Jak zrobić rowek wpustowy na tokarce

Zwykle tokarka jest używana do wytaczania, gwintowania, rozwiercania, pogłębiania i wiercenia, ale na tym ich możliwości się nie kończą. Proponuję rozważyć sposób wykorzystania go do wywiercenia wpustu w tulei. Używam do tego tokarki do gwintowania 1K62.

Zestaw narzędzi
Aby wykonać pracę, oprócz maszyny, będziesz potrzebować:
- wytaczadło;
- frez szczelinowy;
- olej do smarowania.
Można oczywiście zastosować dowolny wytaczadło w ramach możliwości średnicy tulei. Jeśli chodzi o narzędzie dłutujące, jego przekrój dobiera się tak, aby odpowiadał wymaganej szerokości rowka wpustowego. Olej smarowy jest wymagany tylko w przypadku pracy z twardym metalem. W przypadku stali miękkich, pod warunkiem zastosowania wysokiej jakości frezów, nie jest to konieczne, ponieważ wytaczanie fazowe i dłutowanie nie powoduje krytycznego przegrzania, co może przyspieszyć ścieranie krawędzi skrawającej narzędzia.

Etap przygotowawczy
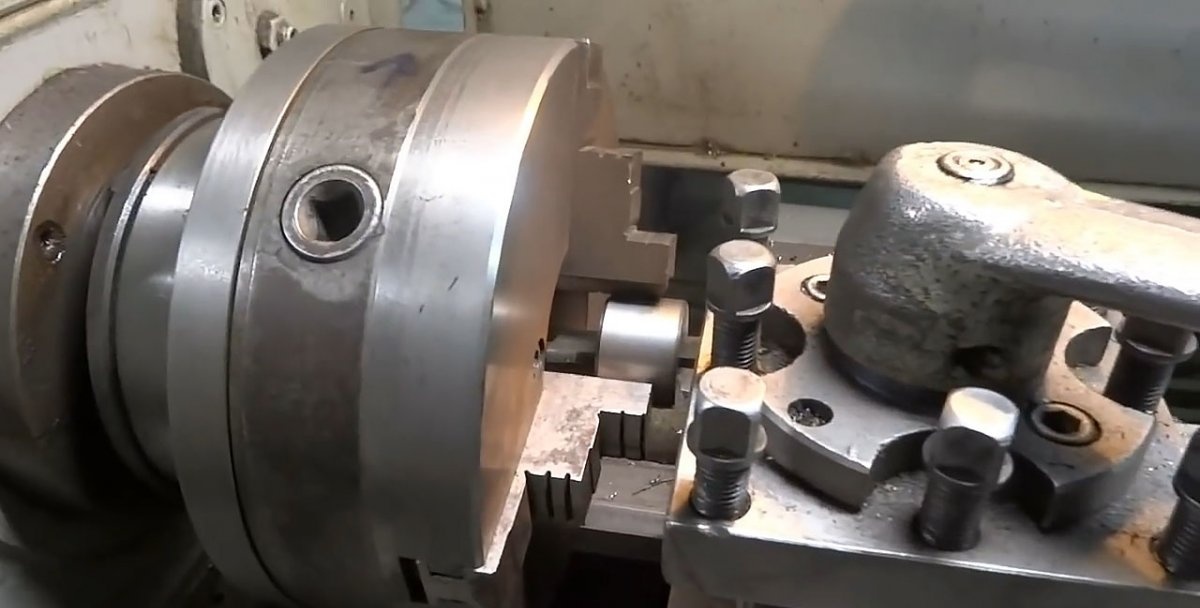
Tuleja montowana jest w uchwycie trójszczękowym. Przed wykonaniem dłutowania należy najpierw przygotować jego fazę wewnętrzną i zewnętrzną za pomocą wytaczaka.Wykonuje się je tylko po stronie, z której wejdzie narzędzie dłutujące. Jest to najprostszy proces, znany nawet tokarzowi-amatorowi, dlatego nie wymaga osobnego rozważania.

Po przygotowaniu fazek na maszynie należy ustawić minimalną prędkość obrotową, aby zapobiec obracaniu się wrzeciona. W wielu maszynach uchwyt szczękowy może dawać luz pod obciążeniem, dlatego w tym przypadku konieczne jest zainstalowanie podkładki dystansowej. W tym celu należy podłożyć pod niego śrubę i nakrętkę o odpowiedniej wysokości. Podczas odkręcania zwiększa się długość ogranicznika, dzięki czemu jest on mocno dociskany do wkładu, eliminując w ten sposób walcowanie.

Frez do rowków jest lekko zaciśnięty w uchwycie narzędzia. Wyrównuje tuleję pośrodku, po czym należy dokonać drobnych regulacji. Aby to zrobić, wkłada się go do tulei, przesuwając wzdłużnie zaciskiem wzdłuż suwaka. Powstała rysa powinna przebiegać wzdłuż otworu tulei od jednej krawędzi do drugiej. Na linii cięcia nie powinno być odcinka bez rysy. Jeśli istnieje, oznacza to obecność zniekształcenia. Gdy frez jest prawidłowo ustawiony, należy go bardzo mocno docisnąć, ponieważ obciążenie podczas dłutowania jest znacznie większe niż podczas standardowych prac tokarskich.
Proces dłutowania
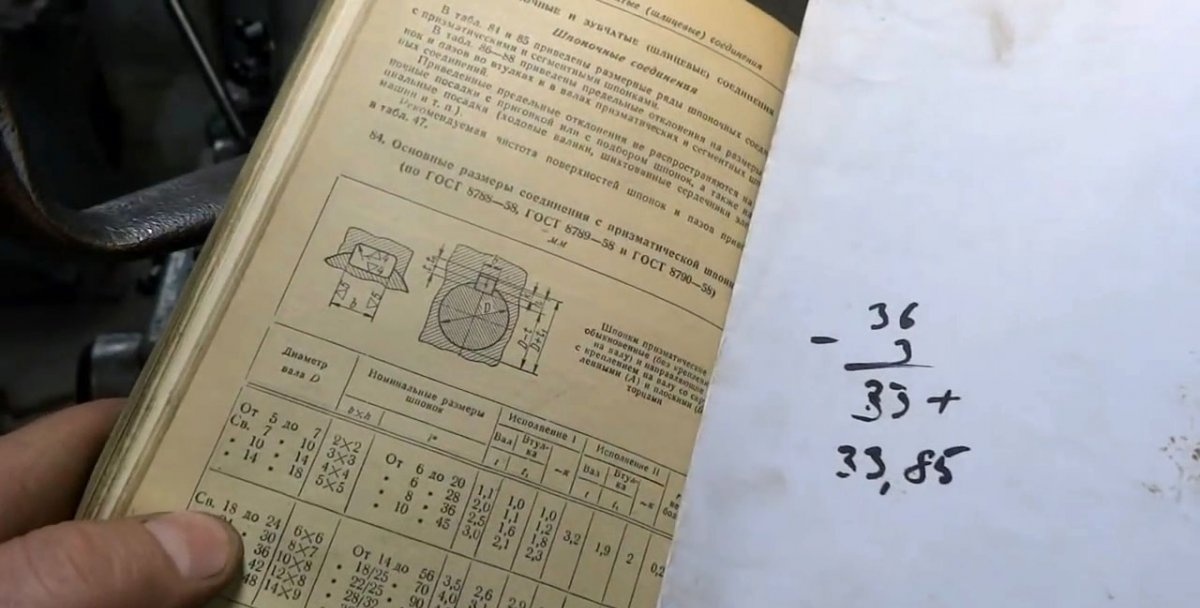
Ponieważ tuleja ma wewnątrz swój własny promień, przed rozpoczęciem pomiaru głębokości rowka należy ją odciąć, aby uzyskać płaską powierzchnię, która będzie zerowym punktem odniesienia. W tym celu za pomocą suwmiarki przesuwam frez wewnątrz tulei po prowadnicy wzdłużnej, usuwając najdrobniejsze wióry metalowe. Po powrocie do pierwotnego położenia przybliżam krawędź tnącą wzdłuż prowadnicy poprzecznej do korpusu tulei o 0,1 mm. Ponownie wykonuję ruch wzdłużny wzdłuż wózka. Czynność powtarzam aż rynna straci swój promień. Gdy tylko opuści drużynę, będzie to punkt zerowy w odliczaniu.

Teraz zaczynam rzeźbić wpust. W moim przypadku jego głębokość powinna wynosić 2,6 mm. Przy zastosowaniu przyrostów co 0,1 mm, osiągnięcie tej głębokości wymagałoby 26 cięć frezu.


Po pogłębieniu rowka o 2,6 mm, bez zmiany ustawień na tarczy, należy wykonać jeszcze kilka powtarzalnych ruchów frezu, aby oczyścić płaszczyznę z drobnych zadziorów. Następnie rękaw jest usuwany z wkładu. Jego drugi koniec jest dość szorstki, ale można to łatwo rozwiązać. Wytaczadło jest ponownie instalowane w uchwycie narzędzia i usuwane są schludne fazowania. Następnie rękaw można wykorzystać zgodnie z jego przeznaczeniem.
Dłutowanie na tokarce jest procesem długotrwałym, choć nieskomplikowanym. W moim przypadku ruch wzdłużny zacisku jest zmotoryzowany, więc wszystko odbywa się stosunkowo szybko. Możliwe jest również wykonanie rowka na maszynach budżetowych z napędem ręcznym, ale w tym przypadku zajmie to znacznie więcej czasu.
Obejrzyj wideo
Podobne klasy mistrzowskie






Szczególnie interesujące






Komentarze (5)
