Wykonanie radełek do tokarki z jednorazowych zapalniczek

Standardowe, produkowane fabrycznie wałki radełkowe mogą być zbyt duże do obróbki małych detali. W przypadku małych części lepiej radełkować samodzielnie, używając kółek z zapalniczek. Wykonane są z bardzo twardego materiału, dlatego bez problemu wcinają się w zwykłą stal. Domowe radełkowanie za pomocą wąskich rolek wywiera mniejszy nacisk na półfabrykat z boku, zmniejszając w ten sposób zużycie wrzeciona, łożysk, zacisku i śruby pociągowej.
Czego będziesz potrzebować:
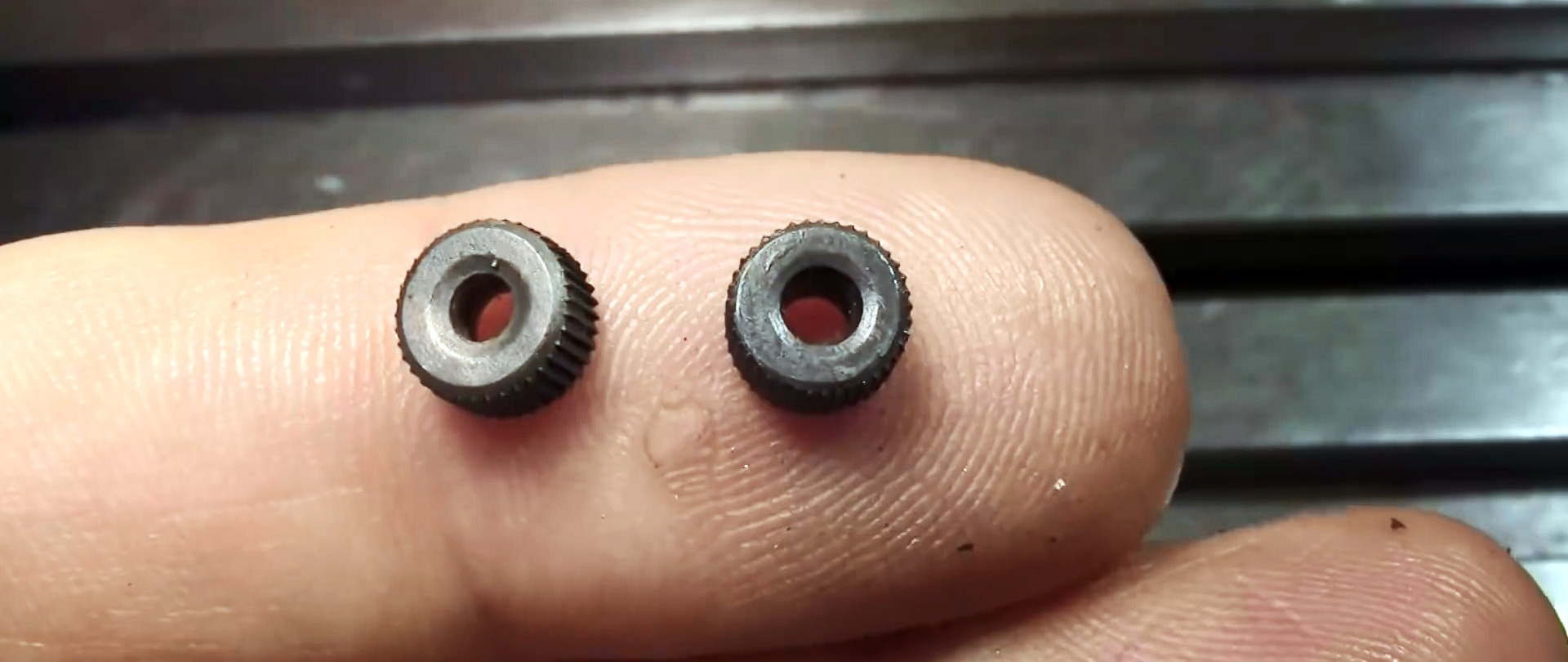
- Lżejsze koła;
- kwadrat stalowy 10x10 mm;
- wiercić 2 mm.
Proces radełkowania
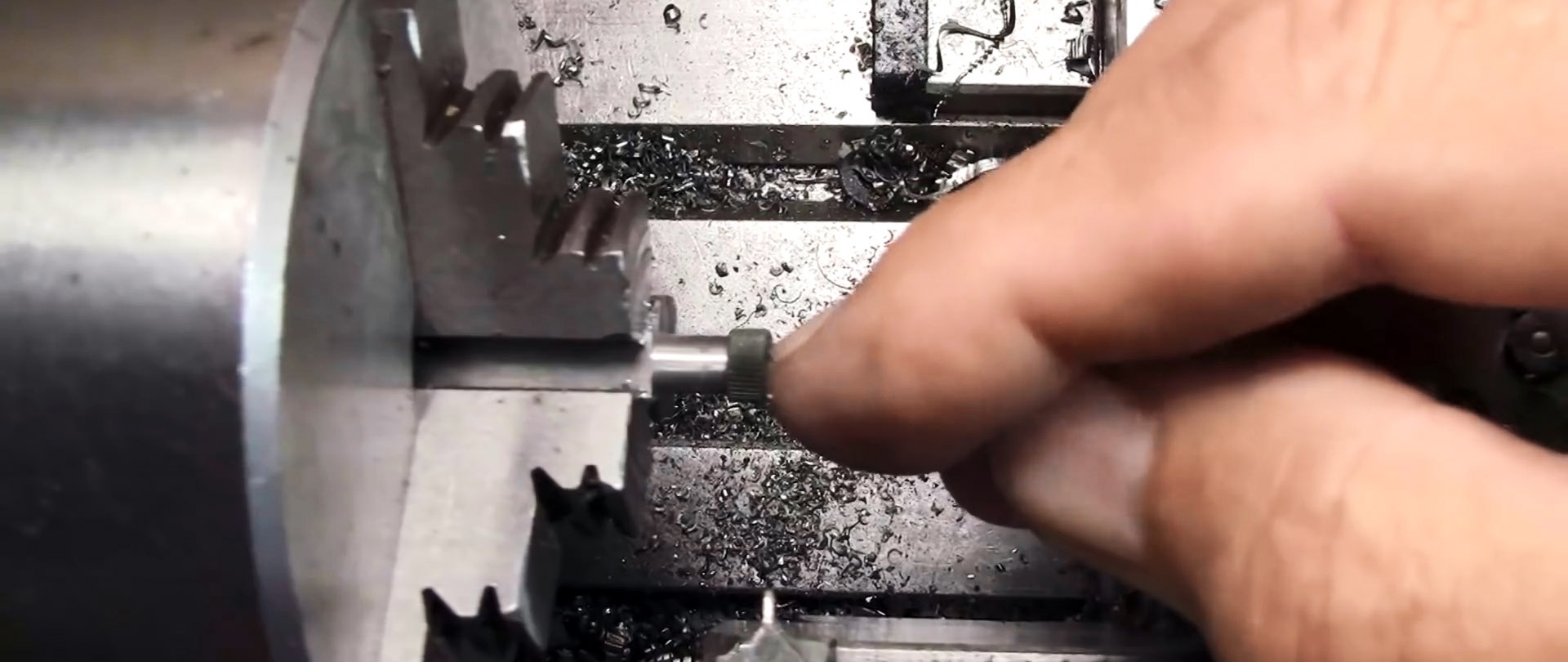
Radełkowanie nie jest narzędziem uniwersalnym, dlatego nie można nim obrobić żadnej części. Lepiej zrobić 4 narzędzia różnych typów, za pomocą których można toczyć zarówno zwykłe półfabrykaty z góry, jak i wzdłuż powierzchni wewnętrznych.

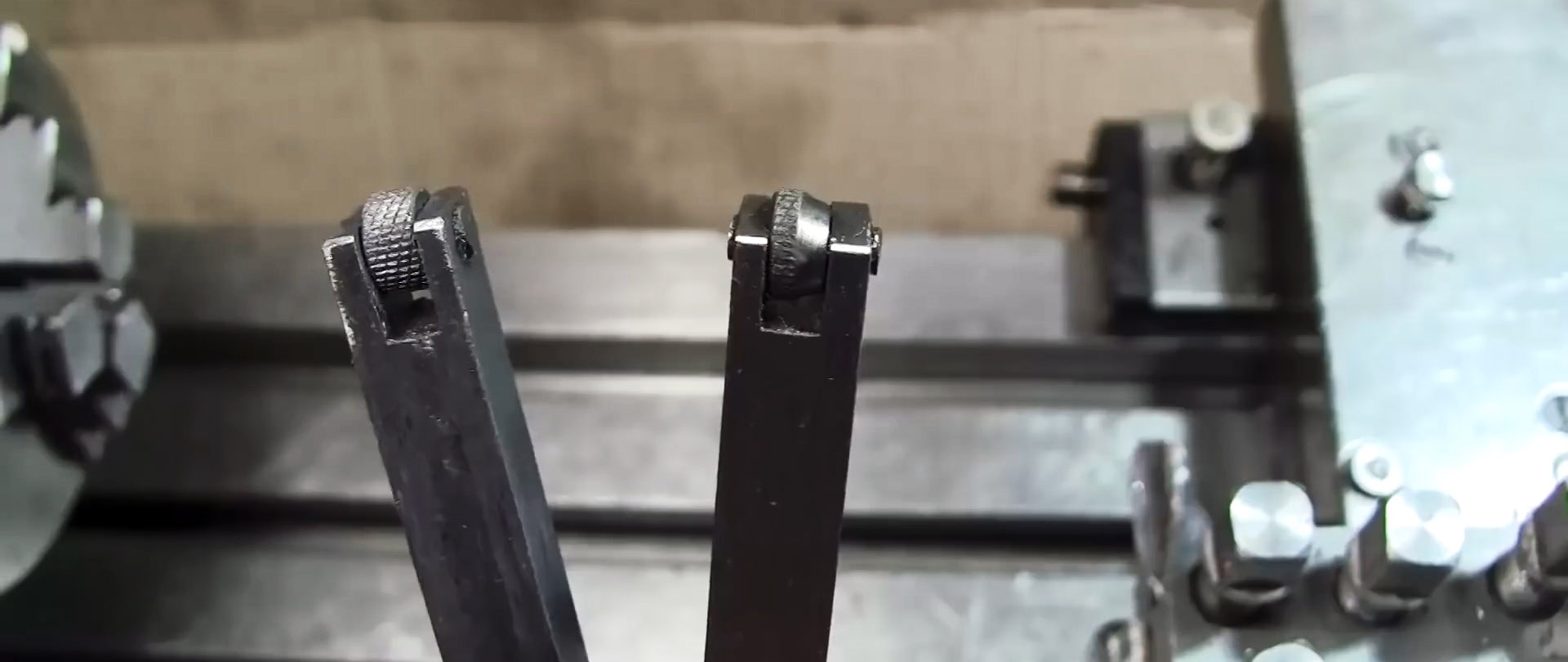
Radełkowanie regularne i stożkowe

Jedno radełkowanie wykonuje się standardowo, drugie ze zwężonym obrzeżem w celu zmniejszenia nacisku na cienki przedmiot podczas obróbki, trzecie nadaje się do dużych powierzchni wewnętrznych, a czwarte radełkowanie wspornikowe można zastosować w wąskich rurach.
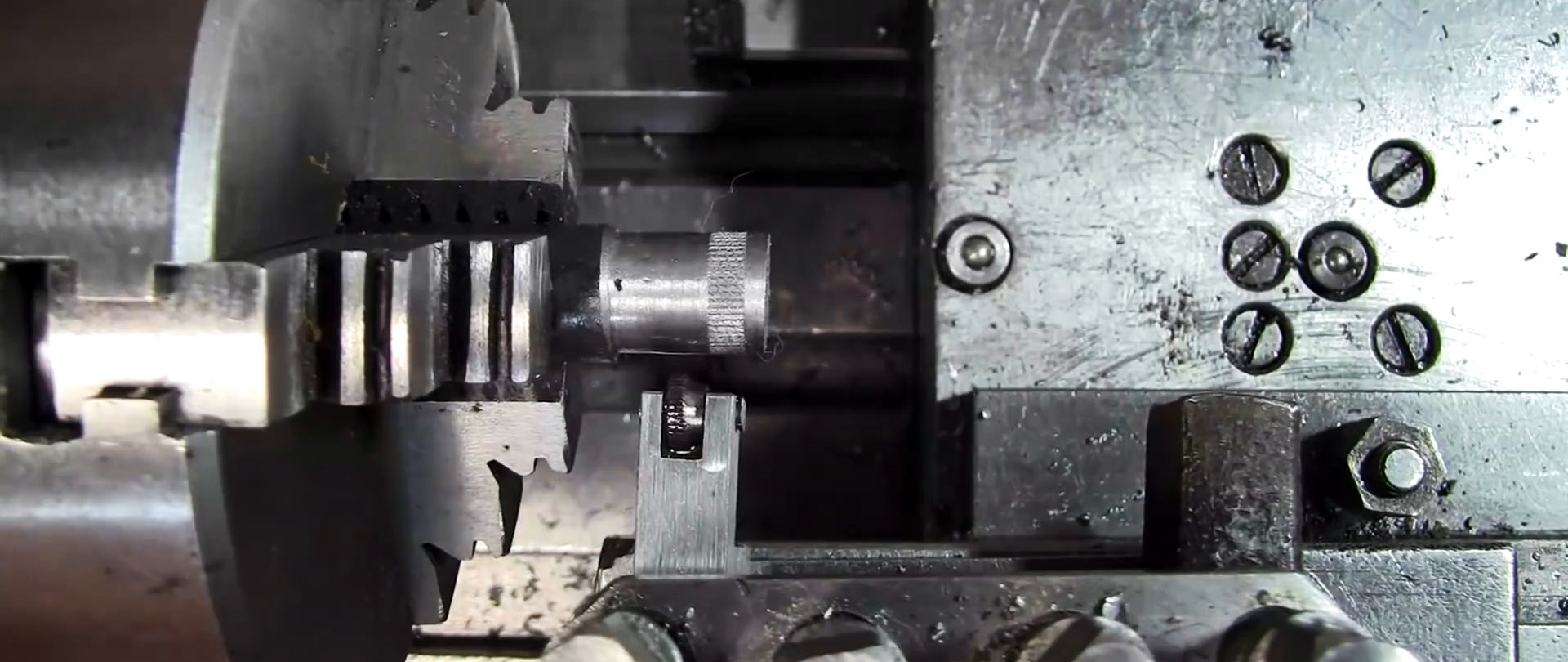
Aby wykonać radełkowanie, należy przygotować 4 uchwyty. Można je uzyskać poprzez skrócenie długich noży lub skrócenie pręta kwadratowego. W uchwytach do radełkowania powierzchni zewnętrznych na końcu frezowane są rowki, nieco szersze niż w przypadku lżejszych kół.


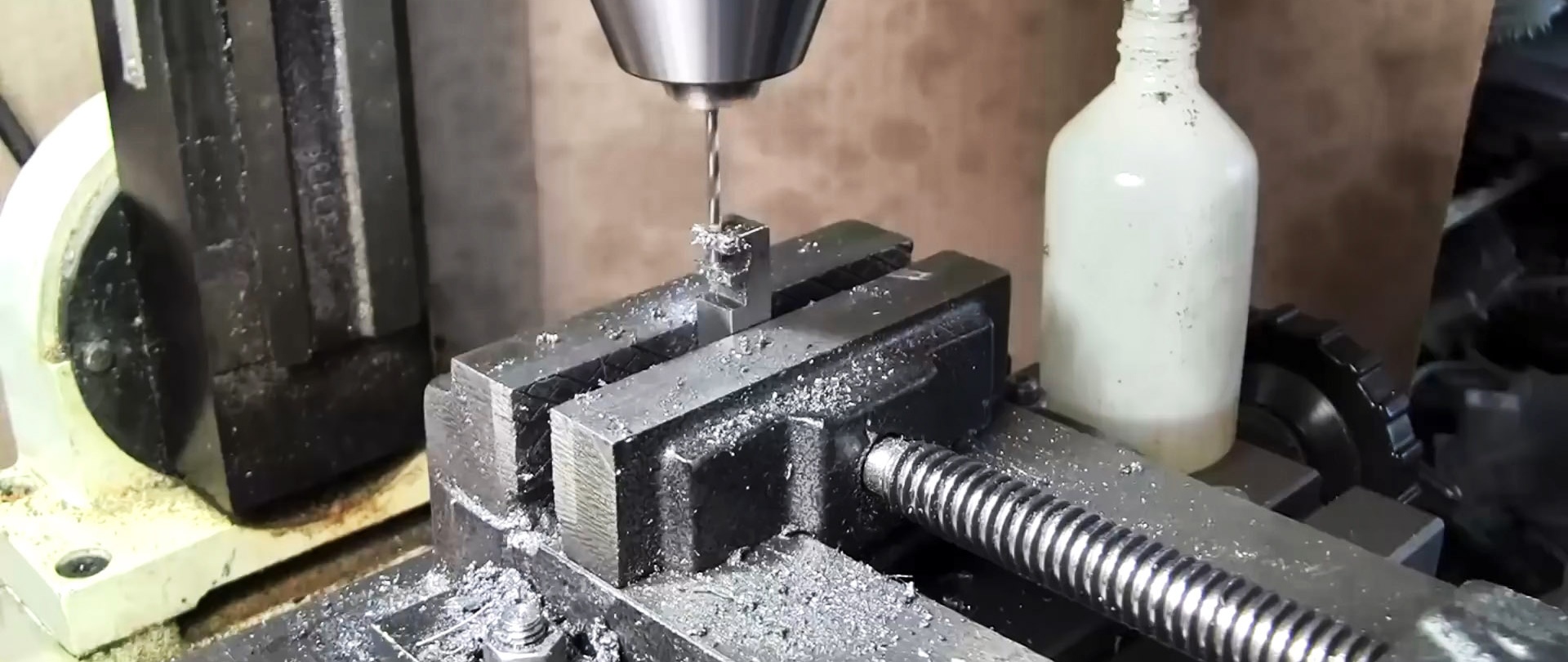
Następnie wierci się uchwyty pod oś w celu montażu rolek.

Jeden z nich będzie musiał zostać zwężony poprzez zeszlifowanie pierścienia zębatego po jednej stronie.

Aby to zrobić, nakłada się go na trzpień, który jest zaciśnięty w wiertarce lub wiertarce. Nieskręcone koło szlifujemy na papierze ściernym. Rolki mocowane są w uchwytach za pomocą osi wykonanych z trzonków łamanych wierteł.
Radełkowanie wspornikowe

Radełkowanie wspornikowe dla małych płaszczyzn wewnętrznych odbywa się według innej zasady. Konieczne jest zaostrzenie krawędzi uchwytu na oś, na której będzie umieszczone lżejsze koło.

Przed nim wykonany jest rowek na pierścień blokujący. Następnie zakłada się wałek i zabezpiecza drucianym pierścieniem.

Boczny trzpień montażowy
Trzpień do bocznego osadzania koła należy wyfrezować z boku, aby uzyskać 2 rowki.


Następnie obrabiany przedmiot jest wiercony pod oś.
Włożone jest w nie koło. Drugi rowek jest potrzebny, aby później można było wycisnąć oś i wymienić zużyty wałek.

Koła zapalniczek mają wzór asymetryczny, zatem w zależności od kierunku obrotu uchwytu wzór będzie inny. Jedynym wyjątkiem jest radełkowanie wspornikowe. Aby zmienić kierunek nacięć od niego, należy odwrócić rolkę w drugą stronę. Może to być konieczne, aby zapewnić większy chwyt radełkowanej powierzchni podczas jej obracania w kierunku zgodnym lub przeciwnym do ruchu wskazówek zegara.