2 typische fouten die resulteren in doorbranden en slechte naden bij het lassen van een dunwandige buis
Soms is het thuis of op het werk nodig om een dunwandige profielbuis aan een dikke plaat metaal te lassen, bijvoorbeeld aan een hypotheek bij het plaatsen van een schutting, het afzetten van een voortuin en voor andere doeleinden.
In dit geval zijn de technieken die worden gebruikt bij het lassen van twee dunwandige delen en twee dikwandige delen niet geschikt. Fouten hebben vooral te maken met de ingestelde lasstroomwaarde en de beweging van de elektrode tijdens het lasproces.
Zal nodig hebben
- dunwandige profielbuis;
- dik plaatstaal (hypotheek);
- lasapparaat;
- elektroden met rutielcellulosecoating met een diameter tot 3 mm;
- hamer voor het kloppen van slakken;
- metalen borstel.
Laselektroden voor algemene doeleinden op AliExpress met korting - http://alii.pub/606j2h

Het proces waarbij een dunwandige profielbuis aan een dik metaal wordt gelast (ingebed)
Een van de belangrijkste fouten bij het lassen van dun metaal met dik metaal zijn de transversale oscillerende bewegingen van de elektrode na ontsteking van de elektrische boog, symmetrisch ten opzichte van de longitudinale laslijn.Als gevolg hiervan heeft dik metaal er geen last van, maar raakt dun metaal oververhit en verbrandt het.



Een andere fout houdt verband met het instellen van een lage lasstroom in het bereik van 60-70 A, wat leidt tot het niet smelten van het metaal ondanks het feit dat de elektrodebewegingen hetzelfde waren als in het eerste geval. Er is eenvoudigweg een gebrek aan energie in de lasboog.
Omdat het tweede deel behoorlijk dik is, is het noodzakelijk om met een hogere stroom te lassen en de elektrode zo te verplaatsen dat het grootste deel van de energie van de lasboog wordt geabsorbeerd door het dikke metaal, waarna het dunne metaal niet oververhit raakt en blijft intact en de las zal van hoge kwaliteit zijn.

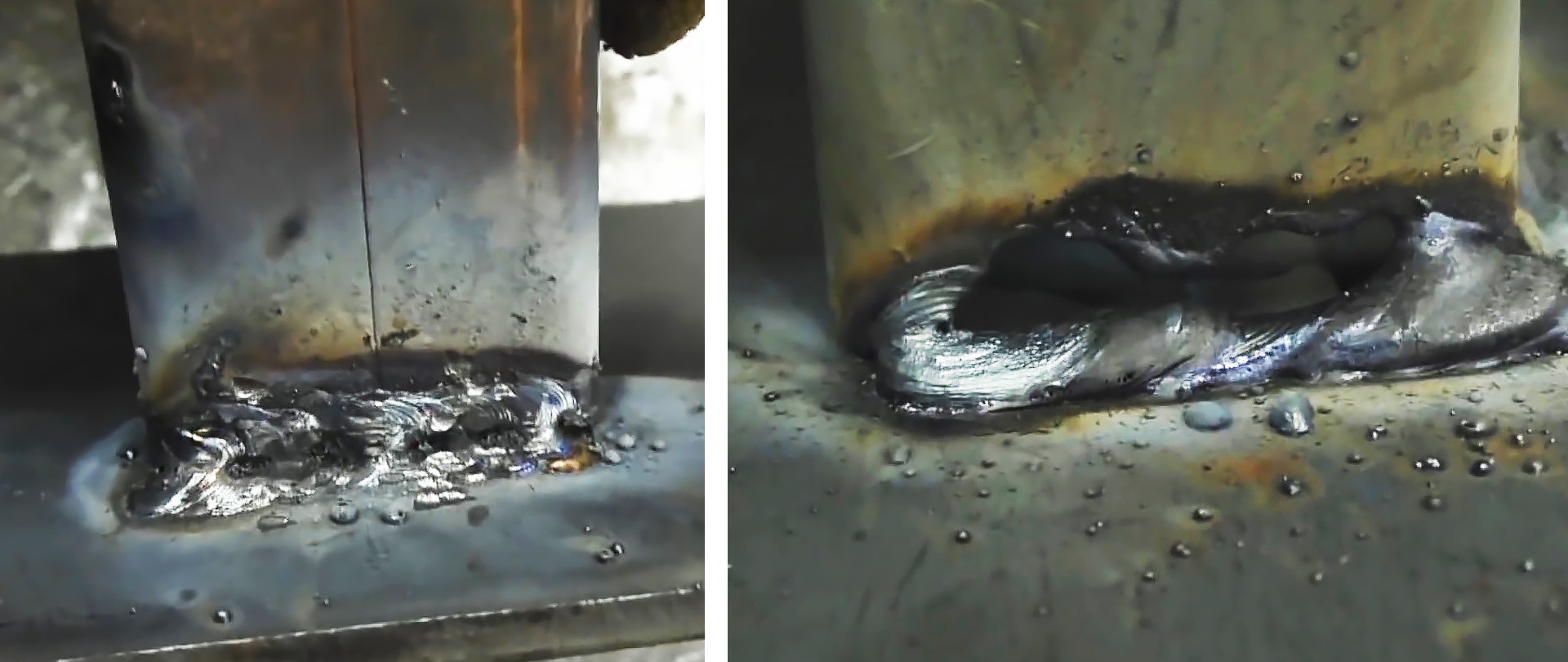
Maar als je met een hoge lasstroom, bijvoorbeeld 100 A, dwarsbewegingen maakt met de elektrode van dik metaal naar dun metaal, dan is de kans opnieuw groot dat je door het dunne metaal verbrandt en verschijnen er gaten in plaats van een vaste stof. lassen.

Om dun metaal kwalitatief aan dik metaal te kunnen lassen, verminderen we de lasstroom tot 90 A, en na het ontsteken van de elektrische boog bewegen we de elektrode langs de laslijn langs het dikke metaal en raken het dunne metaal slechts licht aan. Eventuele oscillerende bewegingen zijn uitgesloten.

In dit geval wordt, vanwege de afwezigheid van transversale oscillerende bewegingen aan het uiteinde van de elektrode, voldoende energie van de elektrische boog in grotere mate overgedragen op het dikke metaal en brandt het dunne metaal niet door, maar neemt het volledig deel aan de vorming van een continue en duurzame las.

Bekijk de video
Soortgelijke masterclasses












