Hvordan lage en skivebladkutter
Med denne enheten er det enkelt og enkelt å kutte metallplater ikke bare langs rette, men også buede linjer, og til og med kutte ut sirkler, ovaler og andre komplekse former. Det kan lages uten store kostnader, ved å bruke enkle verktøy og ha gjennomsnittlige ferdigheter i å jobbe med metall.

Vi trenger følgende materialer og produkter:
I dette arbeidet trenger du: merkekompass, plasmakutter, boring og dreiebenk, kvern, sveising, kran med sveiv, bor, baufil, trekantfil, sprøytepistol, etc.
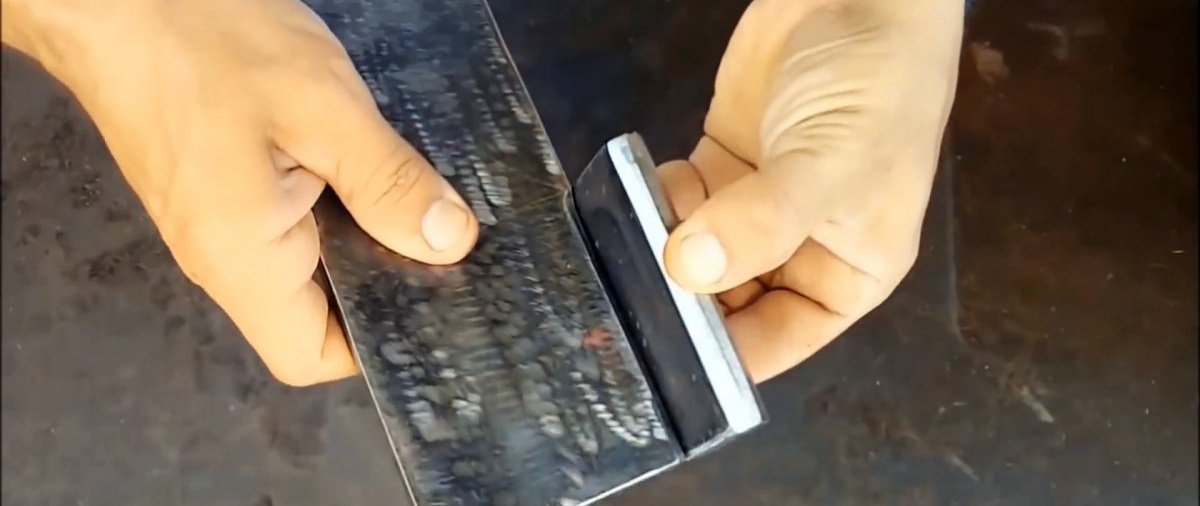
Vi begynner arbeidet med produksjon av skjæreskiver. For å gjøre dette tegner vi to like sirkler på en stripe av verktøystål ved hjelp av et markeringskompass, og holder stripen i en skrustikke, kutter vi ut runde emner med en plasmakutter.

Vi lager hull i midten som vi setter inn bolten i, og ved hjelp av en høytrykksvasker og mutter komprimerer vi den godt.


Deretter sliper vi begge emnene og trimmer dem på en dreiebenk til de nødvendige dimensjonene.



Etter å ha snudd de ytre diametrene på en kjegle, får arbeidsstykkene egenskapene til knivskiver når det gjelder geometri, og etter herding og styrke.
Ved hjelp av en plasmakutter kutter vi ut to emner av forskjellige former fra en stålplate, som etter bearbeiding vil bli støtter for skjæreskivene og grunnlaget for kraftkretsen til arkskjæreren.


Deretter bruker vi en kvern for å behandle disse emnene og en liten rektangulær plate på alle sider, foretar valg og skjærer kantene for sveising. Vi legger platen med en skrå kant mot fordypningen på arbeidsstykket med en avrundet side og sveiser den vertikalt.


Vi påfører et rektangulært fremspring av det andre arbeidsstykket til denne platen på toppen, og etter å ha kontrollert den rette vinkelen, sveiser vi den på begge sider. Vi renser sveisesømmene med en kvern og fjerner defekter.

Vi legger knivskivene til installasjonsstedene med nødvendig overlapping av skjærekantene og markerer midten av hullene for å feste skivene, laget på en boremaskin.

I hullet for å feste den drevne skiven, kutt en tråd med en kran. Vi skruer bolten med kniven inn i den og fester den på baksiden med en mutter.

Vi setter inn drivskivens akse i form av en bolt uten hode inn i hullet i midten og sveiser den på baksiden. Vi fører boltstangen gjennom stativet og på baksiden strammer vi mutteren med hull i motsatte kanter, som vi skruer den andre på.



Bruk hullet i den første mutteren, bruk et bor til å bore et hull for tappen i boltakselen. Fjern den andre mutteren og skjær av enden av bolten med en metallsag i flukt med den gjenværende maskinvaren.


Vi klemmer drivskiven i en skrustikke og bruker en trekantet fil på skjærekanten langs hele omkretsen for å kutte tverrgående spor som arket skal kuttes og flyttes med.


Vi installerer drivskiven på plass, skru mutteren på bolten, justerer hullene der vi setter inn pinnen og hamrer den i flukt med overflaten på mutteren.


Vi sveiser en forlengelse til håndtaket på nøkkelen med en firkant - en stiv stang for å øke innflytelsen. Vi rengjør sveiseområdet med en kvern for å fjerne perler og grader.


Vi legger et sekskanthode på drivskivemutteren, som vi roterer med en nøkkel med en ytre firkant, og setter den inn i det firkantede hullet på hodet.

Vi kutter ut bunnen for platekutteren fra metallplater og borer to hull i midten nærmere kantene. Vi plasserer kraftenheten til enheten over basen, og etter å ha justert vertikalen, sveiser vi den.
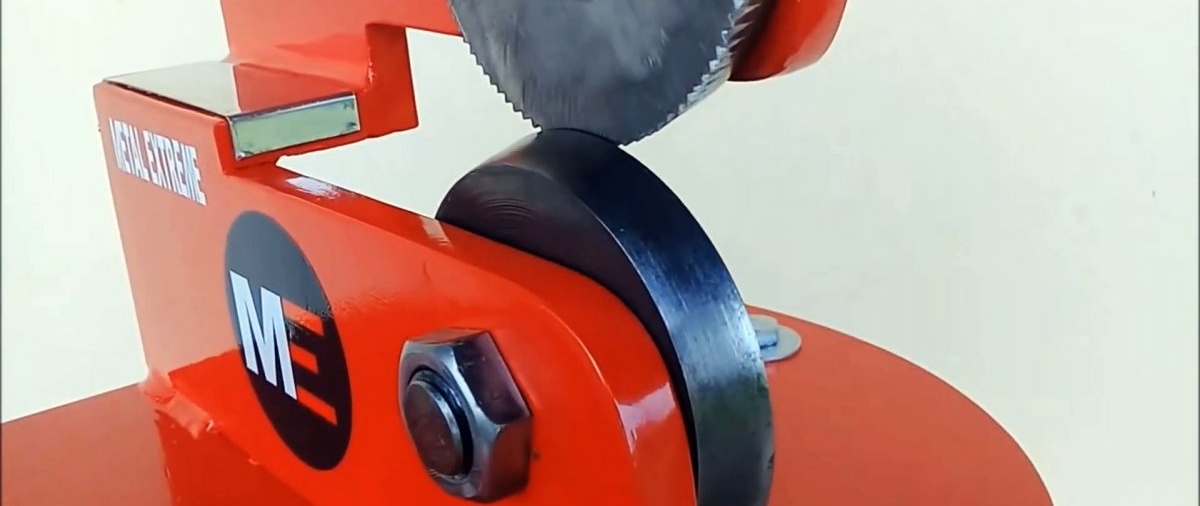
Vi maler de grunnleggende delene av arkkutteren i en farge, og de bevegelige delene i en annen. La malingen tørke og sett dem sammen igjen. Basen på enheten er boltet til en sterk og stabil masse.

Platesagen kutter svarte, galvaniserte og rustfrie stålplater i både rette og buede baner og skjærer til og med ut sirkler, ovaler og andre komplekse former. For å gjøre dette bringer vi materialet til skiveknivene og roterer drivskiven.





Vil trenge
Vi trenger følgende materialer og produkter:
- verktøyet stål stripe;
- stålplate;
- bolter og muttere;
- pin;
- firkantnøkkel;
- stål stripe;
- hex hodet;
- maling i to farger.
I dette arbeidet trenger du: merkekompass, plasmakutter, boring og dreiebenk, kvern, sveising, kran med sveiv, bor, baufil, trekantfil, sprøytepistol, etc.
Produksjonsprosess for arkkutter
Vi begynner arbeidet med produksjon av skjæreskiver. For å gjøre dette tegner vi to like sirkler på en stripe av verktøystål ved hjelp av et markeringskompass, og holder stripen i en skrustikke, kutter vi ut runde emner med en plasmakutter.

Vi lager hull i midten som vi setter inn bolten i, og ved hjelp av en høytrykksvasker og mutter komprimerer vi den godt.


Deretter sliper vi begge emnene og trimmer dem på en dreiebenk til de nødvendige dimensjonene.



Etter å ha snudd de ytre diametrene på en kjegle, får arbeidsstykkene egenskapene til knivskiver når det gjelder geometri, og etter herding og styrke.
Ved hjelp av en plasmakutter kutter vi ut to emner av forskjellige former fra en stålplate, som etter bearbeiding vil bli støtter for skjæreskivene og grunnlaget for kraftkretsen til arkskjæreren.


Deretter bruker vi en kvern for å behandle disse emnene og en liten rektangulær plate på alle sider, foretar valg og skjærer kantene for sveising. Vi legger platen med en skrå kant mot fordypningen på arbeidsstykket med en avrundet side og sveiser den vertikalt.

Vi påfører et rektangulært fremspring av det andre arbeidsstykket til denne platen på toppen, og etter å ha kontrollert den rette vinkelen, sveiser vi den på begge sider. Vi renser sveisesømmene med en kvern og fjerner defekter.

Vi legger knivskivene til installasjonsstedene med nødvendig overlapping av skjærekantene og markerer midten av hullene for å feste skivene, laget på en boremaskin.

I hullet for å feste den drevne skiven, kutt en tråd med en kran. Vi skruer bolten med kniven inn i den og fester den på baksiden med en mutter.
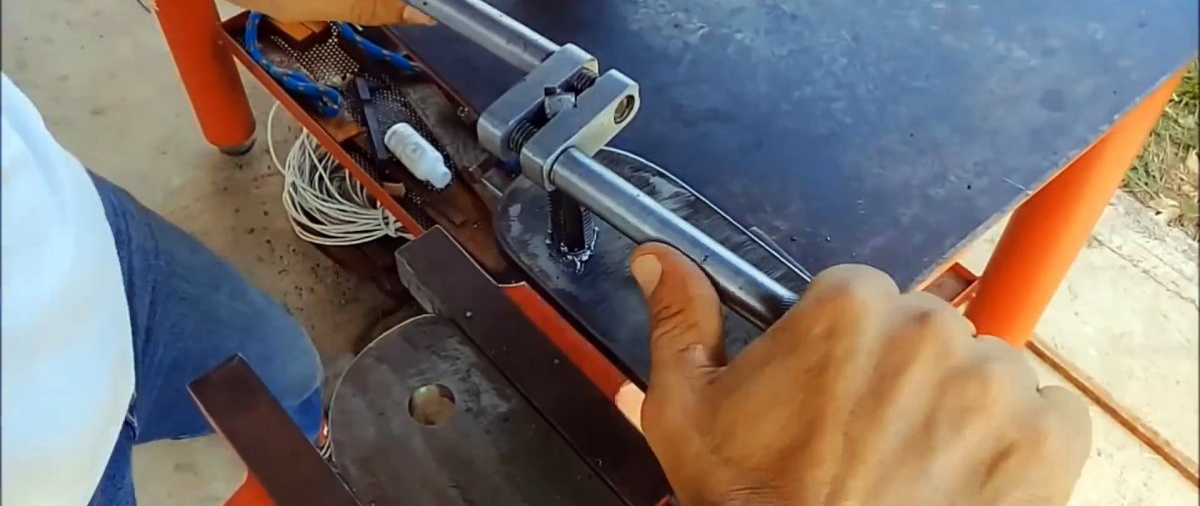
Vi setter inn drivskivens akse i form av en bolt uten hode inn i hullet i midten og sveiser den på baksiden. Vi fører boltstangen gjennom stativet og på baksiden strammer vi mutteren med hull i motsatte kanter, som vi skruer den andre på.



Bruk hullet i den første mutteren, bruk et bor til å bore et hull for tappen i boltakselen. Fjern den andre mutteren og skjær av enden av bolten med en metallsag i flukt med den gjenværende maskinvaren.


Vi klemmer drivskiven i en skrustikke og bruker en trekantet fil på skjærekanten langs hele omkretsen for å kutte tverrgående spor som arket skal kuttes og flyttes med.


Vi installerer drivskiven på plass, skru mutteren på bolten, justerer hullene der vi setter inn pinnen og hamrer den i flukt med overflaten på mutteren.


Vi sveiser en forlengelse til håndtaket på nøkkelen med en firkant - en stiv stang for å øke innflytelsen. Vi rengjør sveiseområdet med en kvern for å fjerne perler og grader.


Vi legger et sekskanthode på drivskivemutteren, som vi roterer med en nøkkel med en ytre firkant, og setter den inn i det firkantede hullet på hodet.

Vi kutter ut bunnen for platekutteren fra metallplater og borer to hull i midten nærmere kantene. Vi plasserer kraftenheten til enheten over basen, og etter å ha justert vertikalen, sveiser vi den.
Vi maler de grunnleggende delene av arkkutteren i en farge, og de bevegelige delene i en annen. La malingen tørke og sett dem sammen igjen. Basen på enheten er boltet til en sterk og stabil masse.

Platesagen kutter svarte, galvaniserte og rustfrie stålplater i både rette og buede baner og skjærer til og med ut sirkler, ovaler og andre komplekse former. For å gjøre dette bringer vi materialet til skiveknivene og roterer drivskiven.



Se videoen
Lignende mesterklasser






Spesielt interessant






Kommentarer (0)
