Jak nawiercić szybki nóż - stal P18
Możliwe, że specjalista od obróbki metali będzie musiał wiercić w stali szybkotnącej P18. Aby to zrobić, będziesz potrzebować wiertła, którego właściwości muszą przekraczać przetwarzany materiał.
Frez Quick P18 to stal narzędziowa, która wykorzystywana jest do produkcji frezów, wierteł, frezów, rozwiertaków, przeciągaczy itp. Można nimi obrabiać stale konstrukcyjne o wytrzymałości do 1 tys. MPa.
Wykorzystane materiały i narzędzia
Do naszego praktycznego eksperymentu będziemy potrzebować:
- Zdejmowane narzędzie tokarskie wykonane ze stali P18, wyprodukowane w 1958 roku.
- Nie nowe wiertło piórkowe o średnicy 5 mm do ceramiki i szkła.
- Wiertarka stołowa z regulowaną prędkością wrzeciona.
- Maszyna szmerglowa do ostrzenia narzędzi.
- Suwmiarka.
- Szorstki pilnik do metalu.
- Kawałek pręta kwadratowego ze stali P18.
- Frez wykonany ze stali R6M5.

Proces testowy
Do eksperymentu zdecydowaliśmy się na narzędzie tnące wykonane ze stali P18, która została wyprodukowana w czasach Związku Radzieckiego, co jest niezawodną gwarancją jego wysokiej jakości. Jest to dość trwały materiał.Oprócz frezów tokarskich wykonuje się z niego różne narzędzia, które służą do obróbki stali konstrukcyjnych i innych metali.
Narzędziem testowym było używane wiertło punktowe o średnicy 5 mm wyprodukowane w Chinach, powszechnie stosowane do obróbki metalu, ceramiki, szkła i kamienia.

Aby przywrócić właściwości skrawające tego wiertła, lekko je poprawimy na ściernicy napędzanej mechanicznie.


Wkładamy wiertło do uchwytu wiertarki stołowej i mocno zaciskamy kluczem.
Dla odniesienia użyj suwmiarki do pomiaru grubości części tnącej narzędzia tnącego. Okazało się, że wynosi 3,5 mm.

Dbamy o to, aby pionowy skok wrzeciona był wystarczający do przeprowadzenia wiercenia przelotowego frezem. Aby to zrobić, musisz upewnić się, że koniec wiertła sięga płaszczyzny podstawy i nadal jest pewna rezerwa mocy.
Przystępujemy do wiercenia, co jakiś czas zwalniając nacisk na narzędzie. Jest to konieczne, aby choć częściowo go schłodzić i oczyścić z wiórów i cząstek metalu powstających podczas wiercenia.

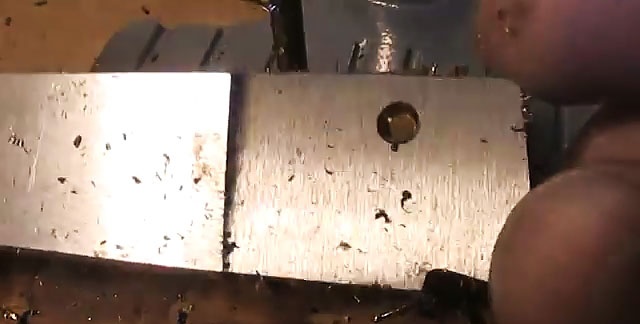
W momencie, gdy wierzchołek narzędzia wyjdzie z przeciwnej strony, zatrzymujemy proces i odwracamy frez na drugą stronę. Umieszczamy wiertło na znaku i kończymy proces.

Otwór przelotowy w obszarze części tnącej narzędzia tnącego wykonany ze stali P18 jest gotowy! Spędziliśmy na tym nie więcej niż 2-3 minuty, bez większego wysiłku, bez komplikacji i przy jednym ostrzeniu wiertła.
Pilnik ręczny do metalu nie nadaje się oczywiście do obróbki stali P18, chyba że można go zastosować do usunięcia zadziorów powstałych w procesie wiercenia.
Aby sprawdzić uzyskane wyniki, bierzemy kwadratowy pręt ze stali P18, wiercimy go i upewniamy się, że proces obróbki i jego wyniki pozostają takie same, nie różnią się od pierwszego razu.
Spróbujmy tym samym wiertłem bez szlifowania wywiercić kwadrat, albo jeszcze lepiej frezem ze stali szybkotnącej R6M5, która ma wyższe właściwości skrawające niż narzędzia ze stali R18, szczególnie pod względem dopuszczalnej temperatury pracy. A wiertło dobrze radzi sobie z tym materiałem.
Co zaskakujące, zwykłe tanie chińskie wiertło z końcówką 5 mm, przeznaczone przede wszystkim do pracy z ceramiką i szkłem, z łatwością wierci nie tylko szybkotnącą stal narzędziową P18, ale także bardziej wytrzymały gatunek P6M5.

Wnioski końcowe
Wierzymy, że przy nieco większym nakładzie czasu i wysiłku, ten sam efekt można osiągnąć stosując wiertło wykonane z tej samej stali P18. Ponadto wybór optymalnej prędkości, która wyraźnie powinna być niższa.
Okresowe smarowanie wiertła również ułatwi ten proces, co ułatwi lepszą obróbkę metalu i nieco schłodzi narzędzie podczas wiercenia. Może być konieczne kilka ostrzeń.
Oczywiście wykonanie jednego otworu nie jest trudne. Nie ma potrzeby szczególnej skrupulatności, najważniejsze jest posiadanie wystarczającej wytrwałości i cierpliwości. Ale gdy konieczne będzie wywiercenie co najmniej kilkunastu otworów w tym szybkim nożu, wówczas decydującą rolę odegrają wszystkie niedociągnięcia w ostrzeniu, trybie wiercenia, braku smarowania i chłodzenia narzędzia.
Obejrzyj wideo
Podobne klasy mistrzowskie






Szczególnie interesujące






Komentarze (8)
