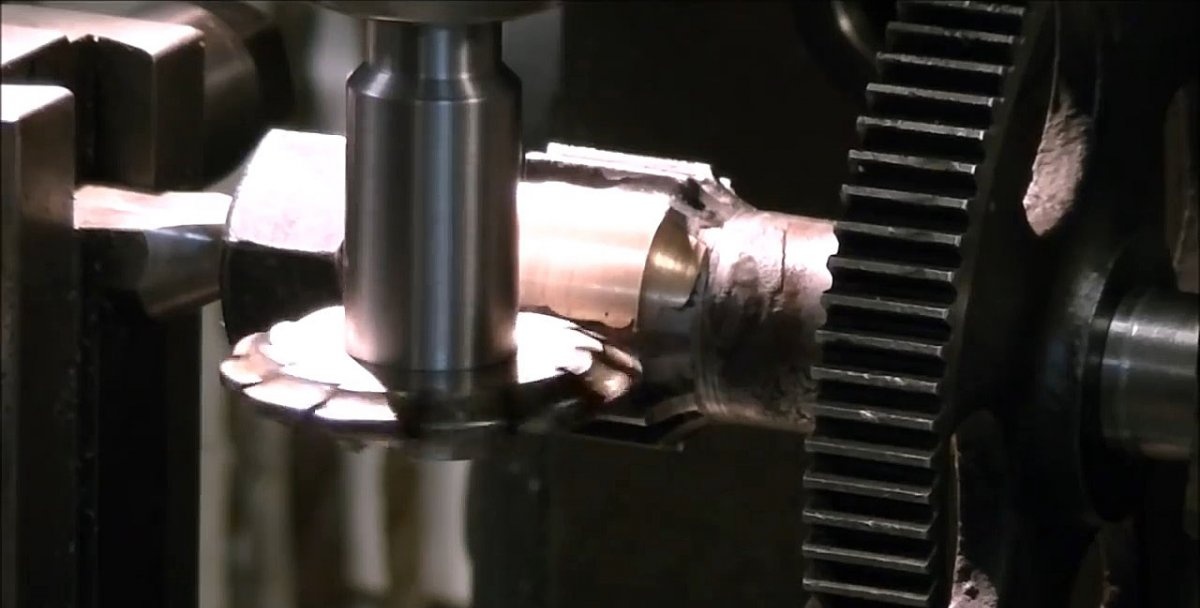
Zobu profila veidošana
Fiksējam frēzes turētāju frēzmašīnas vārpstā un sasmalcinām stieni līdz griezēja cauruma izmēram, periodiski mērot diametru ar mikrometru. Beigās noslīpējam rievu ar smilšpapīru un noslaukām ar lupatu.
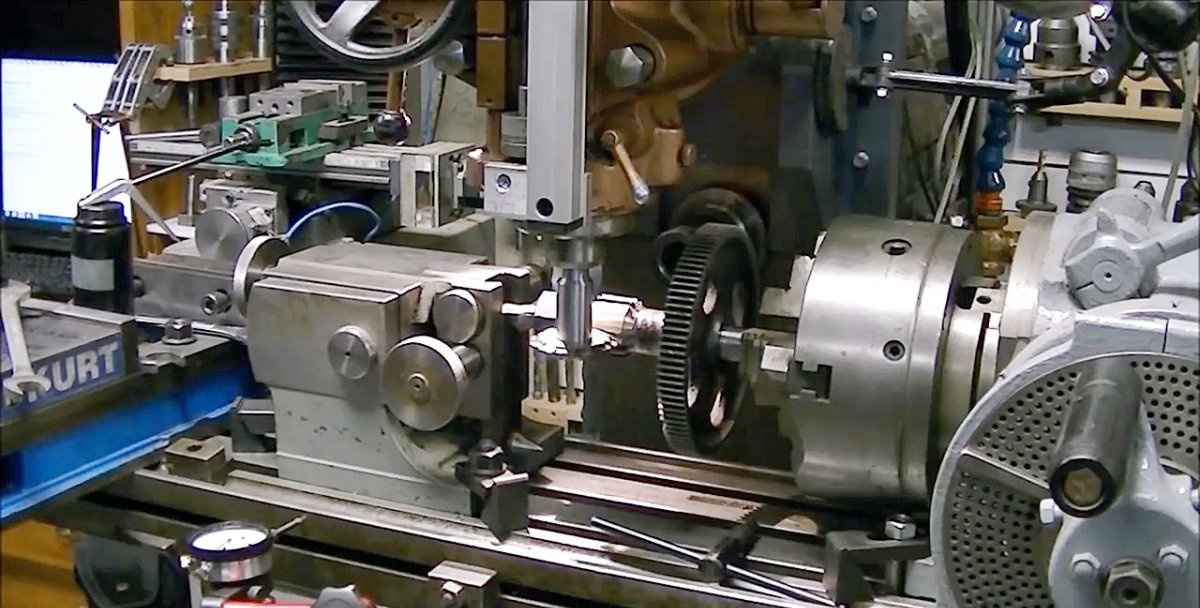
Uzliekam griezēju uz turētāja un beigās nostiprinām ar stiprinājuma skrūvi, vispirms ar roku un beigās ar speciālu atslēgu ar kloķi. Uz frēzmašīnas darba galda uzstādām dalāmo galvu un spārnu. Saspiežot starp tām perfekti taisnu tērauda stieni, mēs izlīdzinām šīs vienības, lai nodrošinātu maksimālu koaksialitāti vertikālajā un horizontālajā plaknē. Lai to izdarītu, mēs izmantojam mērgalvas un regulējam astes balsta stāvokli attiecībā pret sadalīšanas galvu. Pēc izlīdzināšanas šīs vienības ir droši nostiprinātas pie frēzmašīnas galda.
Vissvarīgākā darbība ir griezēja precīza izlīdzināšana attiecībā pret atjaunojamo pārnesumu. Lai to izdarītu, mēs izmantojam suportu, mikrometru un metāla lineālu.
Mēs sadalām galvas raksturlielumus ar zobu skaitu un iegūstam roktura pagriezienu skaitu uz 1 zobu. Parasti rezultāts ir daļskaitlis. Pēc tam šī vērtība tiek atrasta dalītāja aplī.
Tagad varat ieslēgt frēzmašīnas vārpstu un sākt veidot vienu no atjaunojamā zoba dobumiem. Labāk to darīt 2-3 piegājienos, lai nesabojātu segumu. Veidojot zobu, nepieciešams no griezēja noņemt grieztā materiāla daļiņas un ieeļļot instrumentu. Tālāk mēs virzām griezēju prom un ar dalāmo galviņu pagriežam zobratu tieši par vienu soli un atkārtojam iepriekšējo darbību vēlreiz.


Viena piezīme
Kāpēc izmantot silīcija bronzu, lai izveidotu zobu uz čuguna zobrata? Vai nav drošāk metināt dobumu starp zobiem ar čuguna elektrodu un pēc tam apstrādāt ar zobratu griezēju?
Ja jūs to darāt, tad augstās temperatūras dēļ čuguns “izbalinās” un veido vietas, kuras praktiski nav iespējams apstrādāt. Silikona bronza pēc stiprības ir līdzīga pelēkajam čugunam un pat augstāka pēc stiepes izturības. Tajā pašā laikā tā apstrāde, kā mēs redzējām, nepavisam nav grūta.
Skatīties video
Līdzīgas meistarklases

Kā atjaunot izdegušo urbi, pārveidojot to no 220 V uz 12 V

Kā atjaunot plastmasas zobratu

Kā laika zobratu pārvērst par pilnvērtīgu koka griezēju

Pilnīga krūmgrieža pārnesumkārbas demontāža, lai noņemtu nodiluma produktus

Plastmasas zobratu zobu atjaunošana ar rievojumu

Kā griezt un asināt jaunus zobus uz vecā zāģa
Īpaši interesanti






Komentāri (16)
