Hoe je een pijp rolt en een mooie punt maakt met behulp van een draaibank
Op draaibanken kunnen, naast het bewerken van voornamelijk metalen werkstukken, vele andere bewerkingen worden uitgevoerd, in het bijzonder het proces van eindwrijvingslassen of pijpwalsen met behulp van de thermomechanische methode.
Hoe je een mooie punt maakt met behulp van een draaibank
In beide gevallen wordt het al lang bekende proces van het omzetten van kinetische of bewegingsenergie in zijn thermische vorm gebruikt. Het bestaat uit het feit dat wanneer metalen werkstukken of onderdelen tegen elkaar wrijven, hun temperatuur stijgt en eerst het punt van verzachting van het plastic kan bereiken, en dan zelfs het smeltpunt.

Laten we proberen deze techniek te gebruiken voor het rollen van een ronde pijp. Om dit te doen, bevestigen we in de gereedschapshouder, in plaats van een conventionele frees, een stijve plaat van hittebestendig staal met een halfcilindrische uitsparing aan het werkuiteinde, waarvan de diameter moet samenvallen met de buitendiameter van de ronde pijp die we aan het walsproces gaan onderwerpen.
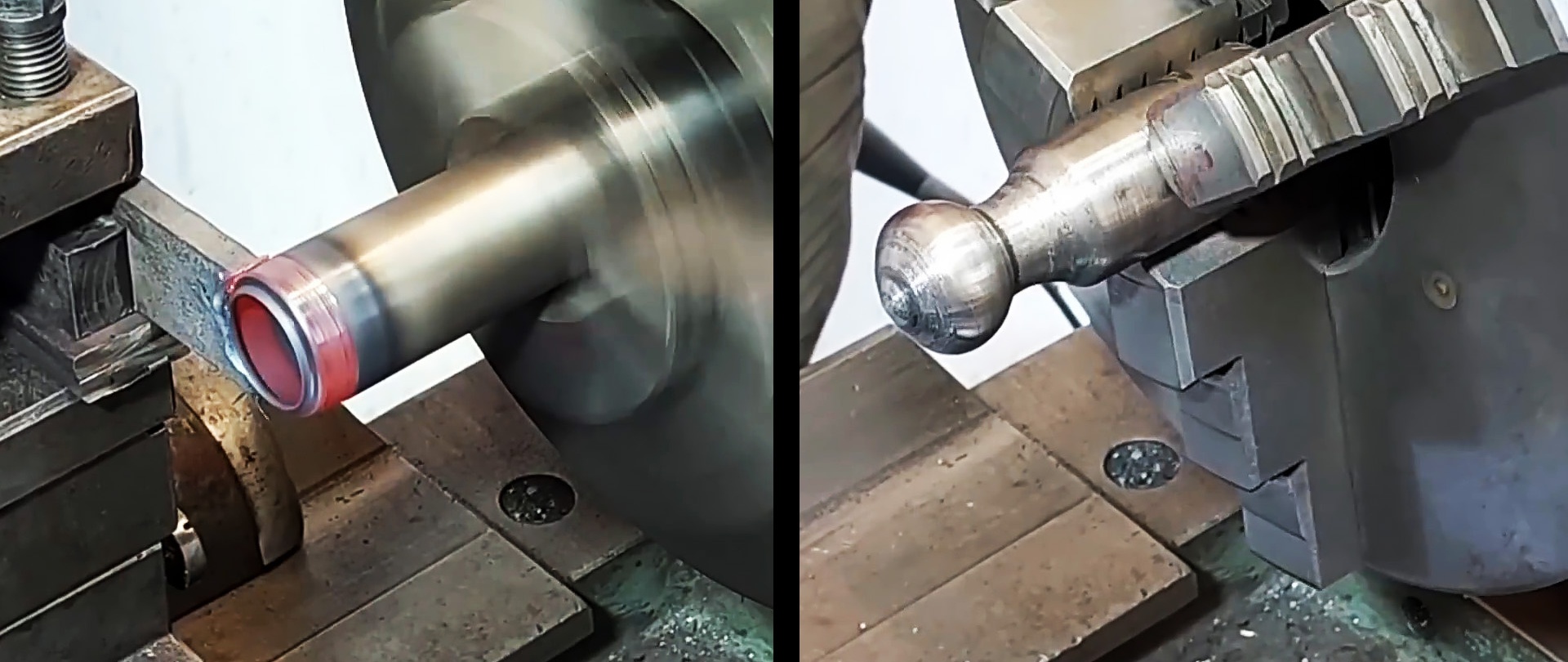
Om te voorkomen dat het uiteinde van een ronde buis onder thermomechanische invloed begint te vervormen, plaatsen we voordat we deze in de spankop van een draaibank klemmen er een dopmoer of iets dergelijks in met een geschikte diameter.
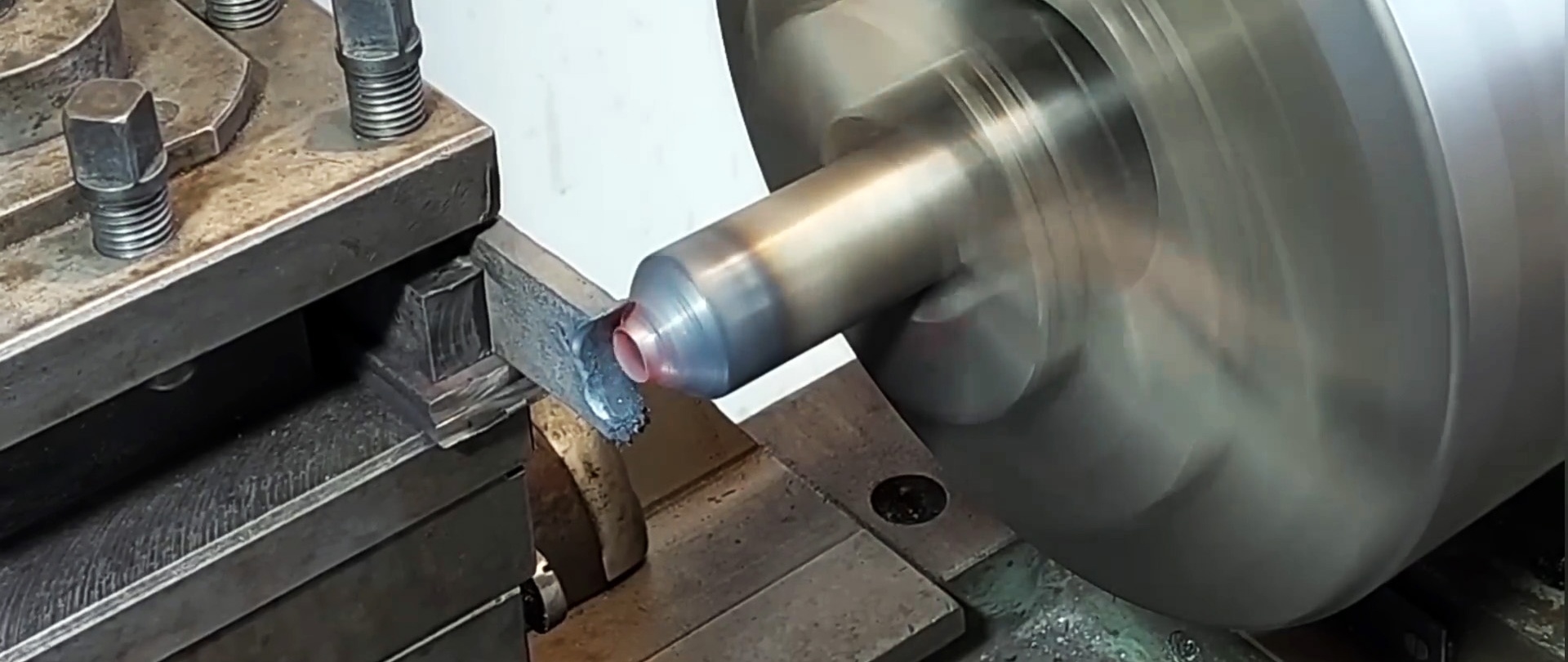
We brengen de uitsparing aan het werkuiteinde van de hittebestendige plaat naar de ronde buis en zetten de dwarstoevoer aan. Na korte tijd begint het metaal van de buis intens op te warmen en rood te worden. In dit geval treedt een vrij aanzienlijke verzachting van het pijpmetaal op.
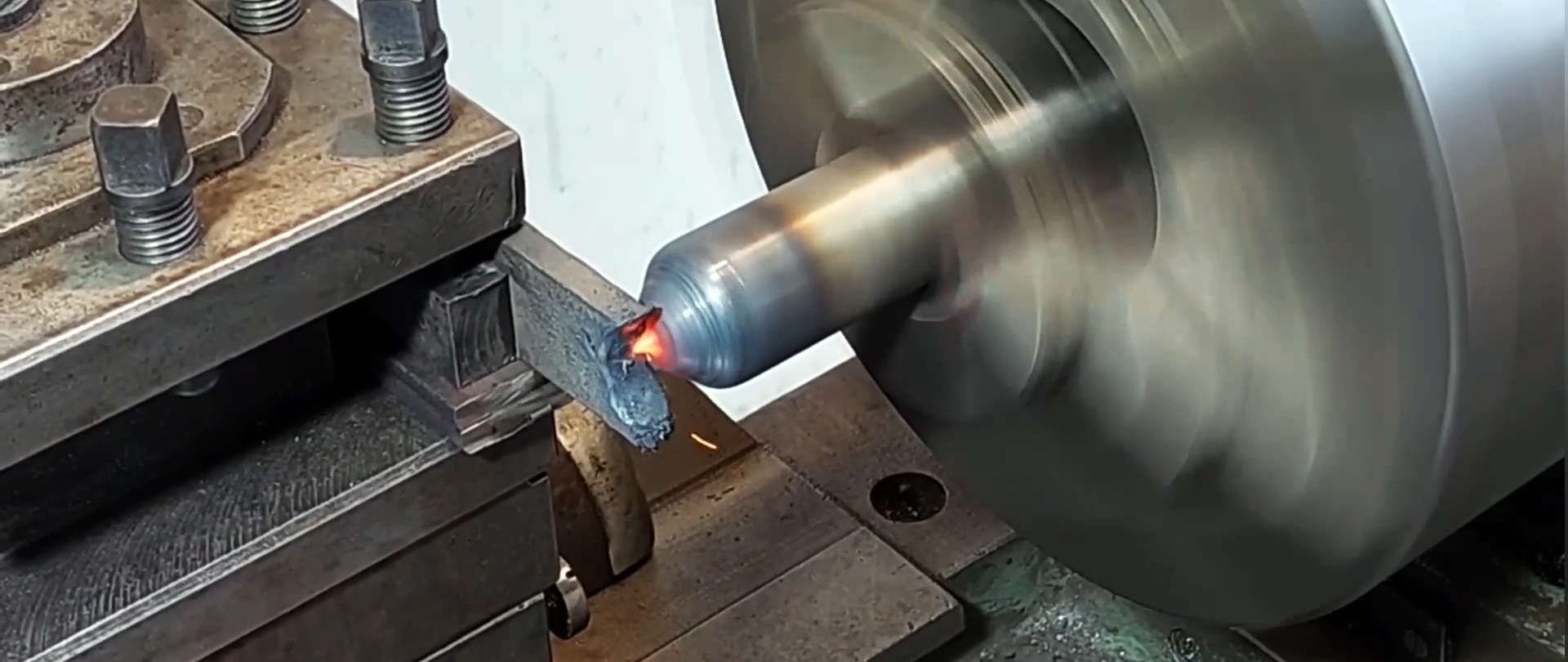
Door de dwars- en lengtetoevoer van de remklauw te combineren, verkrijgen we aan het uiteinde van de buis een rechte kegel, die we geleidelijk transformeren in een bijna halve bol. Vervolgens laten we de uitsparing van de hittebestendige plaat tegen het gedeelte van de buis achter de eindkop rusten en, ook door de dwars- en lengtetoevoer aan te passen, verwarmen we het metaal roodgloeiend en vormen eerst een kegel, en dan bijna een kegel. halfrond.
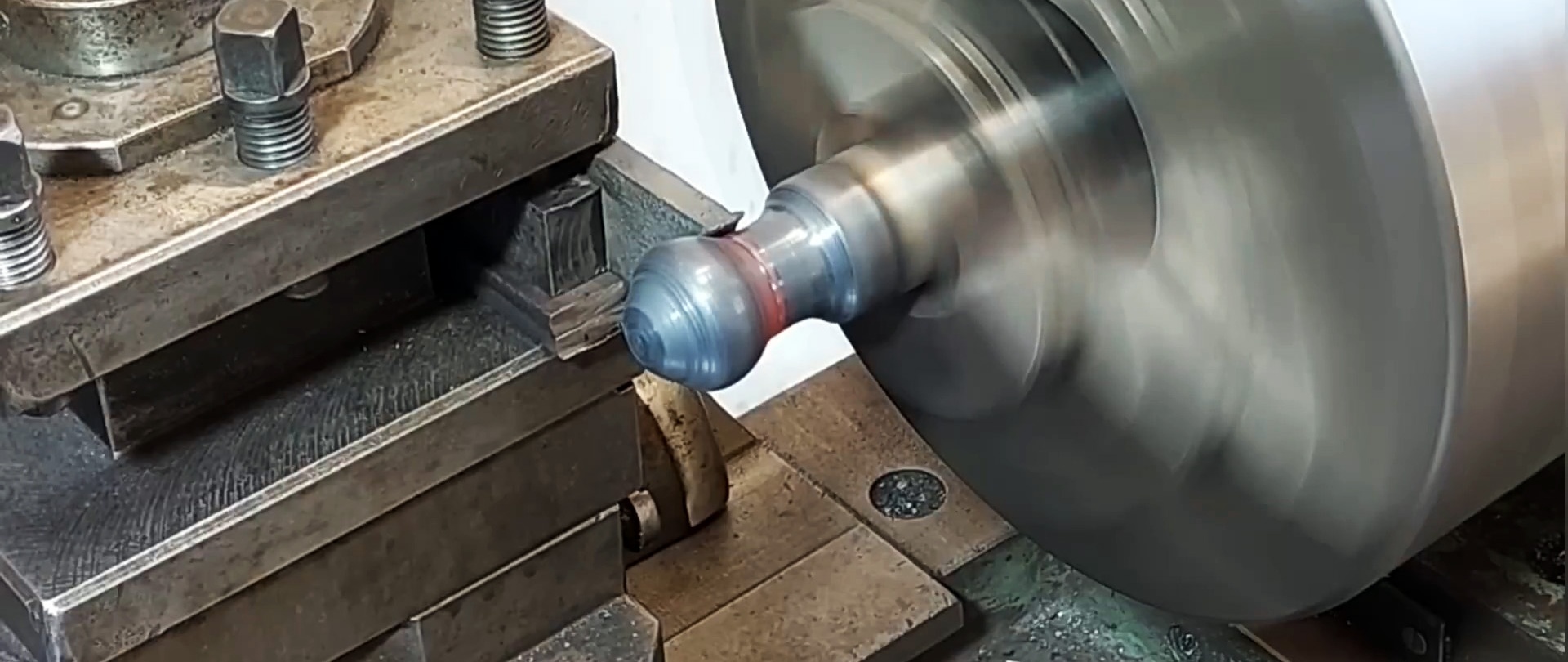
Door verder het resulterende profiel thermisch en mechanisch te blijven beïnvloeden, bereiken we de ideaal mogelijke bolvorm. Laat het metaal afkoelen, laat het iets los en installeer de buis opnieuw met een ruw gevormd bolvormig uiteinde.

Met een handvijl verwijderen we de meest opvallende vlekken, oneffenheden en bramen. Vervolgens beginnen we met het schuurproces met schuurpapier met afnemende korrel, eerst op lage snelheid en eindigen we met het schuren van het oppervlak op maximale snelheid.














