Sztuczka doświadczonego spawacza podczas spawania cienkiego metalu o grubości 0,3 mm
Spawanie cienkiego metalu o grubości 0,3 mm, szczególnie ocynkowanego, jest zadaniem dość trudnym i niebezpiecznym nawet dla doświadczonego spawacza, ponieważ opary cynku są bardzo trujące, a proces spawania musi odbywać się na zewnątrz lub w dobrze wentylowanym pomieszczeniu, najlepiej z wymuszoną wentylacją . Na dłoniach należy nosić płócienne lub skórzane rękawiczki lub rękawiczki.

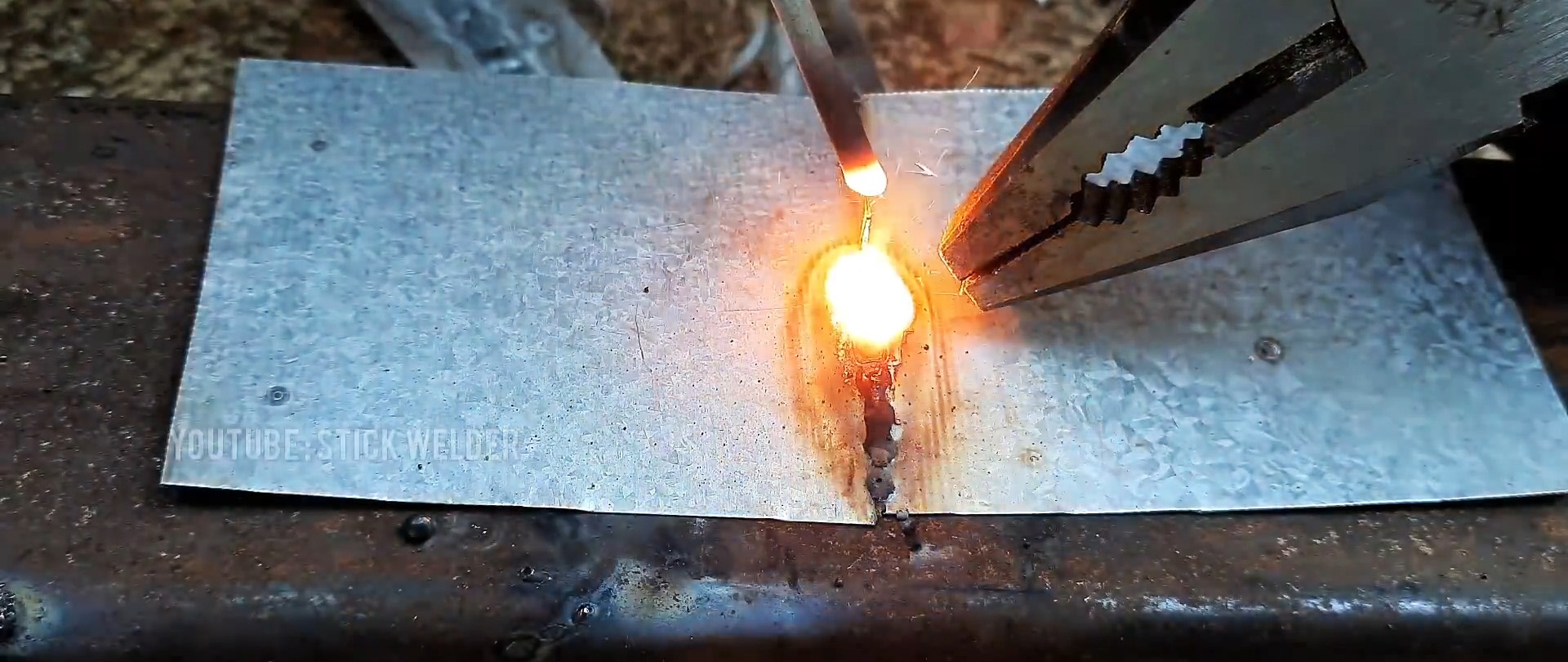
Proces spawania cienkiego metalu. Sztuczka doświadczonego spawacza
Podczas spawania cienkiego metalu obowiązują ścisłe ograniczenia dotyczące wielkości prądu spawania (powinno mieścić się w przedziale 30-50 A), co jednak utrudnia utrzymanie łuku elektrycznego. Konieczne jest także zastosowanie cienkich elektrod o średnicy od 1,6 do 2,0 mm. Wzdłuż linii spawania należy usunąć powłokę cynkową np. szczotką drucianą oraz wszelkie zanieczyszczenia w postaci kurzu, brudu, olejów, farb, folii ochronnych i innych powłok.

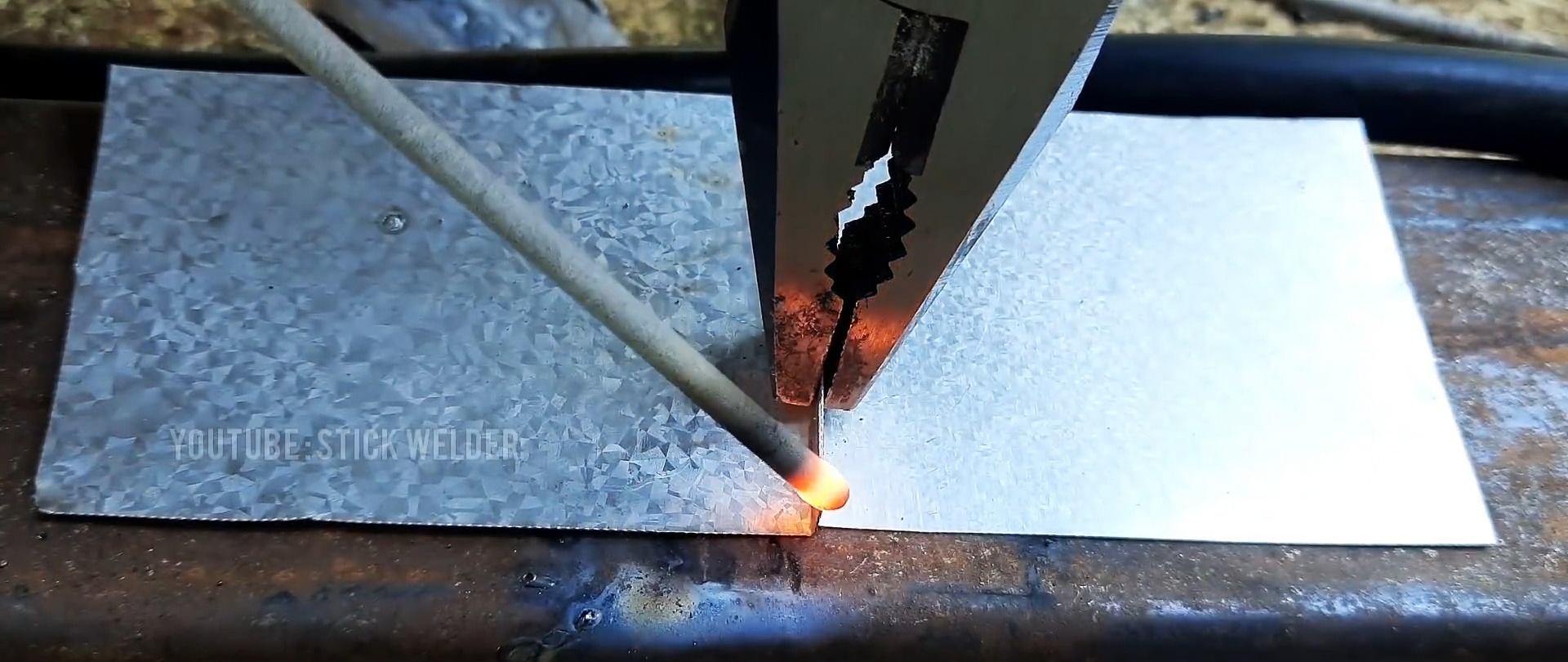
Aby nie przepalić cienkiego metalu, konieczne jest spawanie go nie ciągłym szwem bez odrywania elektrody, ale sporadycznie z minimalną szczeliną między spawanymi przedmiotami. W tym przypadku lepiej jest zastosować odwrotną polaryzację, co sprzyja mniejszemu przywieraniu elektrody i zmniejsza prawdopodobieństwo przepalenia cienkiego metalu.
Elektrody spawalnicze do celów ogólnych na AliExpress ze zniżką - http://alii.pub/606j2h
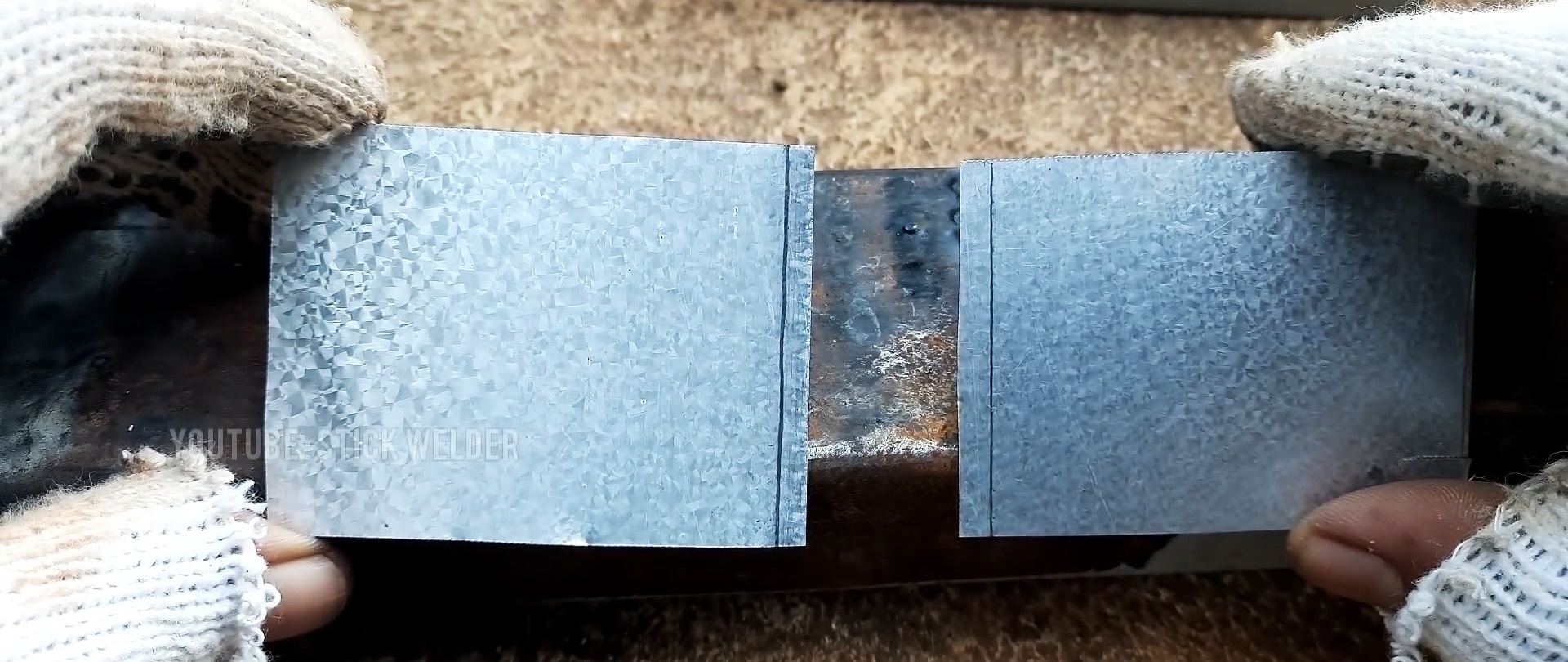
Tradycyjnie do spawania cienkiego metalu stosuje się kilka metod. Największe trudności pojawiają się podczas zgrzewania doczołowego takiego metalu. Zwykle nawet doświadczony spawacz nie zawsze jest w stanie wykonać zgrzewanie doczołowe, a tym bardziej początkujący. Dzięki swojej konstrukcji spalanie metalu jest na początku gwarantowane w 100%, nawet przy przerywanym prowadzeniu elektrody.

Proces zgrzewania dwóch cienkich metalowych elementów na zakładkę znacznie ułatwia zadanie. Doświadczony spawacz prawie zawsze może wykonać zgrzewanie zakładkowe, ale dla początkującego nawet ta opcja będzie stanowić pewną trudność. Zadanie jest nieco łatwiejsze ze względu na fakt, że zwiększa się powierzchnia styku spawanych części.

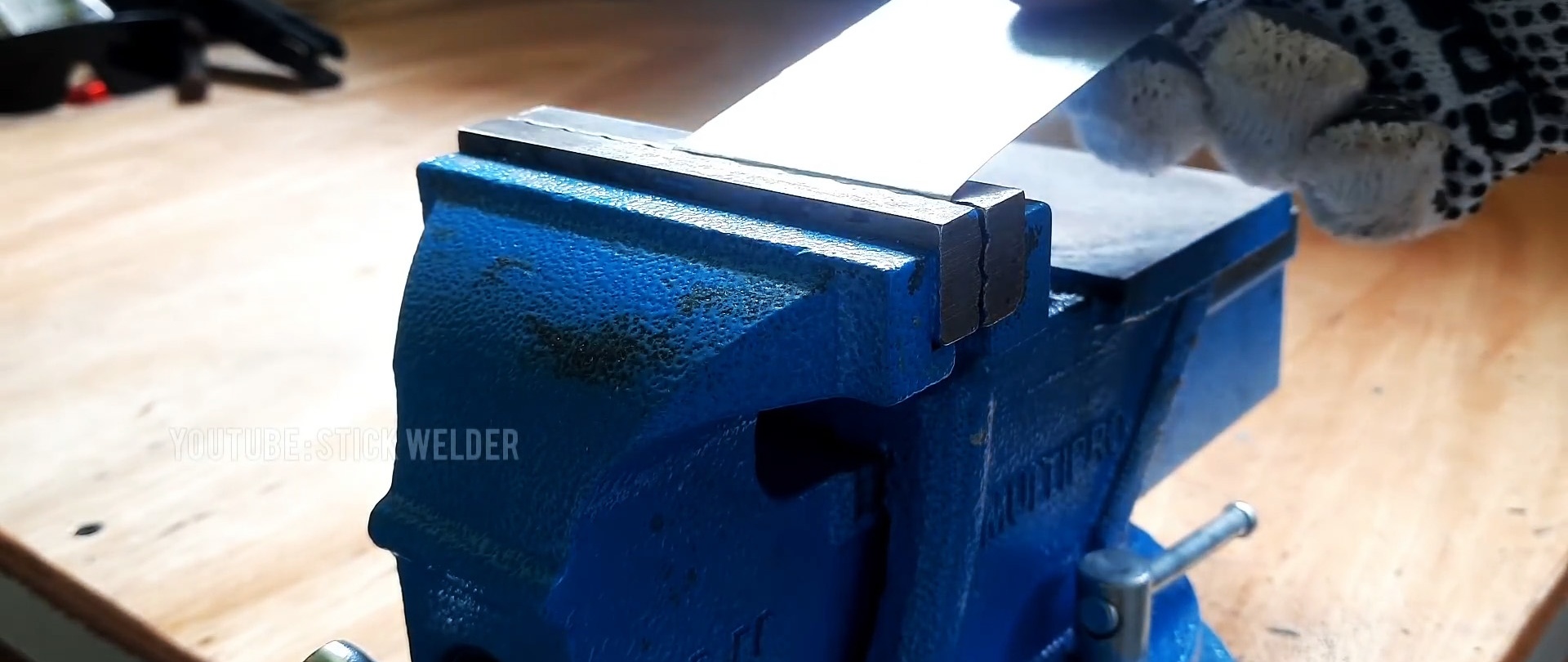
Najbardziej odpowiednią metodą łączenia cienkich blach jest spawanie z wygięciem krawędzi spawanych części. W tym celu zaznaczamy krawędzie spawanych elementów i wykonujemy zagięcie za pomocą np. imadła stołowego.
Następnie trzymając i dociskając szczypcami łączone części obu kołnierzy, wykonujemy przerywany proces zgrzewania kołnierzy.
W tym przypadku cienki metal wydaje się gęstnieć i zamiast spawać dwie blachy o grubości 0,3 mm każda, spawamy jedną blachę o podwójnej grubości (0,6 = 0,3 + 0,3 mm).

Elektrody spawalnicze do celów ogólnych na AliExpress ze zniżką - http://alii.pub/606j2h
Obejrzyj wideo
Podobne klasy mistrzowskie












