Domowe, ultraszybkie imadło mocujące z unikalnym mechanizmem przesuwnym
Zacisk śrubowy w imadle jest uważany za niezawodny sposób mocowania przedmiotów obrabianych. Wada konstrukcyjna objawia się wielokrotnymi ruchami obrotowymi uchwytu zaciskowego w celu zmiany części o bardzo różnych rozmiarach. W artykule opisano sposób samodzielnego wykonania imadła z mechanizmem śrubowym szybkozamykającym, które nie posiada tej wady.

Narzędzia, sprzęt, materiały
Do pracy wystarczą warunki małego wyposażonego warsztatu:- szlifierka kątowa (szlifierka);
- wiertarka stołowa, wiertła do metalu;
- falownik spawalniczy;
- wiertarka z nożem tnącym;
- prasa hydrauliczna lub podnośnik;
- imadło stołowe;
- Urządzenie pomiarowe.
- blachy stalowe o grubości 4-6, 20-25 mm;
- kawałek rury o profilu kwadratowym;
- pręt gwintowany 350-400 mm o średnicy 12-16 mm;
- odpadowe pręty żelazne o średnicy 10-30 mm;
- śruby, nakrętki, podkładki.
Podane wymiary mają charakter poglądowy, odpowiedni metal dobierany jest na podstawie wymaganych wymiarów imadła.
Instrukcje krok po kroku: jak zrobić unikalne imadło własnymi rękami
Części robocze przyszłych imadła są produkowane osobno, następnie konstrukcja jest montowana, testowana w działaniu i malowana.
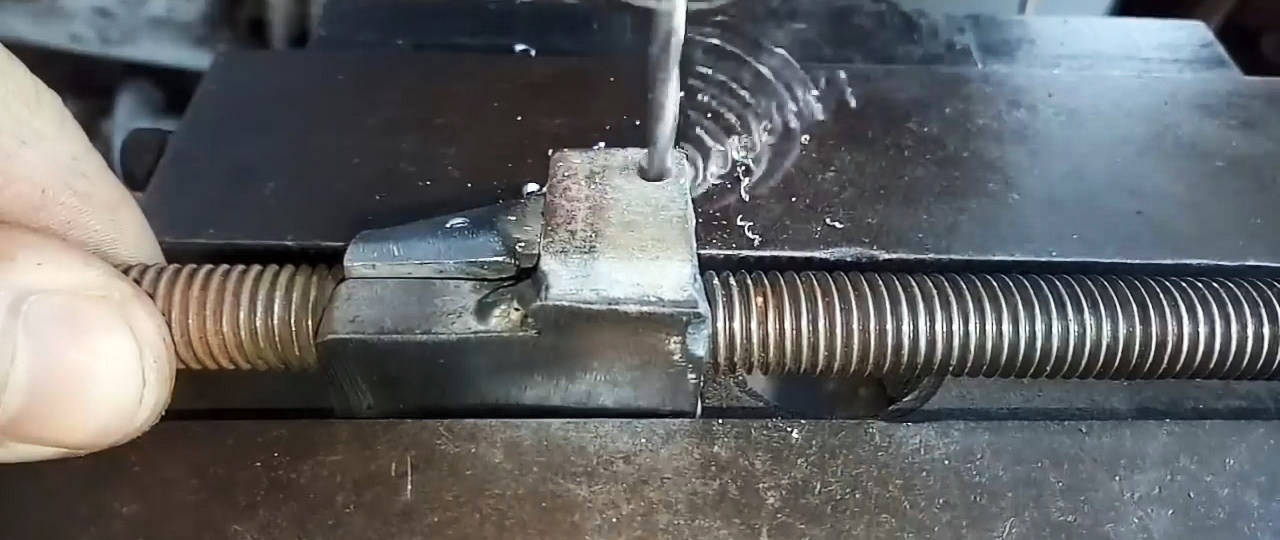
Mechanizm szybkiego zwalniania
Górna i dolna część urządzenia zaciskowego wykonana jest z metalowego pręta i wydłużonej nakrętki za pomocą szlifierki i falownika spawalniczego.

Aby to zrobić, weź stalowy prostokąt i wywierć w nim otwór o średnicy kołka.

Wytnij w środku otworu.

Przecinamy również nakrętkę wzdłuż.

Montujemy urządzenie jak na zdjęciu. Umieszczamy szpilkę na podstawie jednej części bloku. Na górze znajduje się nakrętka i druga część bloku, przesunięta na bok.

Przyspawamy połowę nakrętki do połowy bloku.

Spawanie osi montażowej części górnej i płyt bocznych kończy montaż urządzenia.

Następnie wywierć otwór i zainstaluj kołek.

Łącząc sworzeń z zespołem przesuwno-mocującym należy sprawdzić działanie mechanizmu zaciskowego. Zacisk mocuje się do metalowej płyty nośnej za pomocą spawania. Do górnej ruchomej części przyspawana jest śruba i nakrętka, która posłuży jako dźwignia uniemożliwiająca zamocowanie.

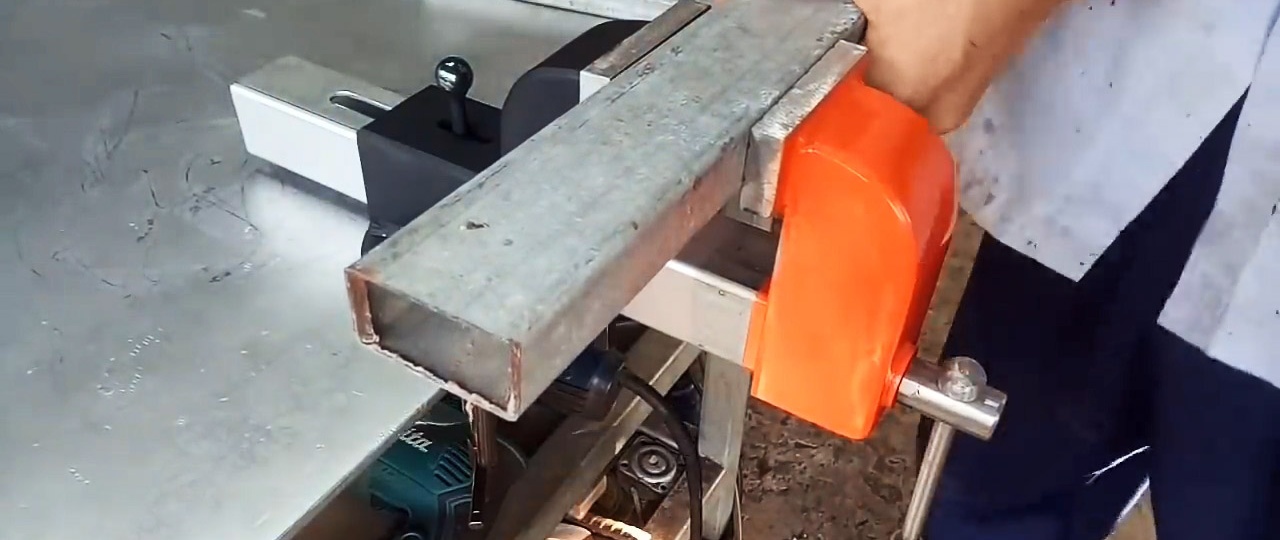
Przewodnik po profilu
Dolna ścianka kwadratowej rury jest cięta szlifierką: z jednej strony o około dwie trzecie długości, z drugiej o jedną dziesiątą.

W górnej ściance wycięty jest rowek na dźwignię mocującą zacisk. Ostre krawędzie są obrabiane narzędziem ściernym.


Obudowy szczęk ruchomych i nieruchomych
Po bokach prowadnicy przyspawany jest stały korpus.

W górnej części wykonany jest rowek na dźwignię.



Zespół szczęk składa się z metalowych płytek wykonanych według wstępnego szablonu.

Zakrzywioną górną część można wygiąć na prasie lub za pomocą podnośnika hydraulicznego.

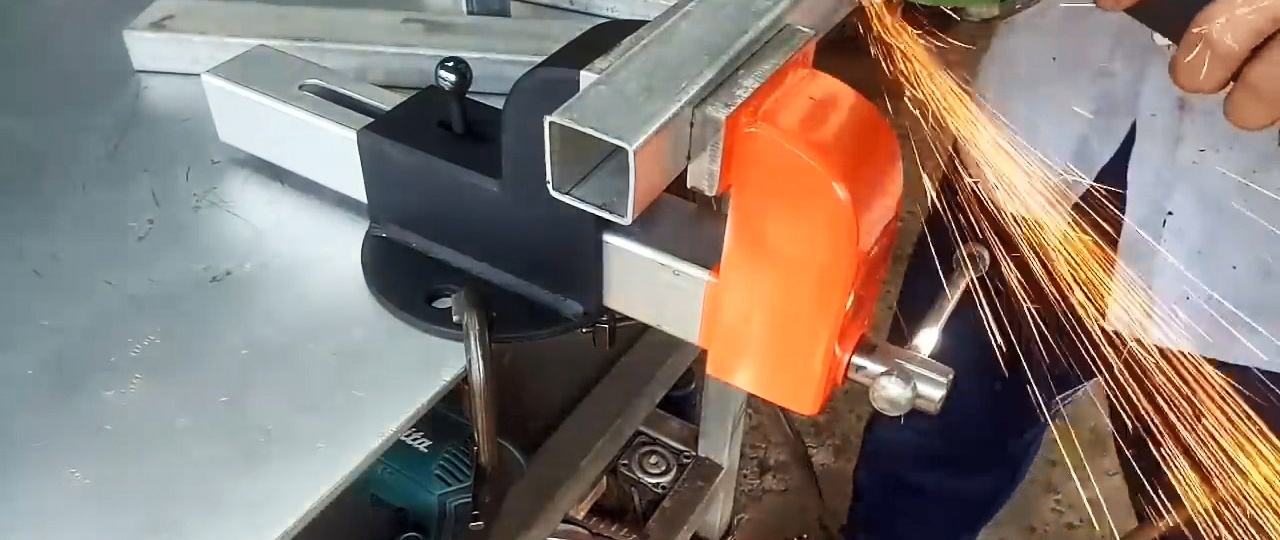
Korpus stały jest przyspawany do podstawy, korpus ruchomy jest przyspawany do tylnej części rury prowadzącej.


Po zakończeniu spawania obudowy są dokładnie obrabiane za pomocą ściernicy.
Śruba pociągowa
Aby pełnić funkcje zaciskowe, kołek śrubowy jest modyfikowany. Aby to zrobić, do końca przyspawana jest nakrętka i mały metalowy cylinder.


Do wykonanego otworu wkłada się metalowy klucz z przyspawanymi na końcach nakrętkami. Aby uchwyt wyglądał estetycznie, nakrętki są szlifowane do kształtu cylindrycznego.

Śruba pociągowa jest wkładana w otwór w tylnej ścianie korpusu ruchomego i mocowana za pomocą punktu spawalniczego.

Płytki szczękowe
Na przygotowanych na wymiar blachach stalowych nanoszone są ukośne oznaczenia siatki. Za pomocą cienkiej tarczy tnącej wytnij rowki na głębokość 1-2 mm.
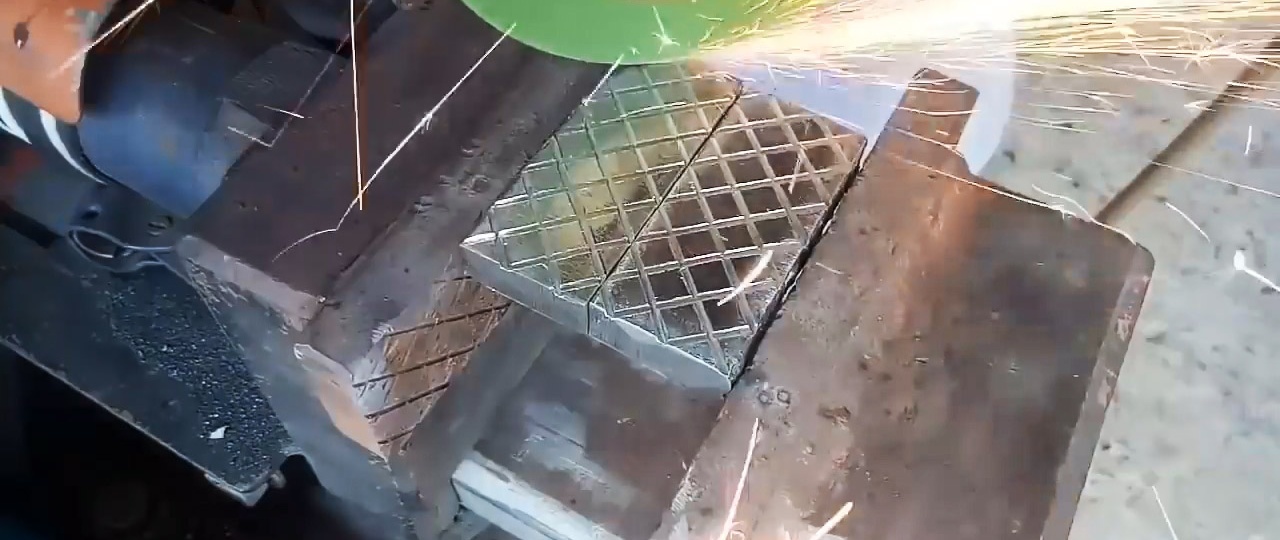
Gotowe płyty z wyrównanymi krawędziami są mocowane w obudowach i spawane.

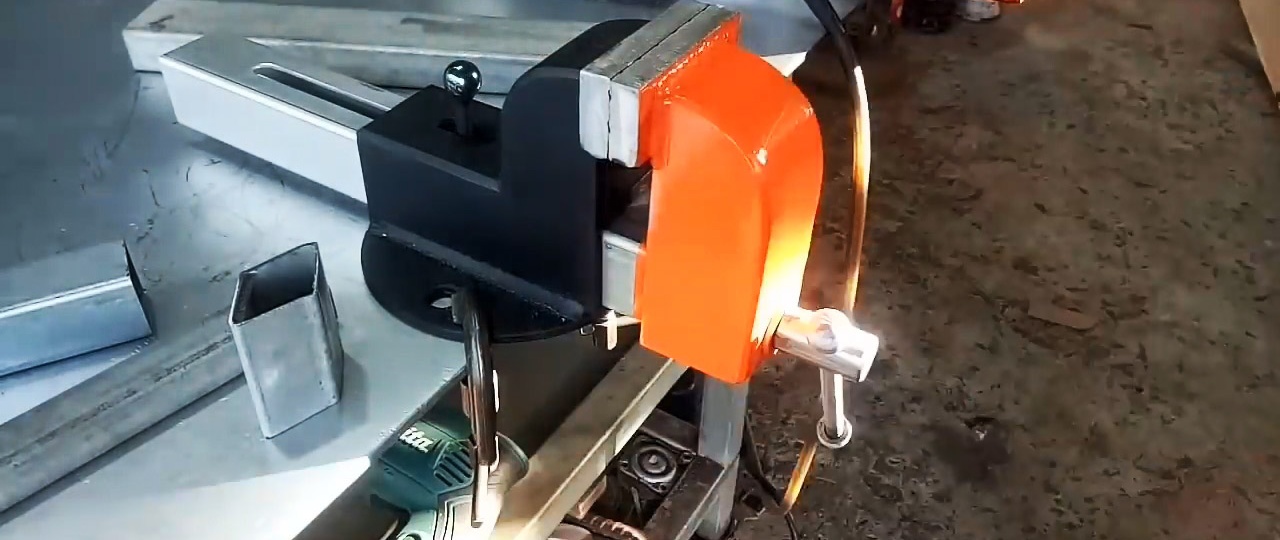
Montaż końcowy i wykończenie
W płycie podstawy znajdują się dwa otwory umożliwiające przymocowanie imadła do powierzchni stołu warsztatowego. W miejsce ściętego łba śruby ustalającej przyspawana jest kulka z łożyska.
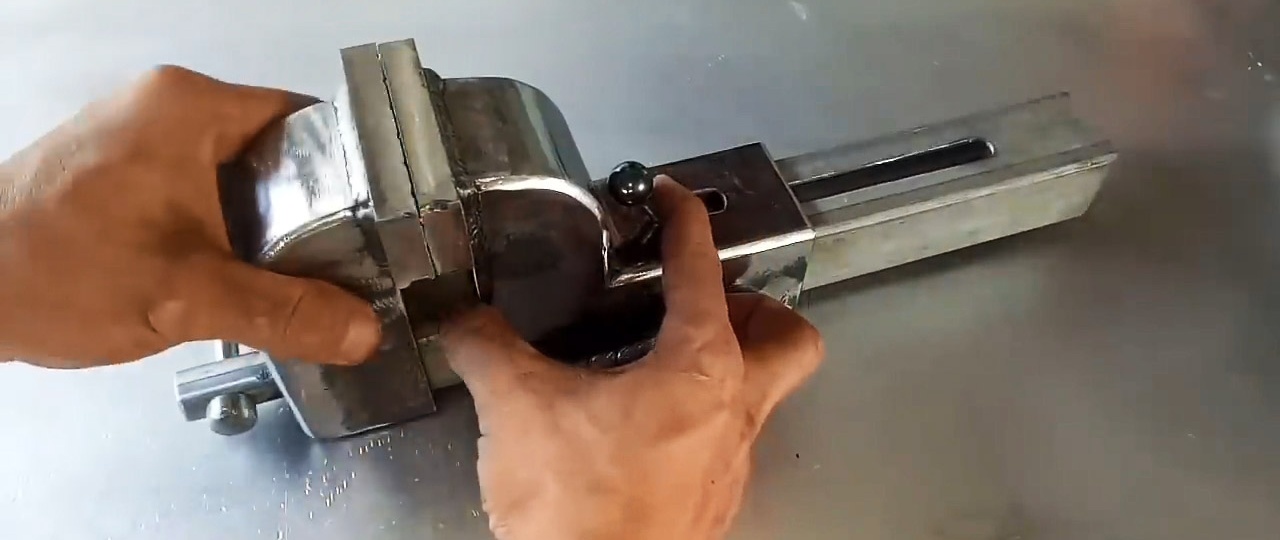

Po dokładnym przeszlifowaniu powierzchnie są odtłuszczane i malowane. Wygodne urządzenie ślusarskie pozwoli Ci szybko i bez wysiłku wymieniać detale.