Jak zrobić maszynę do szybkiego wykonywania kutej kraty
Kuta kratka to jeden z prostych, ale pięknych produktów kucia artystycznego. Wygląda solidnie, niezawodnie i gustownie. Można go stosować na ogrodzenia, bramy, furtki, balustrady, balustrady balkonowe. Aby siatka paskowa była schludna i symetryczna, należy zmontować specjalną maszynę, aby ją wykonać.
Aby wykonać matrycę maszynową, która tworzy zagięcia prętów siatkowych, można użyć sprężyny obciążającej. Wycina się z niego 2 kawałki tego samego rozmiaru. Należy je naostrzyć, aby jeden miał występ na środku, a drugi miał wycięcie. Wymiary wnęki i występu dostosowane są do szerokości listwy, z którą planuje się pracować przy wykonywaniu kraty. Optymalnie jest skupić się na pasku o wymiarach 20 x 4 mm.




Następnie musisz zamówić prowadnicę górnego stempla od tokarza lub samodzielnie ją wyszlifować. Składa się z 2 elementów: trzonka z głowicą i ślizgającej się po nim rurki.

Po ich bokach znajdują się 2 rowki. Kołki są wkładane w rowki.


Następnie są one przyspawane do główki wału. Dzięki temu prowadnica nie będzie się obracać. Na wale prowadzącym zamontowana jest sprężyna. Następnie jest dociskany przez wysoką, masywną podkładkę. Sama podkładka jest spawana.




Podstawę maszyny należy wyciąć z blachy stalowej o grubości 10 mm. Stempel z wgłębieniem jest przyspawany do środka podeszwy. Do wcześniej wykonanej prowadnicy ślizgowej przyspawany jest stempel z występem.

Teraz musisz zabezpieczyć górny stempel względem dolnego. W tym celu między nimi tymczasowo układa się pasek, z którym pracuje maszyna, i wkładkę 1,5 mm, aby utworzyć szczelinę. Następnie za pomocą kwadratu przyspawanego z literą „G” należy przyspawać rurkę prowadzącą do podstawy maszyny.

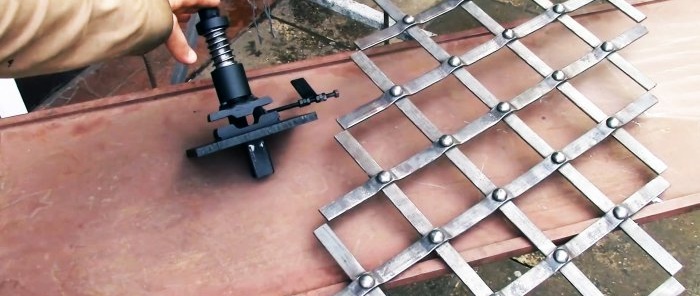
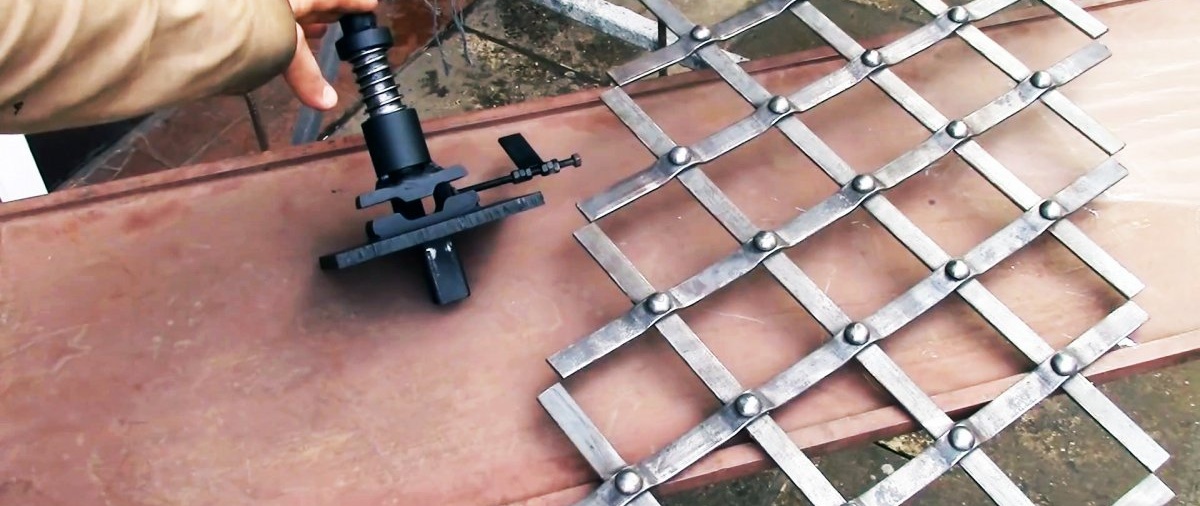
Aby wyregulować krok między falami, musisz wykonać urządzenie składane. W tym celu należy nakręcić nakrętkę M6 na długi kołek M6, następnie nałożyć 2 nakrętki M8 i dokręcić wszystko drugą nakrętką M6. Kołek jest przyspawany do podstawy maszyny poprzez przekładkę. Powinien być ustawiony równolegle do ruchu przesuwającej się w nim listwy. Do centralnych nakrętek przyspawana jest flaga. Będzie mobilny i pozwoli kontrolować odległość pomiędzy falami.



Do spodu podeszwy przyspawany jest odcinek rury profilowej, co umożliwi zamocowanie maszyny na kowadle lub w imadle. Aby skorzystać z urządzenia, należy podgrzać pusty pasek. Wkłada się go pod stempel i zagina uderzeniami młotka wzdłuż prowadnicy. Następnie obrabiany przedmiot przesuwa się dalej, aż składana flaga wpadnie w utworzoną falę i powstanie kolejne zagięcie.

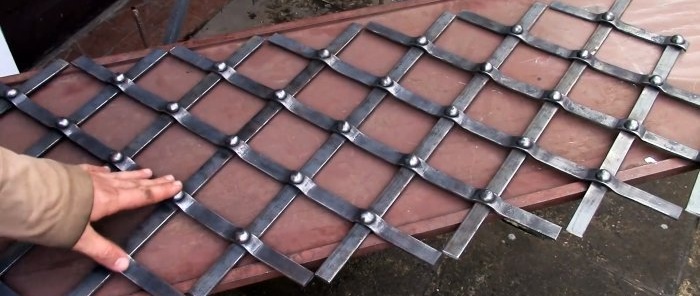
Dla wygody w kuźni umieszcza się kilka półfabrykatów. Podczas gdy nad jednym trwają prace, pozostałe się nagrzewają. Gdy tylko obecny ostygnie, zamiast niego pobierany jest następny, a pierwszy wysyłany do dogrzania. Po wykonaniu wystarczającej liczby wygranych półfabrykatów możesz połączyć je w siatkę z równymi paskami. Mocowanie odbywa się za pomocą nitów na przecięciu komórek.


Materiały:
- wyskoczyć z ciężarówki;
- okrągły półfabrykat do rowkowania prowadnicy;
- sprężyna naciskowa;
- blacha stalowa 10 mm;
- kwadrat stalowy 20x20 mm;
- długi sworzeń M6;
- nakrętki M6 – 2 szt.;
- Nakrętki M8 – 2 szt.
Proces produkcyjny kutej maszyny kratowej
Aby wykonać matrycę maszynową, która tworzy zagięcia prętów siatkowych, można użyć sprężyny obciążającej. Wycina się z niego 2 kawałki tego samego rozmiaru. Należy je naostrzyć, aby jeden miał występ na środku, a drugi miał wycięcie. Wymiary wnęki i występu dostosowane są do szerokości listwy, z którą planuje się pracować przy wykonywaniu kraty. Optymalnie jest skupić się na pasku o wymiarach 20 x 4 mm.




Następnie musisz zamówić prowadnicę górnego stempla od tokarza lub samodzielnie ją wyszlifować. Składa się z 2 elementów: trzonka z głowicą i ślizgającej się po nim rurki.

Po ich bokach znajdują się 2 rowki. Kołki są wkładane w rowki.


Następnie są one przyspawane do główki wału. Dzięki temu prowadnica nie będzie się obracać. Na wale prowadzącym zamontowana jest sprężyna. Następnie jest dociskany przez wysoką, masywną podkładkę. Sama podkładka jest spawana.




Podstawę maszyny należy wyciąć z blachy stalowej o grubości 10 mm. Stempel z wgłębieniem jest przyspawany do środka podeszwy. Do wcześniej wykonanej prowadnicy ślizgowej przyspawany jest stempel z występem.

Teraz musisz zabezpieczyć górny stempel względem dolnego. W tym celu między nimi tymczasowo układa się pasek, z którym pracuje maszyna, i wkładkę 1,5 mm, aby utworzyć szczelinę. Następnie za pomocą kwadratu przyspawanego z literą „G” należy przyspawać rurkę prowadzącą do podstawy maszyny.

Aby wyregulować krok między falami, musisz wykonać urządzenie składane. W tym celu należy nakręcić nakrętkę M6 na długi kołek M6, następnie nałożyć 2 nakrętki M8 i dokręcić wszystko drugą nakrętką M6. Kołek jest przyspawany do podstawy maszyny poprzez przekładkę. Powinien być ustawiony równolegle do ruchu przesuwającej się w nim listwy. Do centralnych nakrętek przyspawana jest flaga. Będzie mobilny i pozwoli kontrolować odległość pomiędzy falami.



Do spodu podeszwy przyspawany jest odcinek rury profilowej, co umożliwi zamocowanie maszyny na kowadle lub w imadle. Aby skorzystać z urządzenia, należy podgrzać pusty pasek. Wkłada się go pod stempel i zagina uderzeniami młotka wzdłuż prowadnicy. Następnie obrabiany przedmiot przesuwa się dalej, aż składana flaga wpadnie w utworzoną falę i powstanie kolejne zagięcie.

Dla wygody w kuźni umieszcza się kilka półfabrykatów. Podczas gdy nad jednym trwają prace, pozostałe się nagrzewają. Gdy tylko obecny ostygnie, zamiast niego pobierany jest następny, a pierwszy wysyłany do dogrzania. Po wykonaniu wystarczającej liczby wygranych półfabrykatów możesz połączyć je w siatkę z równymi paskami. Mocowanie odbywa się za pomocą nitów na przecięciu komórek.



Obejrzyj wideo
Podobne klasy mistrzowskie






Szczególnie interesujące






Komentarze (0)
