Hvordan rulle et rør og lage en vakker spiss ved hjelp av en dreiebenk
På dreiebenker, i tillegg til å bearbeide hovedsakelig metallarbeidsstykker, kan mange andre operasjoner utføres, spesielt prosessen med sluttfriksjonssveising eller rørrulling ved hjelp av den termomekaniske metoden.
Hvordan lage en vakker spiss ved hjelp av en dreiebenk
I begge disse tilfellene brukes den lenge kjente prosessen med å konvertere kinetisk eller drivkraftig energi til sin termiske form. Den består i det faktum at når metallarbeidsstykker eller deler gni mot hverandre, stiger temperaturen og kan først nå punktet for plastmykning, og deretter til og med smeltepunktet.

La oss prøve å bruke denne teknikken for prosessen med å rulle et rundt rør. For å gjøre dette, i verktøyholderen, i stedet for en konvensjonell kutter, fester vi en stiv plate laget av varmebestandig stål med en halvsylindrisk fordypning ved arbeidsenden, hvis diameter må falle sammen med den ytre diameteren til runden. rør som vi skal utsette for rulleprosessen.
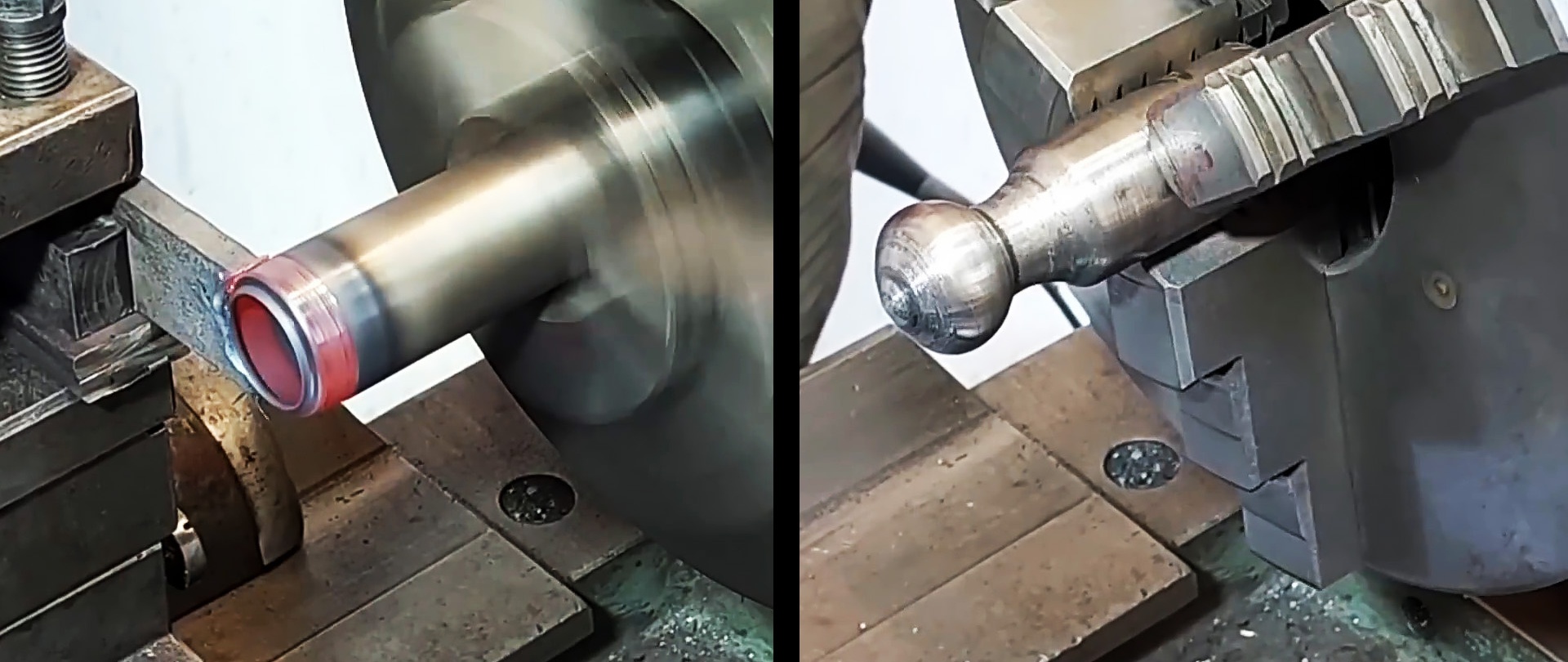
For å forhindre at enden av et rundt rør begynner å deformeres under termomekanisk påvirkning, før vi klemmer den inn i chucken på en dreiebenk, legger vi en mutter eller noe lignende i den med en passende diameter.
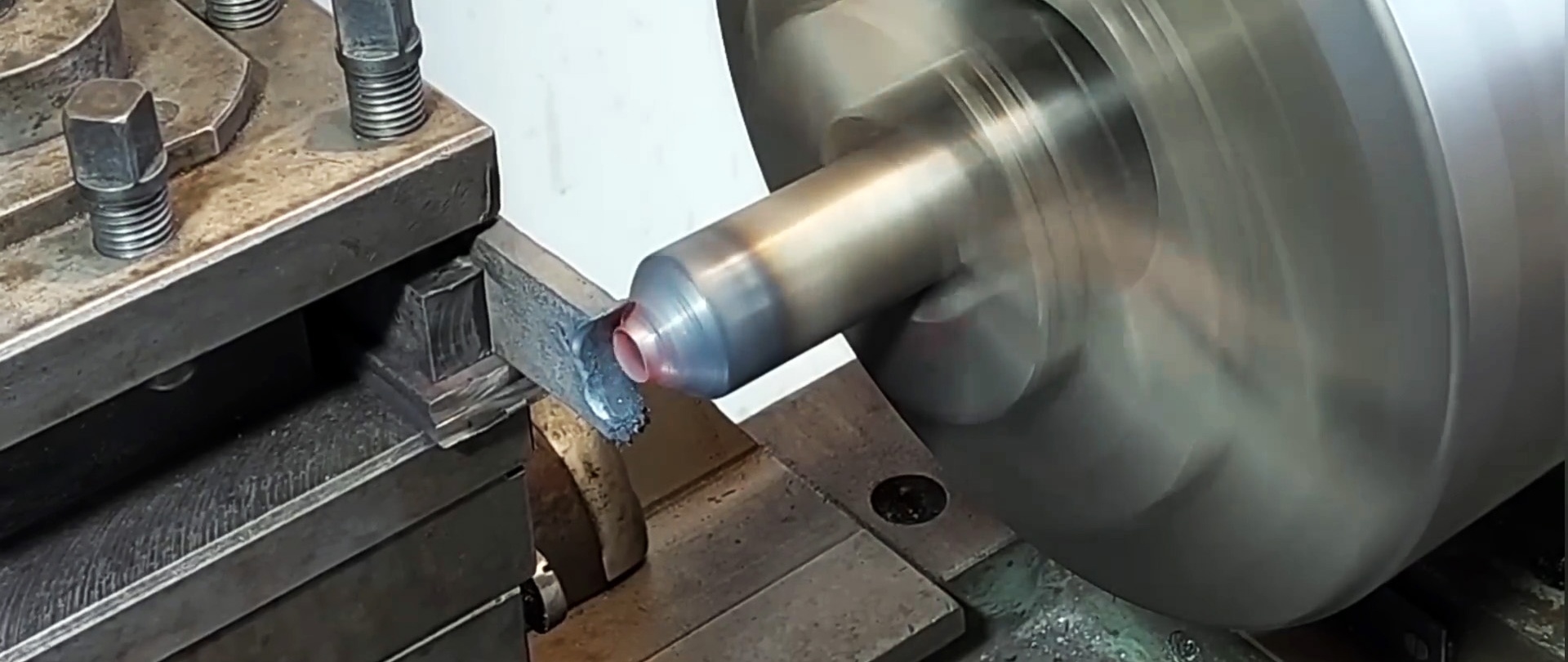
Vi bringer fordypningen ved arbeidsenden av den varmebestandige platen til det runde røret og slår på tverrmatingen. Etter kort tid vil metallet i røret begynne å varme opp intenst og bli rødt. I dette tilfellet oppstår en ganske betydelig mykning av rørmetallet.
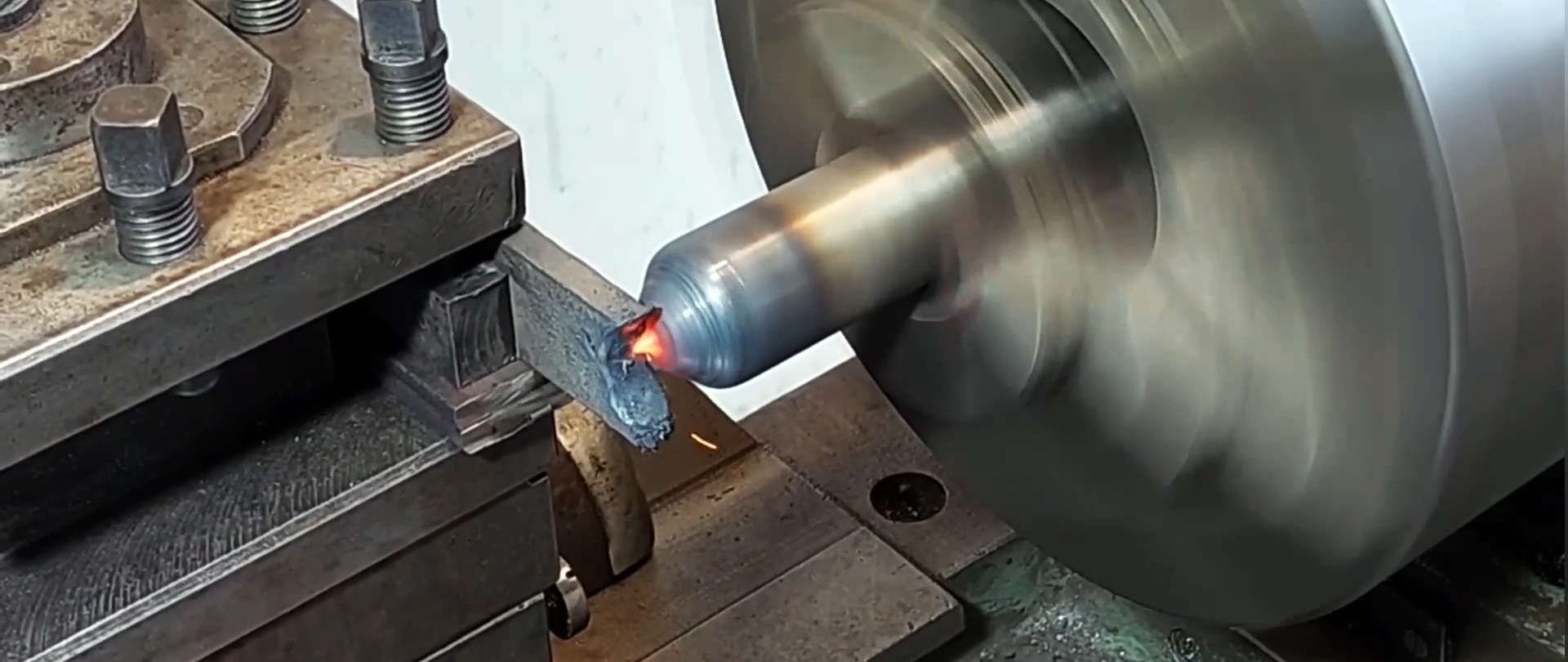
Ved å kombinere den tverrgående og langsgående matingen til kaliperen får vi en rett kjegle i enden av røret, som vi gradvis forvandler til en nesten halvkule. Deretter hviler vi fordypningen til den varmebestandige platen mot seksjonen av røret bak endehodet, og ved å justere den tverrgående og langsgående matingen, varmer vi metallet rødglødende og danner først en kjegle, og deretter nesten en halvkule.
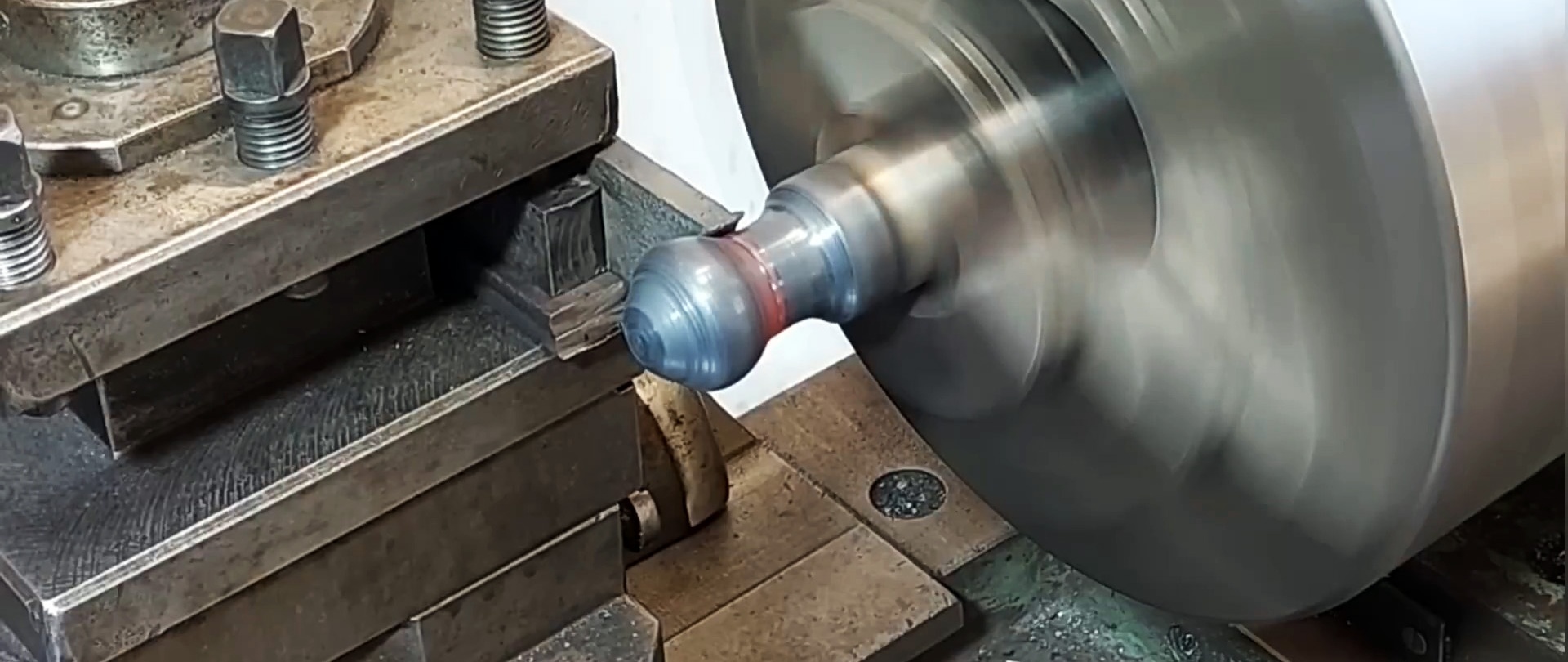
Videre, ved å fortsette å påvirke den resulterende profilen termisk og mekanisk, oppnår vi den ideelt mulige kuleformen. La metallet avkjøles, slipp det litt, og installer røret igjen med en grovt formet kuleformet ende.

Ved hjelp av en håndfil fjerner vi de mest merkbare merkene, uregelmessighetene og gradene. Deretter begynner vi slipeprosessen ved å bruke sandpapir med avtagende korn, først ved lave hastigheter og avslutter sliping av overflaten med maksimal hastighet.














