Hoe je een profiel kookt zonder door te branden

Lasvaardigheden ontwikkelen zich met ervaring. Het is heel normaal als in eerste instantie bij het lassen dunwandig metaal wordt doorgebrand, de naden ongelijk liggen en er slordige kralen ontstaan. Om het lassen de eerste keer acceptabel te maken, moet u een paar tips volgen.
Apparatuur:
- lasapparaat;
- lasser masker;
- elektroden 3 mm.

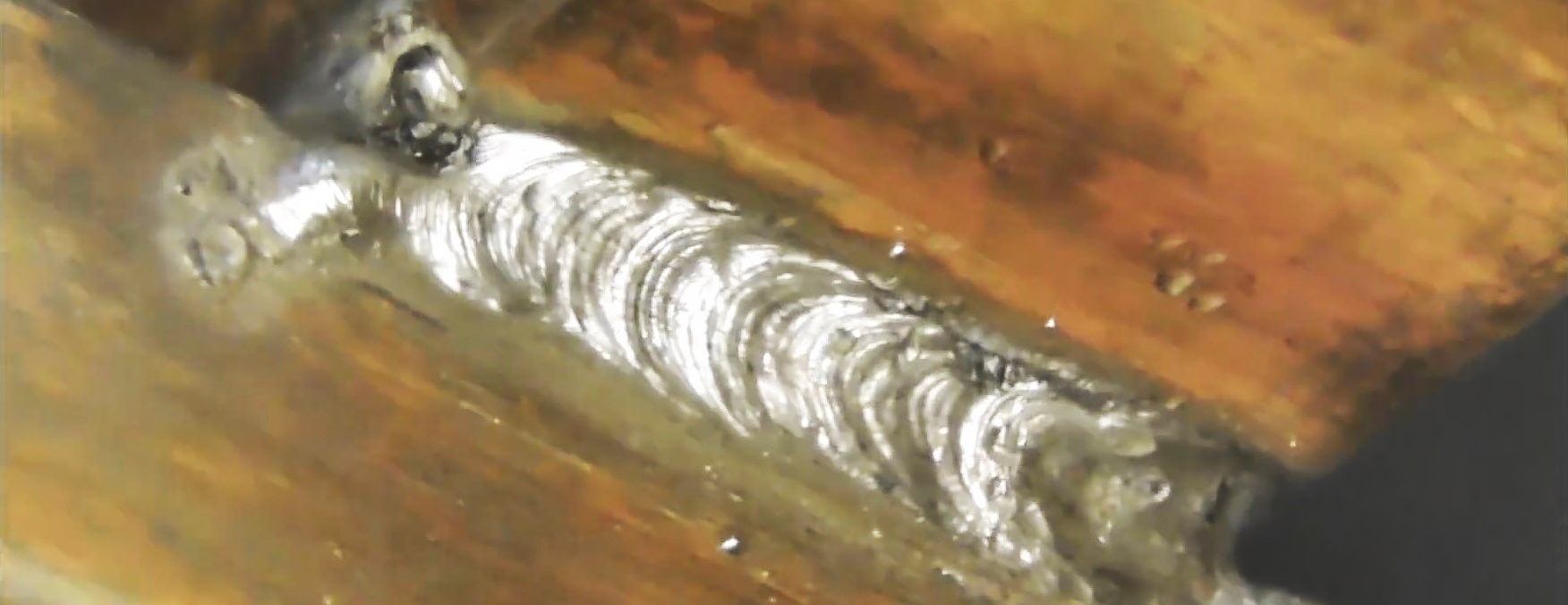
Metaal lassen met een doorlopende naad van 2 mm
Voor het lassen van profielbuizen met een conventionele inverter is het beter om 3 mm elektroden te gebruiken. Als de dikte van de metalen wanden slechts 2 mm is, wordt de stroom ingesteld op 85A. Het uiteinde van de laselektrode wordt onder een hoek van 45 graden ten opzichte van de te lassen buizen geplaatst.


De boog wordt ontstoken en nadat de elektrode begint te smelten, wordt deze soepel naar zichzelf toe getrokken. Nadat het eindpunt van de naad is bereikt, komt deze van het oppervlak.
Lasbuizen met een wand van 1,5 mm met scheiding
Voor dunwandige buizen wordt ook een elektrode van 3 mm gebruikt, maar de stroom op het lasapparaat is ingesteld op 75A. Als u een boog door dergelijk metaal voert, zal deze oververhit raken en doorbranden. In dit geval moet u ook vanaf een verafgelegen punt beginnen met koken, waarbij u de elektrode op 45 graden houdt. Na het ontsteken van de boog wordt deze 10 mm naar zichzelf toe getrokken en komt dan een seconde los.

Vervolgens wordt de scheurplaats aangeraakt en wordt de naad nog eens 10 mm getrokken.Door op deze manier te onderbreken, is het mogelijk om oververhitting van het metaal en verbranding te voorkomen. Deze methode helpt zelfs bij dunnerwandige buizen.














