Projekt roboczy domowej tokarki
Nawet dobrze używana tokarka jest nieosiągalna dla większości hobbystów, którzy potrzebują jej tylko do obróbki małych przedmiotów. Jeśli konieczne jest wykonanie niewielkiej ilości pracy, maszynę można wykonać własnymi rękami z walcowanego metalu i kilku części fabrycznych.

Rama maszyny jest spawana z narożnika 20x20 mm, jak na zdjęciu. Górną płaszczyznę gotowej części należy przeszlifować, aby móc równomiernie przymocować resztę wyposażenia.

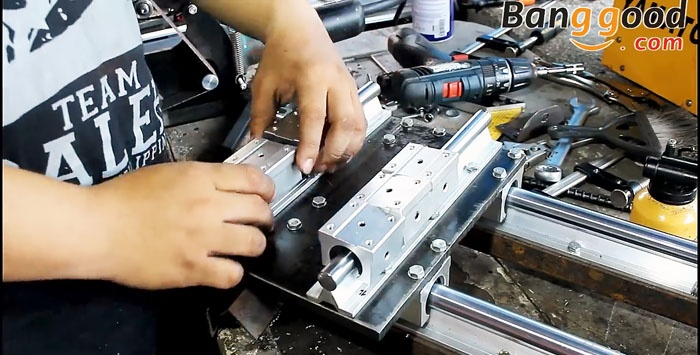
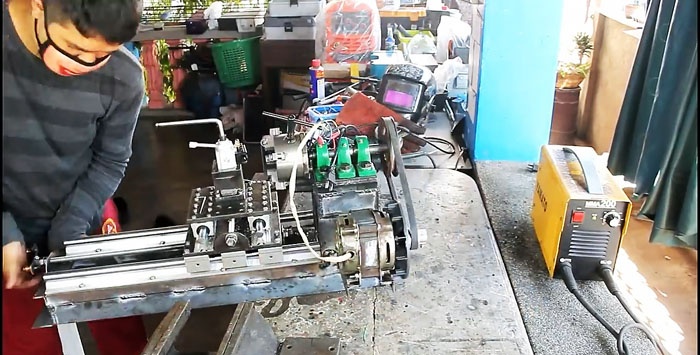
Wzdłuż ramy przykręcone są 2 prowadnice podłużne wykonane z wału na wsporniku aluminiowym SBR20. Wyposażone są w 3 wózki na łożyskach liniowych.

Płyta podstawy wycięta jest z blachy stalowej o grubości 10 mm, która będzie montowana na wózkach. Skręca się go 24 śrubami, po 4 na każdy wózek.


Następnie należy zabezpieczyć wał podający, który będzie przesuwał platformę wzdłuż maszyny. W tym celu stosuje się długi kołek o średnicy 10 mm. Mocowany jest do końcówek maszyny na przykręcanych wspornikach wykonanych z toczonego narożnika 30x30 mm.
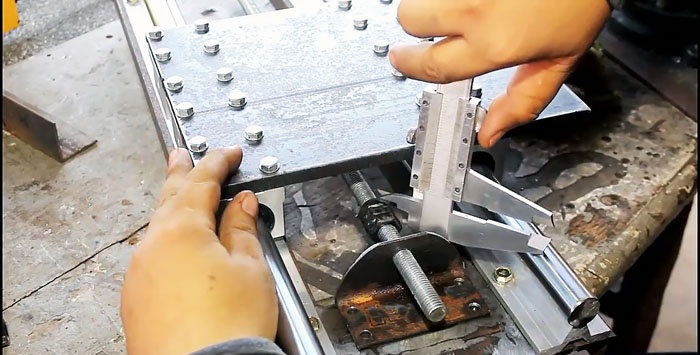
Aby przymocować platformę karetki do wału, należy wykonać występ z tyłu jej płyty. W tym celu wspornik jest wyginany z stalowej taśmy o grubości 3 mm. Należy go przykręcić do pieca jak na zdjęciu.

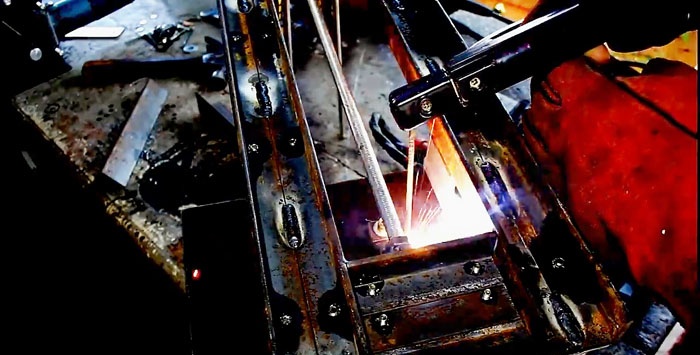
Następnie wykonany wspornik przyspawany jest do 3 nakrętek M10 przykręconych do wału zasilającego z kołka. Teraz, gdy wał się obraca, platforma porusza się wzdłuż maszyny.
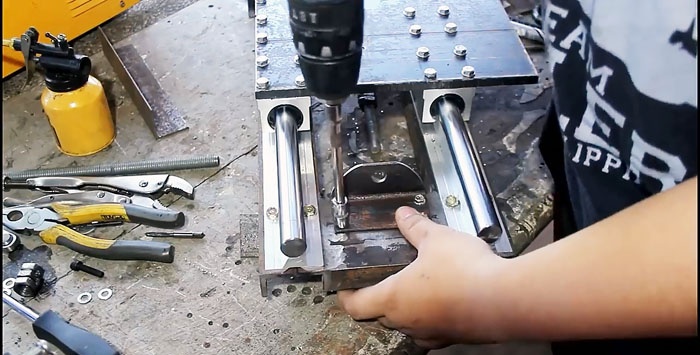
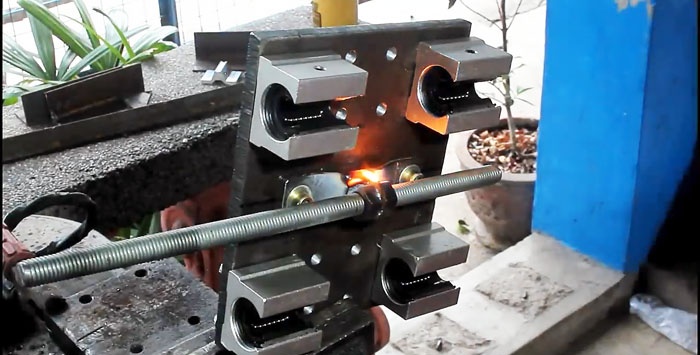
2 prowadnice poprzeczne z tego samego wału są przymocowane do gotowej platformy na aluminiowym wsporniku SBR20. Każda płoza wyposażona jest w 3 wózki.

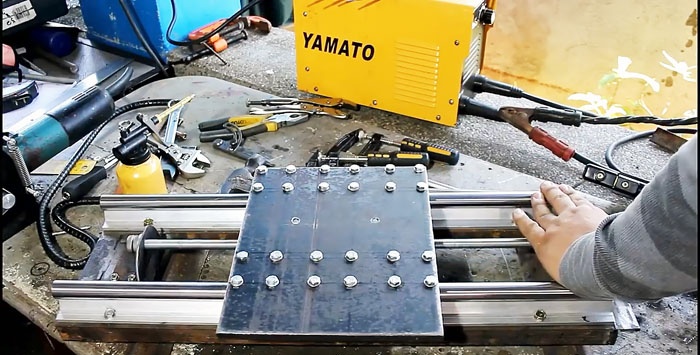
Do górnej części wózków przykręcona jest stalowa płyta o grubości 10 mm za pomocą 24 śrub.

Do bocznego ruchu platformy wymagana jest również instalacja wału podającego. Wykonany jest z tego samego pinu M10 według podobnej zasady co mechanizm dolnej platformy. W tym celu wykonuje się 2 wsporniki z toczonego narożnika 30x30 mm i wspornik z paska 3 mm, który jest przyspawany do 3 nakrętek M10 na wale.


Następnie musisz wykonać platformę sześcienną na uchwyt na narzędzia. Jej górna i dolna część może być wykonana z blachy stalowej o grubości 10 mm, a boki z blachy o grubości 3 mm. Ponieważ jednostka ta jest obciążona, należy ją wzmocnić dodatkową wkładką boczną wykonaną z blachy stalowej o grubości 3 mm. W górnej części powstałego sześcianu wykonuje się centralny otwór, w który wycina się nić. Służy do mocowania fabrycznego uchwytu narzędziowego.

Podstawa uchwytu narzędziowego przykręcana jest do małej platformy maszyny za pomocą 4 śrub.
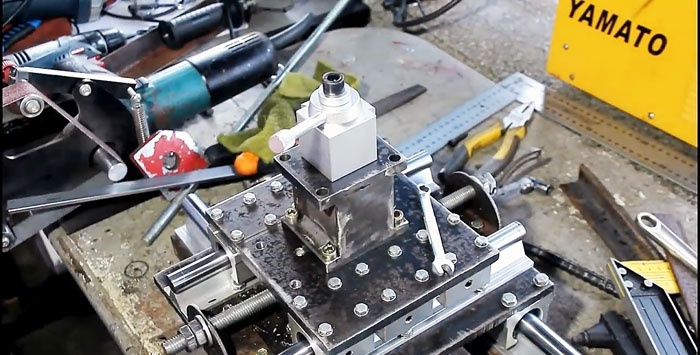
Uchwyty montowane są na wzdłużnych i poprzecznych wałach zasilających maszyny.

Narożnik 40x40 mm jest przyspawany na obwodzie podstawy maszyny z narożnika 20x20 mm. Wzdłużne części nowego kątownika zostały wydłużone, aby zapewnić po lewej stronie podstawę do mocowania wrzeciona.
Do powstałej podstawy przyspawany jest narożnik 40x40 mm, jak na zdjęciu. Powstała konstrukcja jest wzmocniona wkładkami, ponieważ będzie poddawana silnemu obciążeniu odkształcającemu.
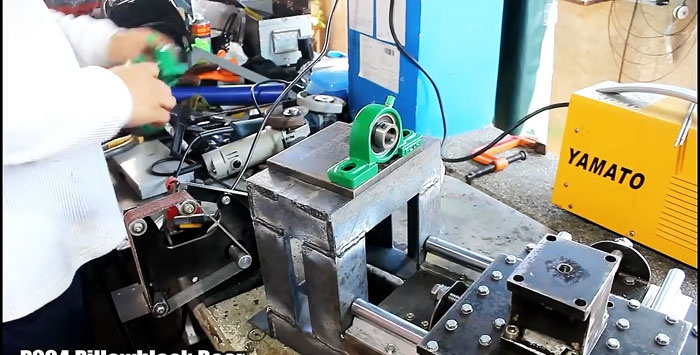
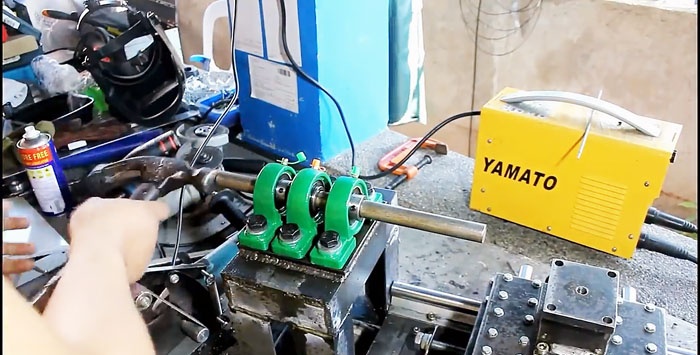
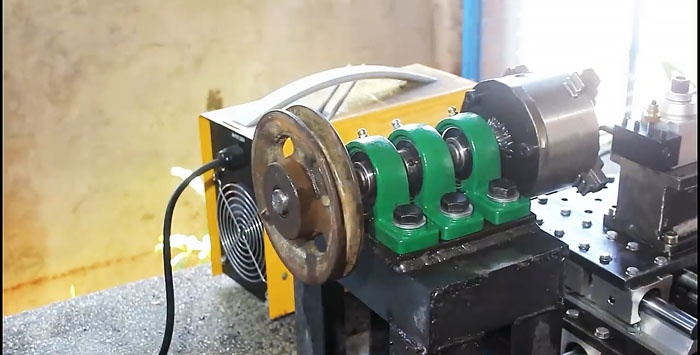
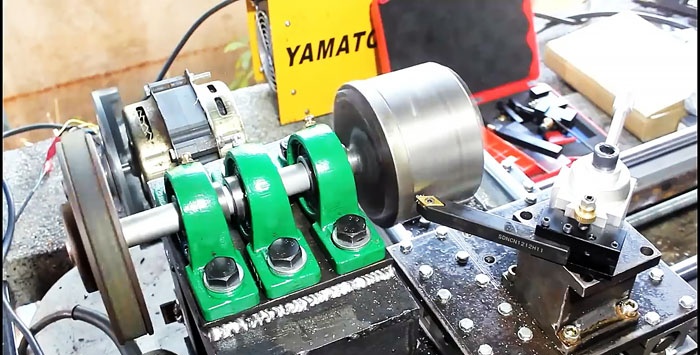
Do powstałej ramy przyspawana jest platforma wykonana z blachy stalowej o grubości 10 mm. Przymocowane są do niego 3 łożyska w oprawie z pazurami. W łożyskach włożony jest stalowy wał.
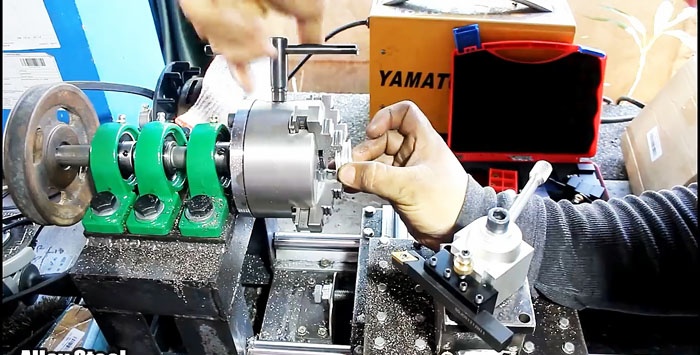
Okrąg odpowiadający średnicy fabrycznego uchwytu czteroszczękowego wycięty jest z blachy stalowej o grubości 10 mm. W jego środku wykonany jest duży otwór odpowiadający średnicy wału. Wyprodukowana część osadzona jest na wale osadzonym na łożyskach
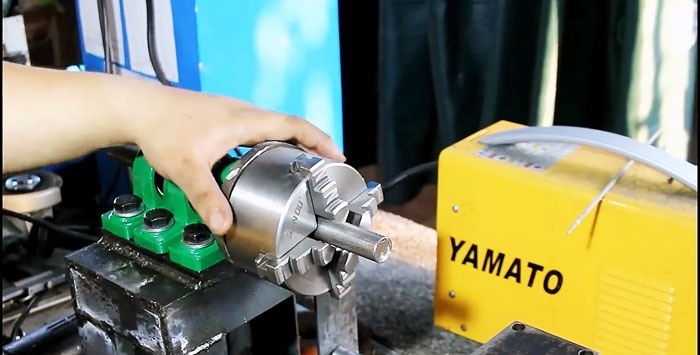
Po zamontowaniu i zaciśnięciu wrzeciona czteroszczękowego na wale należy docisnąć do niego wycięty okrąg i dokręcić uchwytem za pomocą 3 śrub. Pozwala to na wyważenie koła przed przyspawaniem go do wału.
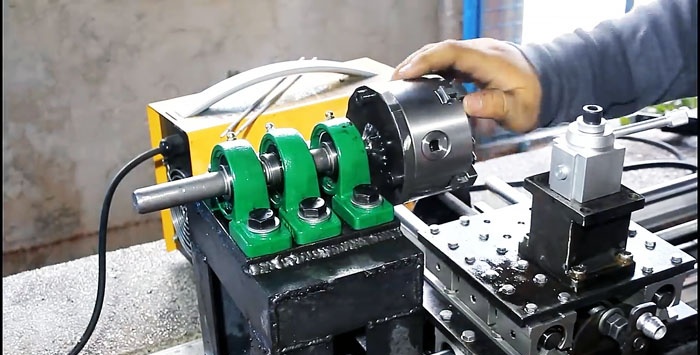
Następnie należy usunąć wrzeciono czteroszczękowe i odciąć nadmiar części wału wzdłuż linii spawanego koła. Uchwyt tokarski jest montowany z powrotem w gnieździe i mocowany za pomocą 3 śrub.
Koło pasowe jest przymocowane do tylnej strony wału.
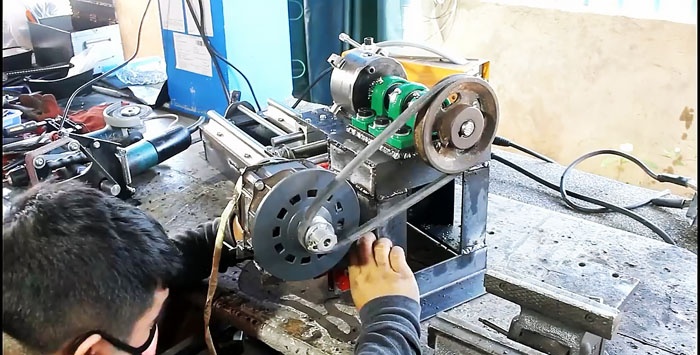
W przypadku istniejącego silnika elektrycznego rama jest spawana z narożnika 20x20 mm. Na silniku zamontowane jest małe koło pasowe.

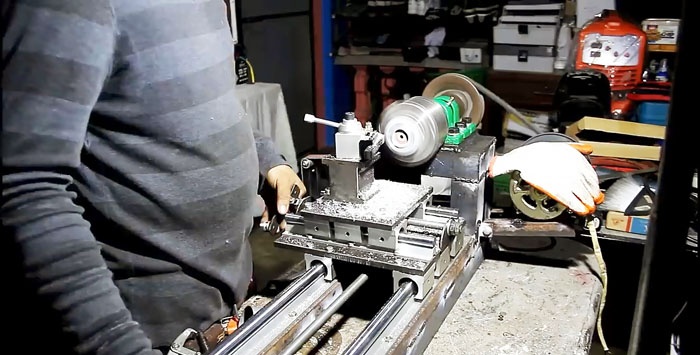
Następnie napinając pasek między kołami pasowymi, należy umieścić silnik na podstawie platformy łożyskowej wału wrzeciona.Rama silnika elektrycznego musi być wykonana w taki sposób, aby po spawaniu możliwa była regulacja napięcia paska.
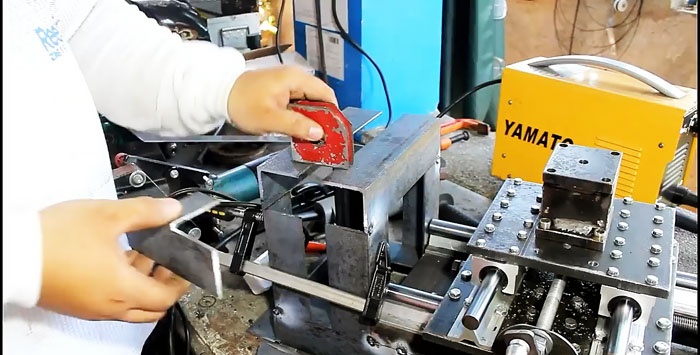
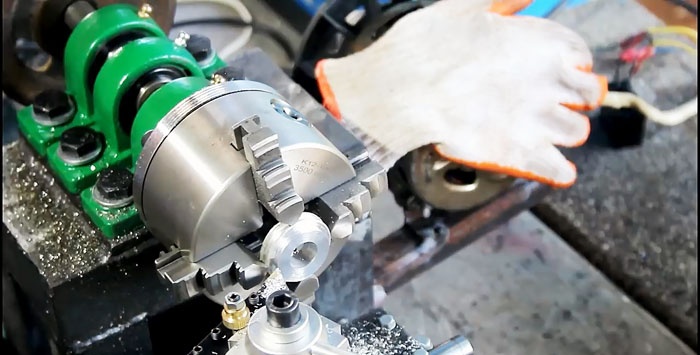
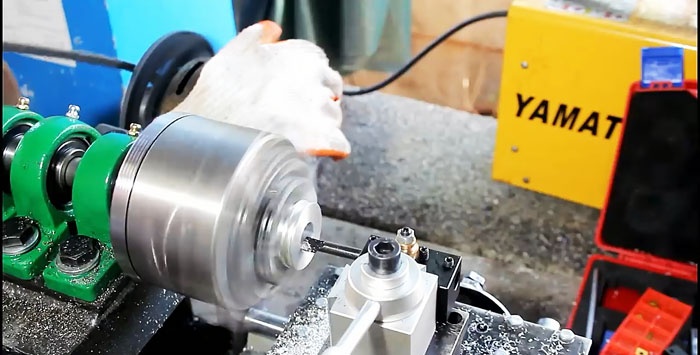
Po zabezpieczeniu frezu w uchwycie narzędziowym maszyny można go już używać zgodnie z jego przeznaczeniem. Taka konstrukcja umożliwia zbliżenie frezu do okręgu, na którym zamocowane jest wrzeciono, w celu jego wyszlifowania, dzięki czemu jest on dokładniejszy.
Powstała maszyna ma możliwość modernizacji, np. montażu konika, co pozwoli jej wykonywać poważniejsze zadania. Jest to dość kosztowny projekt, ale będzie kosztować mniej niż tokarka fabryczna.


Podstawowe materiały:
- narożnik stalowy 20x20 mm;
- wał na wsporniku aluminiowym SBR20;
- wózki na łożyskach liniowych pod wał SBR20 – 12 szt.;
- blacha stalowa 10 mm;
- narożnik 30x30 mm;
- długi sworzeń M10;
- blacha stalowa 3 mm;
- narożnik 40x40 mm;
- czteroszczękowy uchwyt tokarski;
- łożyska w oprawie z łapami – 3 szt.;
- wał do łożysk z pazurami;
- koło pasowe na wale;
- silnik elektryczny z kołem pasowym;
- Pas napędowy;
- uchwyt narzędziowy i frezy
- Śruby M8.
Wykonywanie tokarki
Rama maszyny jest spawana z narożnika 20x20 mm, jak na zdjęciu. Górną płaszczyznę gotowej części należy przeszlifować, aby móc równomiernie przymocować resztę wyposażenia.
Wzdłuż ramy przykręcone są 2 prowadnice podłużne wykonane z wału na wsporniku aluminiowym SBR20. Wyposażone są w 3 wózki na łożyskach liniowych.
Płyta podstawy wycięta jest z blachy stalowej o grubości 10 mm, która będzie montowana na wózkach. Skręca się go 24 śrubami, po 4 na każdy wózek.
Następnie należy zabezpieczyć wał podający, który będzie przesuwał platformę wzdłuż maszyny. W tym celu stosuje się długi kołek o średnicy 10 mm. Mocowany jest do końcówek maszyny na przykręcanych wspornikach wykonanych z toczonego narożnika 30x30 mm.
Aby przymocować platformę karetki do wału, należy wykonać występ z tyłu jej płyty. W tym celu wspornik jest wyginany z stalowej taśmy o grubości 3 mm. Należy go przykręcić do pieca jak na zdjęciu.
Następnie wykonany wspornik przyspawany jest do 3 nakrętek M10 przykręconych do wału zasilającego z kołka. Teraz, gdy wał się obraca, platforma porusza się wzdłuż maszyny.
2 prowadnice poprzeczne z tego samego wału są przymocowane do gotowej platformy na aluminiowym wsporniku SBR20. Każda płoza wyposażona jest w 3 wózki.
Do górnej części wózków przykręcona jest stalowa płyta o grubości 10 mm za pomocą 24 śrub.
Do bocznego ruchu platformy wymagana jest również instalacja wału podającego. Wykonany jest z tego samego pinu M10 według podobnej zasady co mechanizm dolnej platformy. W tym celu wykonuje się 2 wsporniki z toczonego narożnika 30x30 mm i wspornik z paska 3 mm, który jest przyspawany do 3 nakrętek M10 na wale.
Następnie musisz wykonać platformę sześcienną na uchwyt na narzędzia. Jej górna i dolna część może być wykonana z blachy stalowej o grubości 10 mm, a boki z blachy o grubości 3 mm. Ponieważ jednostka ta jest obciążona, należy ją wzmocnić dodatkową wkładką boczną wykonaną z blachy stalowej o grubości 3 mm. W górnej części powstałego sześcianu wykonuje się centralny otwór, w który wycina się nić. Służy do mocowania fabrycznego uchwytu narzędziowego.
Podstawa uchwytu narzędziowego przykręcana jest do małej platformy maszyny za pomocą 4 śrub.
Uchwyty montowane są na wzdłużnych i poprzecznych wałach zasilających maszyny.
Narożnik 40x40 mm jest przyspawany na obwodzie podstawy maszyny z narożnika 20x20 mm. Wzdłużne części nowego kątownika zostały wydłużone, aby zapewnić po lewej stronie podstawę do mocowania wrzeciona.
Do powstałej podstawy przyspawany jest narożnik 40x40 mm, jak na zdjęciu. Powstała konstrukcja jest wzmocniona wkładkami, ponieważ będzie poddawana silnemu obciążeniu odkształcającemu.
Do powstałej ramy przyspawana jest platforma wykonana z blachy stalowej o grubości 10 mm. Przymocowane są do niego 3 łożyska w oprawie z pazurami. W łożyskach włożony jest stalowy wał.
Okrąg odpowiadający średnicy fabrycznego uchwytu czteroszczękowego wycięty jest z blachy stalowej o grubości 10 mm. W jego środku wykonany jest duży otwór odpowiadający średnicy wału. Wyprodukowana część osadzona jest na wale osadzonym na łożyskach
Po zamontowaniu i zaciśnięciu wrzeciona czteroszczękowego na wale należy docisnąć do niego wycięty okrąg i dokręcić uchwytem za pomocą 3 śrub. Pozwala to na wyważenie koła przed przyspawaniem go do wału.
Następnie należy usunąć wrzeciono czteroszczękowe i odciąć nadmiar części wału wzdłuż linii spawanego koła. Uchwyt tokarski jest montowany z powrotem w gnieździe i mocowany za pomocą 3 śrub.
Koło pasowe jest przymocowane do tylnej strony wału.
W przypadku istniejącego silnika elektrycznego rama jest spawana z narożnika 20x20 mm. Na silniku zamontowane jest małe koło pasowe.
Następnie napinając pasek między kołami pasowymi, należy umieścić silnik na podstawie platformy łożyskowej wału wrzeciona.Rama silnika elektrycznego musi być wykonana w taki sposób, aby po spawaniu możliwa była regulacja napięcia paska.
Po zabezpieczeniu frezu w uchwycie narzędziowym maszyny można go już używać zgodnie z jego przeznaczeniem. Taka konstrukcja umożliwia zbliżenie frezu do okręgu, na którym zamocowane jest wrzeciono, w celu jego wyszlifowania, dzięki czemu jest on dokładniejszy.
Powstała maszyna ma możliwość modernizacji, np. montażu konika, co pozwoli jej wykonywać poważniejsze zadania. Jest to dość kosztowny projekt, ale będzie kosztować mniej niż tokarka fabryczna.
Obejrzyj wideo
Podobne klasy mistrzowskie






Szczególnie interesujące






Komentarze (4)
