Hvordan lage en ballkutter med egne hender
Industrielt produserte kuleformede kuttere finnes sjelden på markedet og er vanligvis designet for å utføre en spesifikk operasjon på en bestemt del. Det er vanligvis ikke mulig å bruke dem til å behandle andre produkter. Og de er ikke billige på grunn av høykvalitetsstålet som brukes i produksjonen, kompleks prosessteknologi, komplekse herdeprosesser og små produksjonspartier.

Alle disse faktorene tvinger håndverkere, når behovet oppstår for et slikt instrument, til å se etter uavhengige måter å lage dem på. De trengs spesielt ofte av de som reparerer biler, motorsykler og andre kjøretøy.
Ved å bruke enkle kulemøller kjeder man for eksempel kanaler i motorens sylinderhoder under reparasjonen. Praktisk talt er det bare de som kan behandle buede kanaler med høy kvalitet og presisjon. Ingen annen type kutter er egnet for slikt arbeid. Du kan bruke en konvensjonell elektrisk drill som drivkraft for en hjemmelaget kulekutter.
En kuleskjærer (kjeglekutter, gradkutter) kan lages av en kule med passende diameter fra et kulelager eller fra et kuleledd for styring eller oppheng av en bil. Hardt stål brukes til å lage disse delene, så kuttere laget av dem vil ha gode skjæreegenskaper.
La oss velge en kule fra et lager med en diameter på 33 mm som et emne. Hva kan vi trenge for å lage en rullekutter?
Du kan klare deg med et minimum av verktøy:
Settet med nødvendige materialer, tatt i betraktning funksjonaliteten til en selvlaget burr cutter, er også kort.
Vi trenger:
Selvfølgelig, hvis du følger alle de teknologiske kanonene for å lage et verktøy fra herdet metall, bør det først herdes for å lette etterfølgende maskinering. Men for dette trenger du en muffeovn, som vi ikke har. På grunn av dette vil vi trenge litt mer tid, krefter og slitasje på skjære- og dreieskivene, noe som ikke er så vanskelig, fordi vi lager kun en kuleskjærer.
Nok en gang, bruk en skyvelære for å måle diameteren til den valgte kulen og sørg for at du må fjerne et 0,5 mm lag med metall fra overflaten. Tross alt trenger vi en kutter med en diameter på 32 mm.

Doren kunne lages ved å bore et blindhull i kulen, etterfulgt av gjenging.Men dette vil ikke være så lett å gjøre, siden du i dette tilfellet definitivt må frigjøre metallet til arbeidsstykket, ha en spesiell enhet for å holde ballen under bearbeiding og, selvfølgelig, en boremaskin, som ikke er tilgjengelig.

Derfor slår vi oss på alternativet med en sveiset mutter og en dor skrudd inn i gjengen på maskinvaren. For å gjøre dette, klem ballen i en skrustikke og bruk en sveisemaskin for å feste mutteren til arbeidsstykket. Når sveisingen er fullført, avkjøl den resulterende skjøten raskt i vann for å forhindre at metallet i kulen løsner.


Vi skruer doren inn i mutteren og fester den i spindelen til en elektrisk drill eller kvern, som igjen må festes sikkert ved hjelp av klemmer eller skrustikke. Alt er klart for å justere diameteren på ballen til ønsket størrelse.

For å gjøre dette, roterer vi spindelen med arbeidsstykket sikret og begynner å fjerne metall ved hjelp av en dreieskive og en kvern, og overvåker konstant diameteren til kulen som behandles med en skyvelære.

Etter å ha mottatt ønsket tverrstørrelse (32 mm), stopper vi behandlingen.
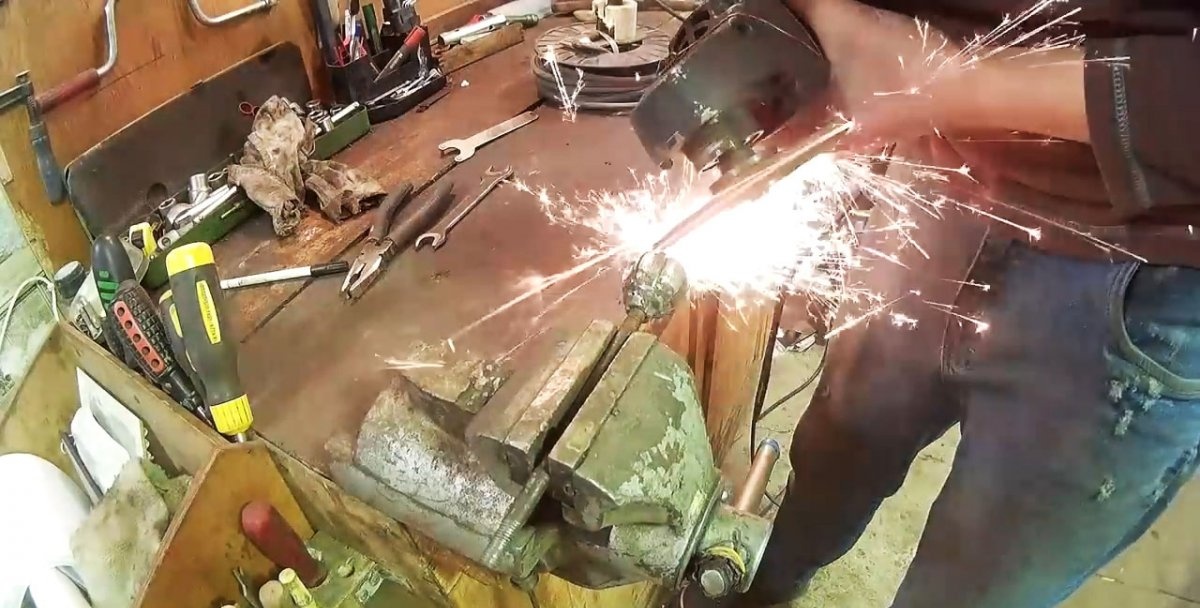
Nå er alt klart for å danne skjæretennene. Vi fester arbeidsstykket ved skaftet i en skrustikke av metall, og ved hjelp av en kvern med skjæreskive begynner vi å lage de langsgående sporene som er nødvendige for å oppnå skjærekanter.

Spørsmålet oppstår: hvor mange riller skal jeg lage? Svaret er klart: jo hardere materialet som behandles, jo mer bør det være. Siden vi skal restaurere en motorsykkel sylinderblokk laget av duralumin, er det nok å lage 10 spor for å få 9 skjærekanter.
Ved hjelp av en dreieskive fjerner vi overflødig metall for å oppnå en trapesformet profil av tennene rettet i verktøyets rotasjonsretning.Denne operasjonen er den mest komplekse og viktige, så den må utføres med all oppmerksomhet og nøyaktighet. Etter dette kan vi anta at kutteren er helt klar for det tiltenkte arbeidet.

Det gjenstår å teste den i aksjon på en sylinderblokk fra en Ural-motorsykkel eller en annen med samme hullstørrelser. Under drift må kutteren periodisk smøres med olje. Slik at prosessen går mer intensivt og uten unødvendig innsats på stasjonen.

 Det eneste jeg vil advare deg om er behandlingsområdet til ventilsetet, som er laget av stål. Når du nærmer deg det, bør du redusere matingen og holde godt fast i verktøyet slik at det ikke bryter ut av hendene dine, noe som kan føre til personskade eller skade på arbeidsstykket.
Det eneste jeg vil advare deg om er behandlingsområdet til ventilsetet, som er laget av stål. Når du nærmer deg det, bør du redusere matingen og holde godt fast i verktøyet slik at det ikke bryter ut av hendene dine, noe som kan føre til personskade eller skade på arbeidsstykket.

Når du arbeider med en kuleskjærer, må du beskytte øynene med vernebriller og bruke hansker på hendene. Selvsagt skal kvernen ha et beskyttende deksel. Faktum er at ved bearbeiding av myke metaller er flisene forskjellige i størrelse, som har en tendens til å fly i alle retninger og over lange avstander.
Når det gjelder verktøyet, er det mer fordelaktig å plassere skjærekantene ikke i lengderetningen til rotasjonsaksen, men i en vinkel. Da vil kutteren jobbe mykere, mer effektivt og risikoen for uautorisert vridning reduseres.
For å eliminere tangentiell utløp av verktøyet, er det mer lønnsomt å lage en kutter fra et bilstyrekuleledd. Da er det ikke nødvendig å lage en dor, for den finnes allerede og er perfekt sentrert i forhold til ballen.

Alle disse faktorene tvinger håndverkere, når behovet oppstår for et slikt instrument, til å se etter uavhengige måter å lage dem på. De trengs spesielt ofte av de som reparerer biler, motorsykler og andre kjøretøy.
Ved å bruke enkle kulemøller kjeder man for eksempel kanaler i motorens sylinderhoder under reparasjonen. Praktisk talt er det bare de som kan behandle buede kanaler med høy kvalitet og presisjon. Ingen annen type kutter er egnet for slikt arbeid. Du kan bruke en konvensjonell elektrisk drill som drivkraft for en hjemmelaget kulekutter.
En kuleskjærer (kjeglekutter, gradkutter) kan lages av en kule med passende diameter fra et kulelager eller fra et kuleledd for styring eller oppheng av en bil. Hardt stål brukes til å lage disse delene, så kuttere laget av dem vil ha gode skjæreegenskaper.
La oss velge en kule fra et lager med en diameter på 33 mm som et emne. Hva kan vi trenge for å lage en rullekutter?
Verktøy og materialer
Du kan klare deg med et minimum av verktøy:
- Kvern med skjære- og dreieskive.
- Sveisemaskin.
- Skrue for metall.
- Skyvelære og markør.
Settet med nødvendige materialer, tatt i betraktning funksjonaliteten til en selvlaget burr cutter, er også kort.
Vi trenger:
- Kulediameter 33 mm.
- Skru.
- Dor med tråd i den ene enden.
- Motorsykkel sylinderblokk.
Prosessen med å lage en rullekutter
Selvfølgelig, hvis du følger alle de teknologiske kanonene for å lage et verktøy fra herdet metall, bør det først herdes for å lette etterfølgende maskinering. Men for dette trenger du en muffeovn, som vi ikke har. På grunn av dette vil vi trenge litt mer tid, krefter og slitasje på skjære- og dreieskivene, noe som ikke er så vanskelig, fordi vi lager kun en kuleskjærer.
Nok en gang, bruk en skyvelære for å måle diameteren til den valgte kulen og sørg for at du må fjerne et 0,5 mm lag med metall fra overflaten. Tross alt trenger vi en kutter med en diameter på 32 mm.

Doren kunne lages ved å bore et blindhull i kulen, etterfulgt av gjenging.Men dette vil ikke være så lett å gjøre, siden du i dette tilfellet definitivt må frigjøre metallet til arbeidsstykket, ha en spesiell enhet for å holde ballen under bearbeiding og, selvfølgelig, en boremaskin, som ikke er tilgjengelig.

Derfor slår vi oss på alternativet med en sveiset mutter og en dor skrudd inn i gjengen på maskinvaren. For å gjøre dette, klem ballen i en skrustikke og bruk en sveisemaskin for å feste mutteren til arbeidsstykket. Når sveisingen er fullført, avkjøl den resulterende skjøten raskt i vann for å forhindre at metallet i kulen løsner.


Vi skruer doren inn i mutteren og fester den i spindelen til en elektrisk drill eller kvern, som igjen må festes sikkert ved hjelp av klemmer eller skrustikke. Alt er klart for å justere diameteren på ballen til ønsket størrelse.

For å gjøre dette, roterer vi spindelen med arbeidsstykket sikret og begynner å fjerne metall ved hjelp av en dreieskive og en kvern, og overvåker konstant diameteren til kulen som behandles med en skyvelære.

Etter å ha mottatt ønsket tverrstørrelse (32 mm), stopper vi behandlingen.
Nå er alt klart for å danne skjæretennene. Vi fester arbeidsstykket ved skaftet i en skrustikke av metall, og ved hjelp av en kvern med skjæreskive begynner vi å lage de langsgående sporene som er nødvendige for å oppnå skjærekanter.

Spørsmålet oppstår: hvor mange riller skal jeg lage? Svaret er klart: jo hardere materialet som behandles, jo mer bør det være. Siden vi skal restaurere en motorsykkel sylinderblokk laget av duralumin, er det nok å lage 10 spor for å få 9 skjærekanter.
Ved hjelp av en dreieskive fjerner vi overflødig metall for å oppnå en trapesformet profil av tennene rettet i verktøyets rotasjonsretning.Denne operasjonen er den mest komplekse og viktige, så den må utføres med all oppmerksomhet og nøyaktighet. Etter dette kan vi anta at kutteren er helt klar for det tiltenkte arbeidet.
Det gjenstår å teste den i aksjon på en sylinderblokk fra en Ural-motorsykkel eller en annen med samme hullstørrelser. Under drift må kutteren periodisk smøres med olje. Slik at prosessen går mer intensivt og uten unødvendig innsats på stasjonen.



Advarsler og merknader
Når du arbeider med en kuleskjærer, må du beskytte øynene med vernebriller og bruke hansker på hendene. Selvsagt skal kvernen ha et beskyttende deksel. Faktum er at ved bearbeiding av myke metaller er flisene forskjellige i størrelse, som har en tendens til å fly i alle retninger og over lange avstander.
Når det gjelder verktøyet, er det mer fordelaktig å plassere skjærekantene ikke i lengderetningen til rotasjonsaksen, men i en vinkel. Da vil kutteren jobbe mykere, mer effektivt og risikoen for uautorisert vridning reduseres.
For å eliminere tangentiell utløp av verktøyet, er det mer lønnsomt å lage en kutter fra et bilstyrekuleledd. Da er det ikke nødvendig å lage en dor, for den finnes allerede og er perfekt sentrert i forhold til ballen.
Se videoen
Lignende mesterklasser





Spesielt interessant






Kommentarer (0)
