Hvordan lage et trekantet hull i tykt stål
Et spesielt stempel brukes til å lage formede hull i tykt stålplate. Han presser dem gjennom ved hjelp av press. Et slikt fabrikkprodusert verktøy er vanligvis utstyrt med en hydraulisk drift, og det er derfor det koster utrolig mye. For hjemmebruk kan du lage en forenklet versjon av den. Det er veldig praktisk å jobbe med en slik hjemmelaget maskin, da den slår hull i ønsket form uten støy, flis og støv.

Du må kutte 2 identiske emner fra den tilgjengelige stålplaten. Deres parametere velges avhengig av bredden på stålplatedelene som skal stanses. Hvis det bare er striper, er en blank størrelse på 10x20 cm tilstrekkelig.

Hjørnene på platene er boret med nøyaktig symmetri, det er viktig at hullene på begge arbeidsstykkene faller sammen.

Først brukes et tynt bor, deretter et større, siden boring av så tykt stål i en omgang er vanskelig og tidkrevende.


I en av platene kuttes en gjenge for forberedte bolter.

Det gjengede arbeidsstykket bores i midten med samme bor som ble brukt tidligere. Tvert imot er det laget et blindhull i den andre platen. Den skal være litt større i diameter enn tverrsnittet til dysen som skal brukes.


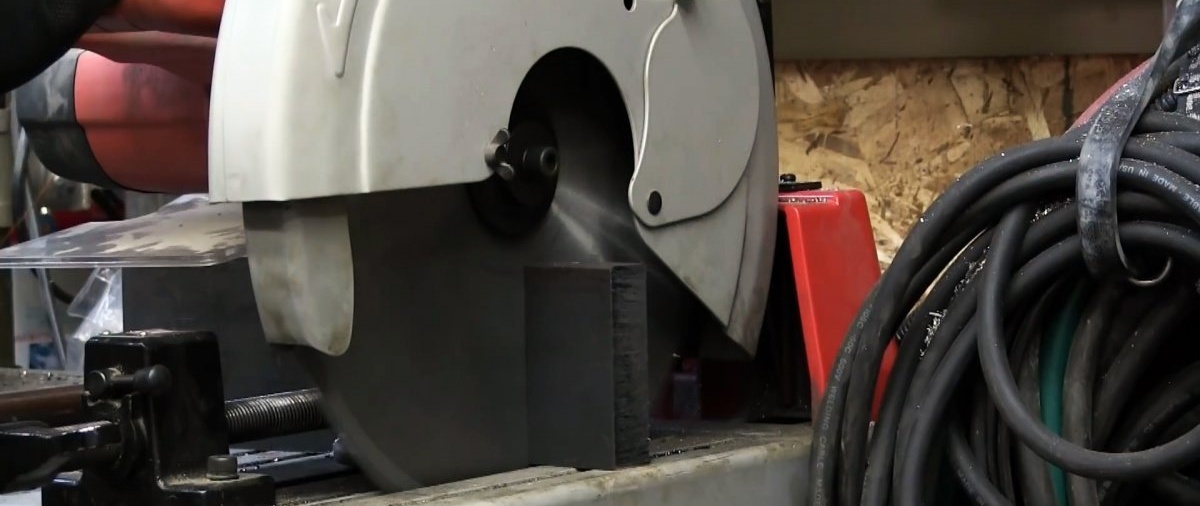
Deretter tar du boret som ble brukt til å bore det blinde hullet, og på skaftet er det laget et spor 10-15 mm langt i form av det nødvendige stempelet.


Dette vil være et arbeidsverktøy som direkte gjennomborer metallet. Deretter kuttes boret litt under sporet.



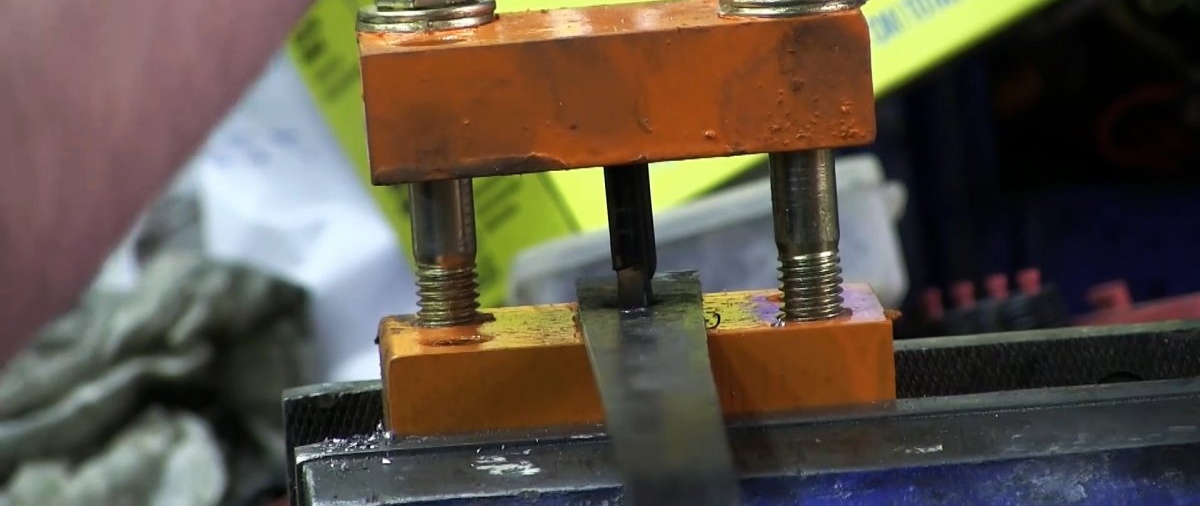
Stemplet settes inn i et blindhull. Etter dette settes platene sammen og festes med et par bolter. Nå, når du legger emner mellom dem under stempelet og strammer boltene, vil maskinen kunne stikke hull i dem.

Hvis du må stikke hull i tykt stål, så skrus det inn 2 bolter til i pressen for å fordele belastningen og ikke knekke gjengene i bunnplaten. Sammen vil de skape en last på flere tonn og presse gjennom nesten hva som helst, spesielt hvis du setter en lang spak på skiftenøkkelen. I fremtiden kan pressen med stempelet fjernet også brukes til å komprimere deler under liming, ved reparasjon av ødelagte kammer og løsning av andre problemer der det er nødvendig å gi kraftig kompresjon.



Materialer:
- stålplate 15-20 mm eller tykkere;
- bolter M14-M20 – 2 stk.;
- unødvendig eller ødelagt metallbor.
Maskinens produksjonsprosess
Du må kutte 2 identiske emner fra den tilgjengelige stålplaten. Deres parametere velges avhengig av bredden på stålplatedelene som skal stanses. Hvis det bare er striper, er en blank størrelse på 10x20 cm tilstrekkelig.
Hjørnene på platene er boret med nøyaktig symmetri, det er viktig at hullene på begge arbeidsstykkene faller sammen.

Først brukes et tynt bor, deretter et større, siden boring av så tykt stål i en omgang er vanskelig og tidkrevende.


I en av platene kuttes en gjenge for forberedte bolter.

Det gjengede arbeidsstykket bores i midten med samme bor som ble brukt tidligere. Tvert imot er det laget et blindhull i den andre platen. Den skal være litt større i diameter enn tverrsnittet til dysen som skal brukes.


Deretter tar du boret som ble brukt til å bore det blinde hullet, og på skaftet er det laget et spor 10-15 mm langt i form av det nødvendige stempelet.


Dette vil være et arbeidsverktøy som direkte gjennomborer metallet. Deretter kuttes boret litt under sporet.



Stemplet settes inn i et blindhull. Etter dette settes platene sammen og festes med et par bolter. Nå, når du legger emner mellom dem under stempelet og strammer boltene, vil maskinen kunne stikke hull i dem.
Hvis du må stikke hull i tykt stål, så skrus det inn 2 bolter til i pressen for å fordele belastningen og ikke knekke gjengene i bunnplaten. Sammen vil de skape en last på flere tonn og presse gjennom nesten hva som helst, spesielt hvis du setter en lang spak på skiftenøkkelen. I fremtiden kan pressen med stempelet fjernet også brukes til å komprimere deler under liming, ved reparasjon av ødelagte kammer og løsning av andre problemer der det er nødvendig å gi kraftig kompresjon.


Se videoen
Lignende mesterklasser






Spesielt interessant






Kommentarer (0)
