Jeśli Twój Dremel się zepsuje, nie ma to znaczenia: szlifierka może go zastąpić
To narzędzie z giętkim trzonkiem, zwane także miniwiertarką, może wykonywać różnego rodzaju obróbkę części i podzespołów drewnianych i metalowych w trudno dostępnych miejscach. Co zrobić w przypadku awarii silnika elektrycznego lub napędu Dremel? Spróbujmy zastąpić go zwykłym młynkiem.
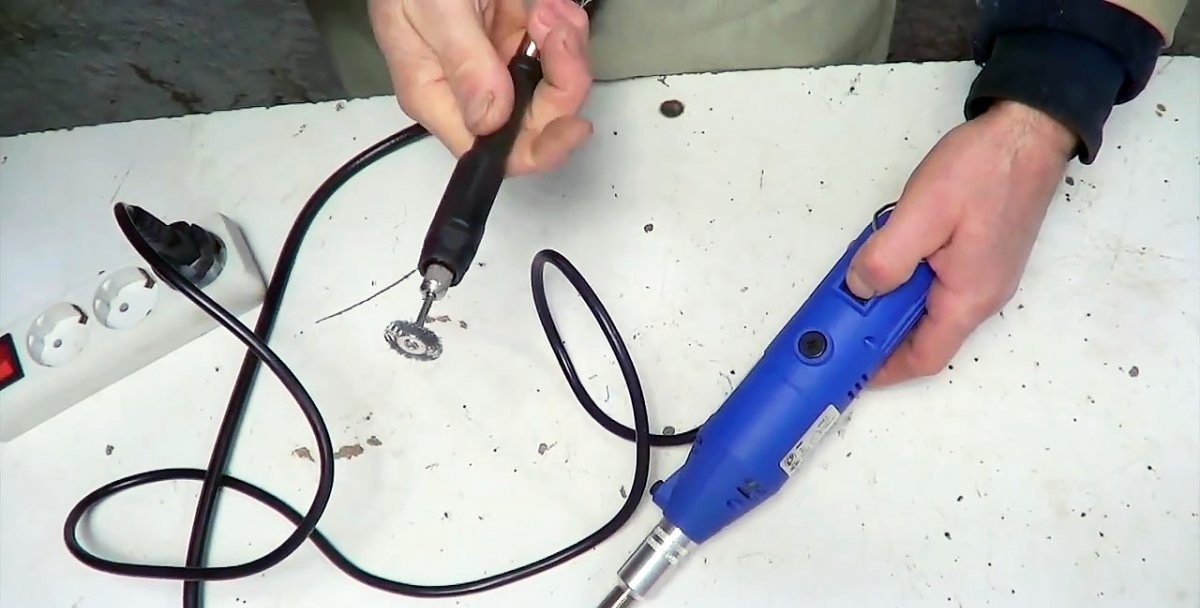
Usuwamy wałek elastyczny z uszkodzonego narzędzia i zastępujemy go roboczą szlifierką kątową. Problem polega jednak na tym, że wrzeciono szlifierki kątowej nie zawiera elastycznego zespołu łączącego wał. Naszym zadaniem jest go stworzyć. Co jest do tego potrzebne?
Wymagany:
- wydłużona nakrętka sześciokątna i śruba pasujące do gwintów z wrzecionem szlifierki kątowej;
- imadło stołowe;
- robocza szlifierka kątowa;
- śrubokręt płaski;
- kran ręczny z trzpieniem kwadratowym;
- młotek, szczypce, szczypce;
- napędzane mechanicznie koło ścierne;
- pasek metalowy o grubości 2 mm i wymaganej długości;
- kopiuj rury do wykonywania zacisków;
- wiercić wiertłami;
- dwa komplety połączeń śrubowych;
- dwie płytki do łączenia zacisków;
- spawarka;
- klucze.
Montaż wałka giętkiego na szlifierce kątowej
Odkręcamy nakrętkę złączkową, która mocuje elastyczny wałek wraz z oplotem do korpusu Dremel. Za pomocą specjalnego klucza poluzuj mocowanie trzpienia na wrzecionie miniwiertarki i wyciągnij je.

Głównymi częściami mocowania wału elastycznego do nowego napędu będą przedłużona nakrętka sześciokątna i śruba dopasowana do jej gwintu.

Odkręć okrągłą nakrętkę z wrzeciona szlifierki kątowej i zdejmij osłonę ochronną, uprzednio poluzowując zacisk mocujący.

Nakręć sześciokątną nakrętkę przedłużoną na wrzeciono szlifierki kątowej i wkręć w nią śrubę aż do oporu.


Głębokość wkręcenia na nim zaznaczamy markerem. Zaciskamy łeb śruby w imadle i za pomocą roboczej szlifierki kątowej odcinamy pręt w zaznaczonym miejscu i wykręcamy część pręta pozostałą w nakrętce, ale nie do końca.

Pręt śruby przecinamy od końca w kierunku wzdłużnym, poprzecznie wzdłuż prostopadłych średnic. Za pomocą śrubokręta płaskiego wkręcić pręt w nakrętkę równo z jej górną płaszczyzną, wykorzystując wykonane wgłębienia.


Następnie użyjemy kranu ręcznego z trzonkiem kwadratowym, którego wymiary odpowiadają kwadratowi trzonu wałka giętkiego, ale nie zgodnie z jego przeznaczeniem, a wręcz przeciwnie.

Za pomocą młotka wbijamy trzpień kranu w miejsce przecięcia nacięć na śrubie, następnie wyciągamy go z otworu za pomocą szczypiec, tworząc gniazdo pod trzpień wałka giętkiego. Powtarzamy tę operację tyle razy, ile to konieczne, aż do całkowitego uformowania gniazda o wymaganym rozmiarze.

Za pomocą śrubokręta płaskiego odkręć ulepszoną część wału śruby i na razie odłóż jej bok. Nakręć mocno przedłużoną nakrętkę na wrzeciono szlifierki kątowej i ponownie wkręć w nią odłożoną część trzonka śruby, aż do oporu, za pomocą płaskiego śrubokręta.
Wkładamy trzonek wałka elastycznego w szczelinę pręta śruby i upewniamy się, że „siedzi” tam mocno, bez zauważalnej szczeliny. Nasuwamy nakrętkę złączkową i zaznaczamy wielkość obrotu wzdłuż średnicy i wysokości przedłużonej nakrętki.

Odkręcamy nakrętkę z wrzeciona szlifierki kątowej, odkręcamy z niej pręt śruby z krzyżowymi nacięciami, a zamiast niego wkręcamy po obu stronach śruby, za pomocą których będziemy trzymać ten osprzęt podczas jego obróbki.
Szlifowanie zgodnie z oznaczeniami odbywa się na tarczy ściernej z napędem mechanicznym. Dbamy o to, aby po przekręceniu nakrętka złączkowa wałka giętkiego swobodnie ślizgała się po szlifowanej części okucia i nie sięgała do nieobrobionego paska.
Nakręcić zmodyfikowaną nakrętkę na wrzeciono szlifierki kątowej. Za pomocą płaskiego śrubokręta wkręć do końca uchwyt trzonka wałka giętkiego i ponownie przymierz trzpień i nakrętkę złączkową, aby sprawdzić, czy „pasują” na swoim miejscu.

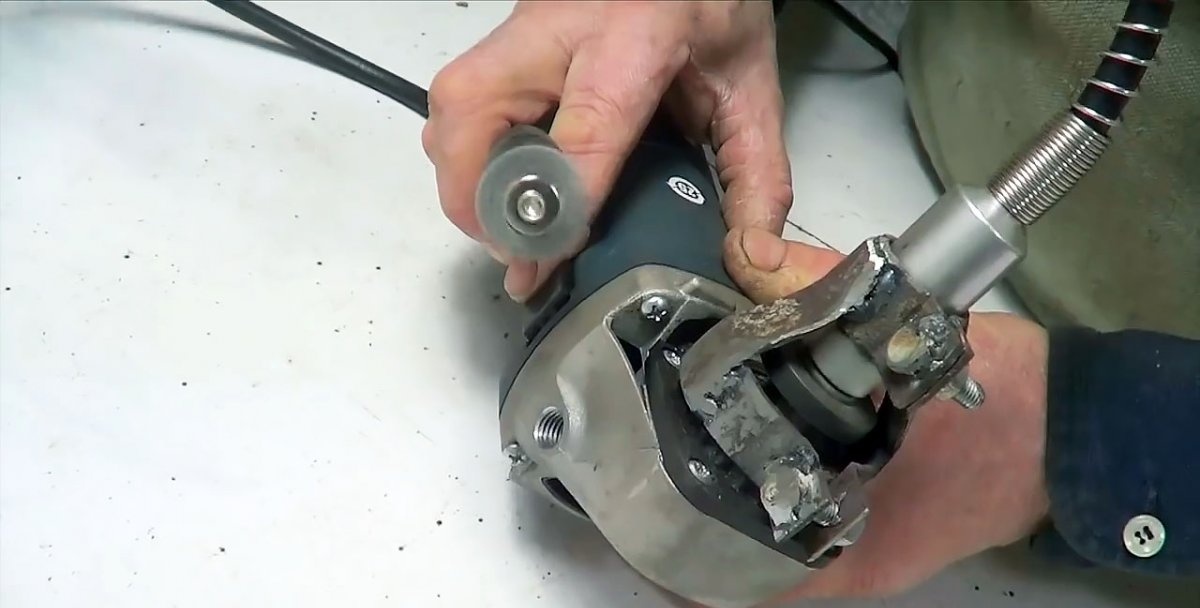
Teraz należy mocno i bez przemieszczenia zamocować nakrętkę złączkową wałka giętkiego (który w rzeczywistości okazał się „wisi” w powietrzu) względem podstawy wrzeciona szlifierki kątowej. Można tego dokonać za pomocą sztywnej ramy składającej się z dwóch obejm o odpowiednich średnicach i zworek pomiędzy nimi, połączonych ze sobą za pomocą spawania elektrycznego.

Za pomocą suwmiarki, metalowej linijki i markera zaznacz na starym metalowym pasku o odpowiedniej długości wymaganą szerokość wystarczającą do wykonania zacisków.
Zaznaczony pasek zaciskamy w imadle i przecinamy go wzdłuż zaznaczonej linii za pomocą szlifierki roboczej.
Pasek o wymaganej szerokości szlifujemy na napędzanej mechanicznie tarczy ściernej, aby usunąć zadziory i jak najdokładniej wykonać zamierzony montaż.
Za pomocą suwmiarki mierzymy średnicę podstawy wrzeciona szlifierki kątowej i wybieramy kawałek rury o tym samym rozmiarze, który posłuży za szablon do wykonania odpowiedniej obejmy.
Zaciskamy jeden koniec listwy pionowo, a rurę poziomo w imadle stołowym i uderzając listwę młotkiem zaginamy ją wokół rury.
Powstały pierścień przymierzamy do podstawy wrzeciona szlifierki kątowej i zaznaczamy punkty i sekcje zgięcia, biorąc pod uwagę długość „uszów” śrub ściągających.


Ponownie zaciskamy pasek w imadle i przecinamy wzdłuż oznaczeń. Następnie formujemy „uszy” i prostujemy bandaż młotkiem, aby nadać mu cylindryczny kształt. Dla bezpieczeństwa jeszcze raz przymierzamy prawie gotowy bandaż z uszkami do podstawy wrzeciona szlifierki kątowej i upewniamy się, że odpowiada on zamierzonemu miejscu.

Dobieramy szablon do wykonania części na obwód nakrętki złączkowej wałka giętkiego i analogicznie jak w poprzednim przypadku formujemy go siłą ręki, młotkiem, imadłem, markerem, narzędziem roboczym szlifierka kątowa i szczypce.

Upewniamy się, że obejma ma odpowiedni rozmiar i kształt do odpowiedniej części wałka giętkiego, a następnie zaznaczamy miejsce do wiercenia otworów pod śrubę łączącą.


Montujemy gotowe zaciski na swoich miejscach, a także trzonek elastycznego wału. Dokręcić śruby łączące zacisków, aż zostaną całkowicie unieruchomione.
Nakładamy na nie metalowy pasek, zaznaczając miejsca zagięcia i cięcia. Za pomocą roboczej szlifierki kątowej odetnij dwa kawałki o wymaganej długości.

Następnie wyginamy je zgodnie ze średnicami łączonych bandaży i przeprowadzamy ostateczne dopasowanie, nakładając już zakrzywione paski na zaciski i zaznaczając punkty zgrzewania.
Najpierw, zgodnie ze znakami, zgrzewamy paski z bandażem o większej średnicy od zewnętrznych stron naprzeciw siebie i symetrycznie względem „uszów”.
Następnie zaciskamy obejmę o mniejszej średnicy w imadle pomiędzy dwoma wolnymi końcami pasków i łączymy je również za pomocą spawów.

Po zakończeniu prac spawalniczych szwy poddajemy obróbce na napędzanej mechanicznie tarczy ściernej, z jednej strony dla bezpiecznej pracy w przyszłości, a z drugiej dla zwiększenia estetyki produktu.
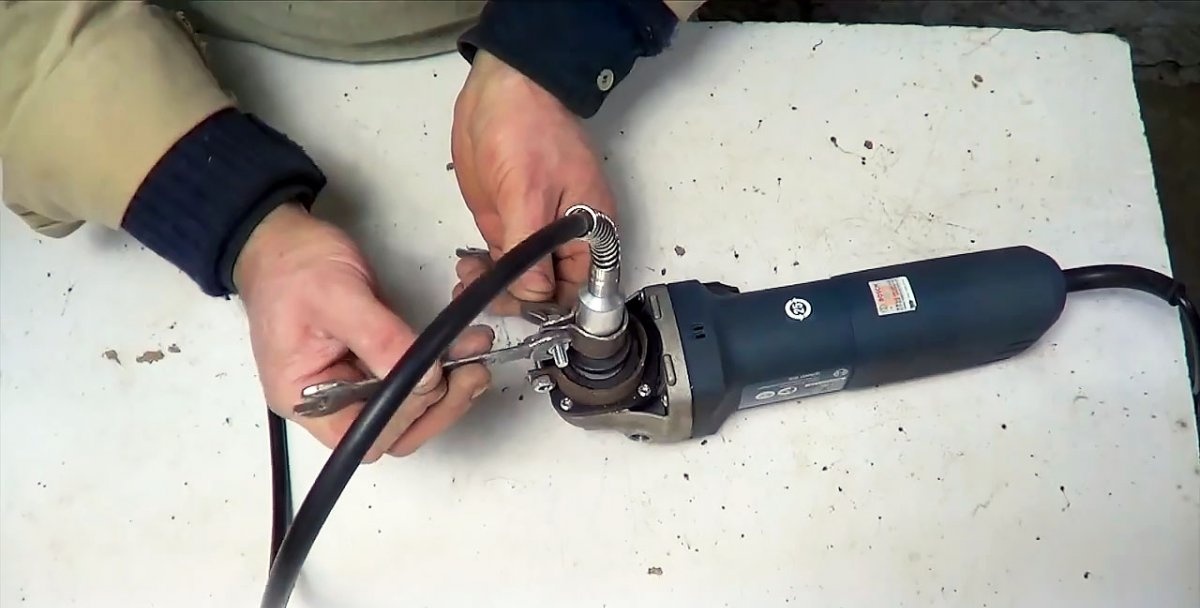
Pozostaje tylko zamontować naszą ramę na swoim miejscu, najpierw solidnie mocując zacisk do podstawy wrzeciona szlifierki kątowej, dokręcając śrubę łączącą kluczami.
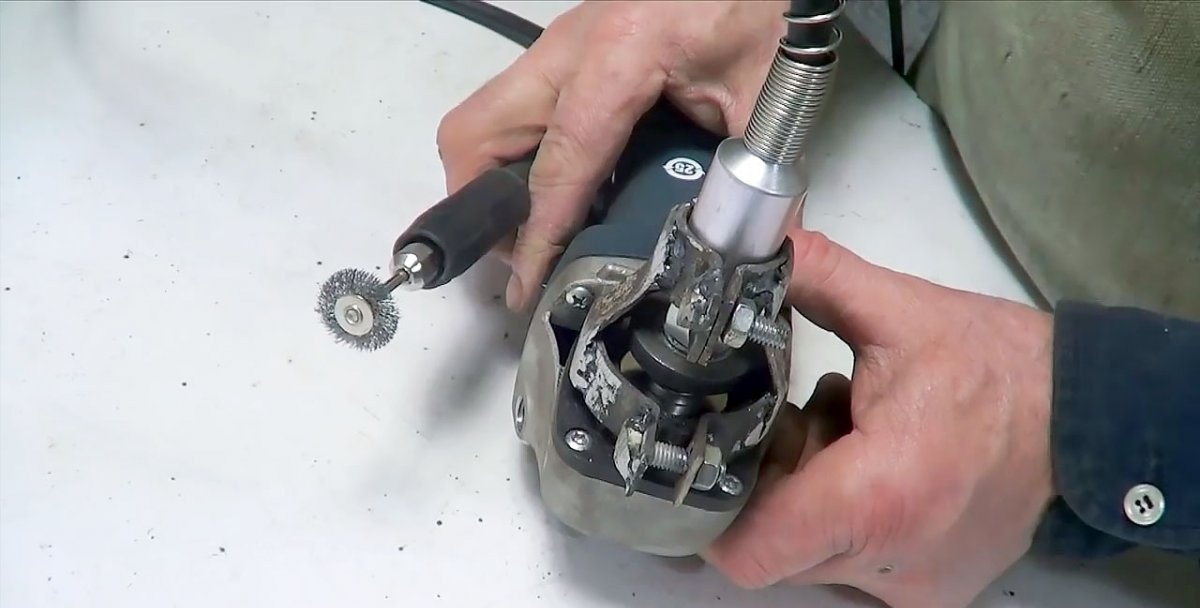
Następnie w krzyżowym wycięciu wkładki gwintowanej montujemy trzpień wałka giętkiego, nasuwamy nakrętkę złączkową i na koniec za pomocą kluczy mocno dokręcamy obejmę na okuciu złączki.

Wynik
Jeszcze raz, upewniając się, że zaciski są mocno i bezpiecznie zamocowane na swoich miejscach, włączamy napęd szlifierki i obserwujemy, jak element roboczy na końcu elastycznego wału zaczyna się obracać. Nasza praca została pomyślnie zakończona.
Powstałe narzędzie można teraz wykorzystać do obróbki zarówno drewnianych, jak i metalowych półfabrykatów i części.

Obejrzyj wideo
Podobne klasy mistrzowskie

Wykonanie kranu do drewna ze śruby

Zdejmowane urządzenie do wycinania kół w blasze za pomocą

Urządzenie do śrubokręta ze skrzyni biegów zepsutej szlifierki kątowej

4 niezbędne narzędzia ze zwykłej śruby

Jak zamontować uchwyt wiertarski na szlifierce kątowej i dlaczego jest to możliwe

Jak zwiększyć funkcjonalność szlifierki kątowej za pomocą wymiennego wyposażenia
Szczególnie interesujące






Komentarze (1)
