Hvordan lage en nøkkelspor på en dreiebenk

Vanligvis brukes en dreiebenk til boring, tapping, rømme, forsenking og boring, men deres evner slutter ikke der. Jeg foreslår å vurdere en måte å bruke den til å bore ut et kilespor på bøssingen. Til dette bruker jeg en 1K62 dreiebenk.

Sett med verktøy
For å utføre arbeidet, i tillegg til maskinen, trenger du:
- kjedelig kutter;
- slotting cutter;
- olje for smøring.
Enhver borekutter kan selvfølgelig brukes innenfor kapasiteten til hylsediameteren. Når det gjelder sporverktøyet, er tverrsnittet valgt for å matche den nødvendige bredden på kilesporet. Smøreolje er kun nødvendig hvis du må jobbe med hardmetall. For mykt stål, forutsatt at det brukes høykvalitets kuttere, er det ikke nødvendig, siden fasboring og meisling ikke forårsaker kritisk overoppheting, noe som kan akselerere slitasjen på verktøyets skjærekant.

Forberedende stadium
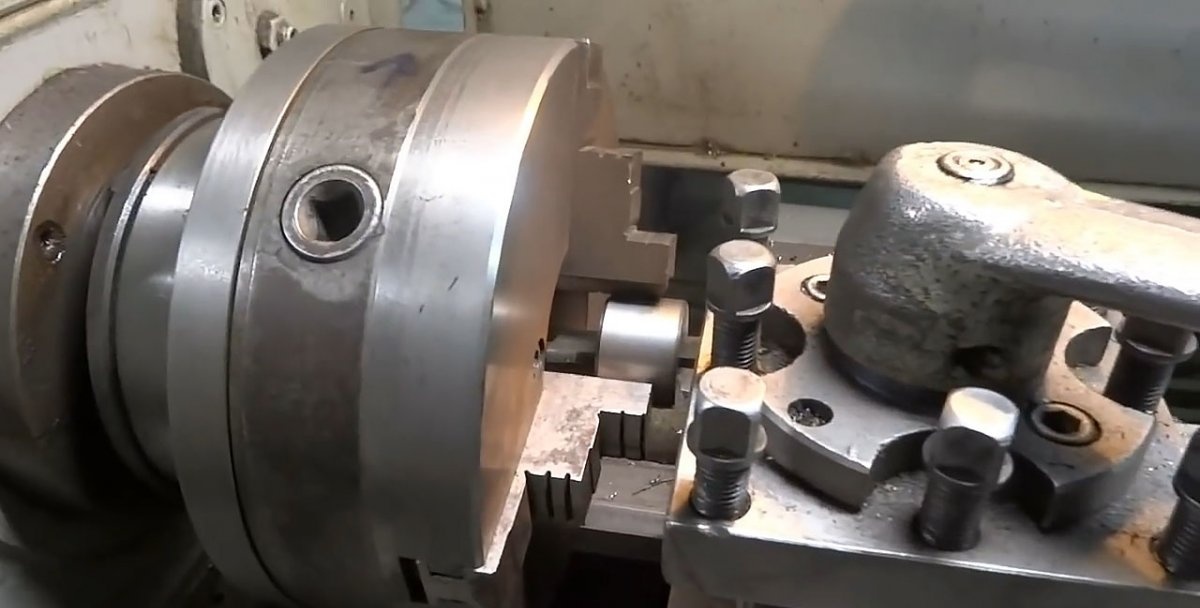
Bøssingen er installert i en trekjeft chuck. Før du utfører meisling, må du først forberede den indre og ytre avfasningen med en kjedelig kutter.De er laget kun på siden som sporverktøyet kommer inn fra. Dette er en enkel prosess, kjent selv for en amatørvender, og krever derfor ikke separat vurdering.

Etter å ha klargjort avfasningene på maskinen, må du stille inn minimumshastigheten for å forhindre spindelrotasjon. På mange maskiner kan kjevechucken gi slark under belastning, så i dette tilfellet er det nødvendig å installere et avstandsstykke. For å gjøre dette, plasser en bolt og mutter i passende høyde under den. Når du skruer den ut, øker lengden på stopperen, slik at den presses tett mot patronen, og dermed eliminerer rullingen.

Spaltekutteren klemmes lett fast i verktøyholderen. Den justerer bøssingen i midten, hvoretter det er nødvendig å gjøre finjusteringer. For å gjøre dette settes den inn i bøssingen og beveger seg i lengderetningen med skyvelæret langs lysbildet. Den resulterende ripen skal løpe langs gjennomføringshullet fra den ene kanten til den andre. Det skal ikke være en seksjon uten en ripe i kuttlinjen. Hvis det eksisterer, indikerer dette tilstedeværelsen av en forvrengning. Når kutteren er riktig plassert, må den klemmes veldig hardt, siden belastningen ved meisling er mye høyere enn ved standard dreiearbeid.
Meislingsprosess
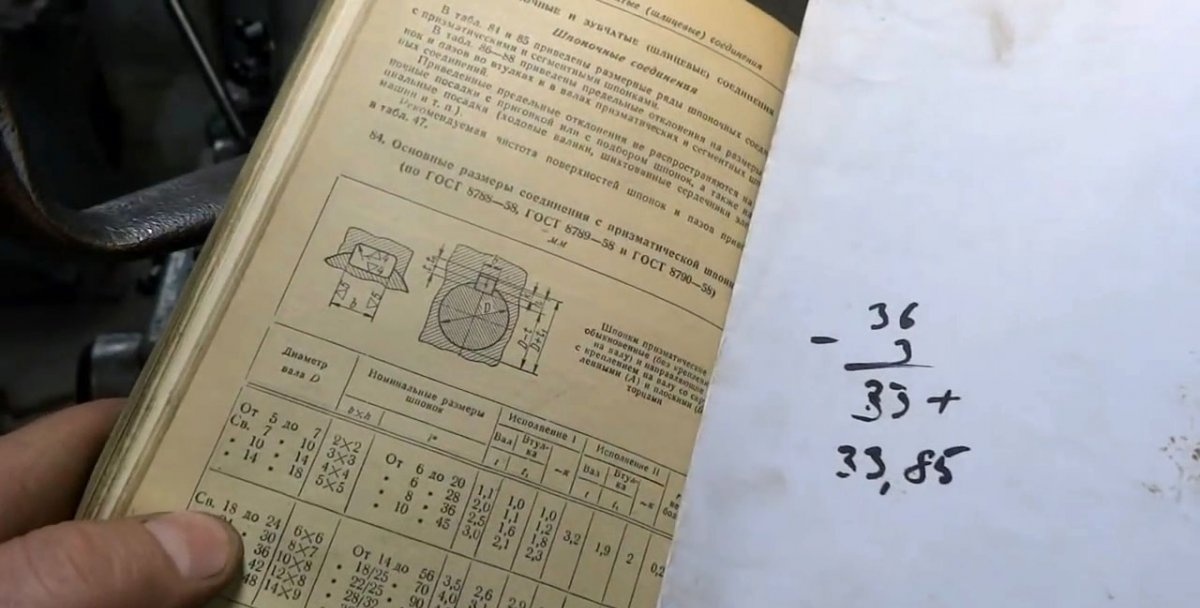
Siden hylsen har sin egen radius på innsiden, før man begynner å måle dybden på sporet, er det nødvendig å kutte den av for å få et flatt område, som vil være nullreferansepunktet. For å gjøre dette, ved hjelp av en skyvelære, flytter jeg kutteren inne i bøssingen langs den langsgående lysbildet, og fjerner de fineste metallsponene. Etter at den har kommet tilbake til sin opprinnelige posisjon, bringer jeg skjærekanten nærmere langs den tverrgående sklien til hylsens kropp med 0,1 mm. Igjen gjør jeg en langsgående bevegelse langs vognen. Jeg gjentar prosessen til rennen mister sin radius. Så snart han går, vil dette være nullpunktet for nedtellingen.

Nå begynner jeg å meisle kilesporet. I mitt tilfelle bør dybden være 2,6 mm. Ved bruk av trinn på 0,1 mm vil det kreve 26 skjærebevegelser for å oppnå denne dybden.


Etter å ha dyppet sporet med 2,6 mm, uten å endre innstillingene på skiven, må du gjøre noen flere gjentatte bevegelser av kutteren for å rense planet for små grader. Deretter fjernes hylsen fra patronen. Den andre enden er ganske grov, men dette løses enkelt. Borekutteren er igjen installert i verktøyholderen, og pene avfasninger fjernes. Etter dette kan hylsen brukes til det tiltenkte formålet.
Meisling på dreiebenk er en langvarig, men ikke komplisert prosess. I mitt tilfelle er den langsgående bevegelsen til kaliperen motorisert, så alt gjøres relativt raskt. Det er også mulig å lage et spor på budsjettmaskiner med manuell drift, men i dette tilfellet vil det ta mye mer tid.
Se videoen
Lignende mesterklasser






Spesielt interessant






Kommentarer (5)
