Como reparar um dente de engrenagem quebrado

Nos mecanismos de anos anteriores de produção (máquinas-ferramentas, caixas de engrenagens, acionamentos), as engrenagens e engrenagens eram muitas vezes feitas de ferro fundido cinzento, que, em cargas baixas e médias, não eram inferiores às suas contrapartes de aço, e o processo de fundição do ferro era mais simples e mais barato que o aço.
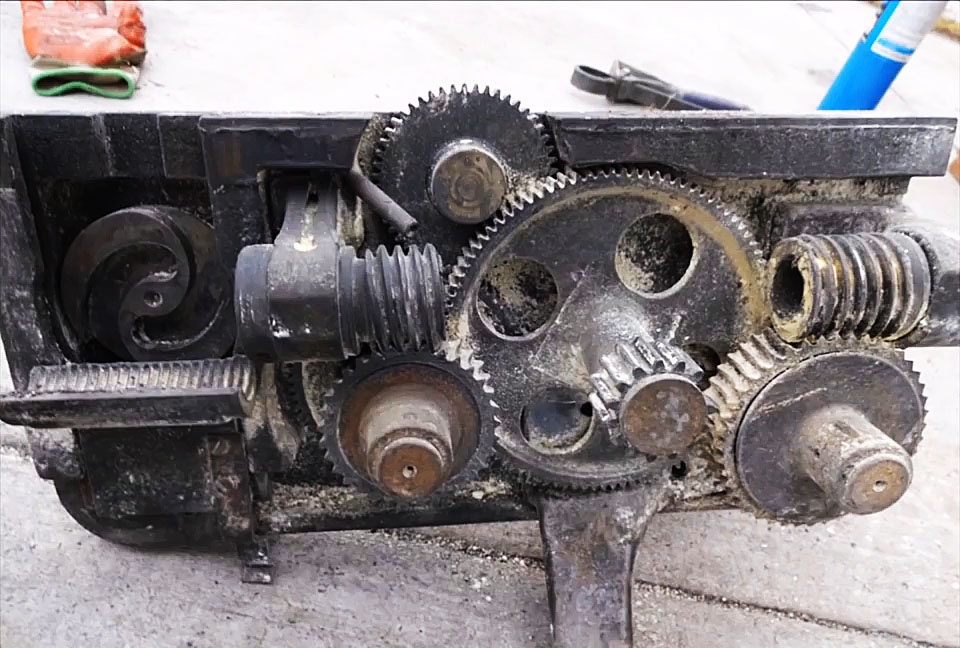
Mas o ferro fundido é frágil e, em engrenagens e engrenagens, com uma mudança brusca de carga ou seu aumento, os dentes quebraram e todo o mecanismo falhou. Claro, seria melhor substituir uma engrenagem ou engrenagem com dente faltante por um novo produto, o que nem sempre é possível. Então só falta tentar restaurar o dente de outra forma.

Uma das opções está associada ao preparo mecânico do local do dente quebrado, revestimento com material adequado em termos de resistência e outras características e processamento do revestimento até a obtenção de um novo dente com geometria exata.
Equipamentos, dispositivos e materiais necessários
Para trabalhar, precisamos:
- moedor e mini furadeira (broca);
- tocha de soldagem oxi-acetileno;
- ácaros;
- batedor (cabeça de medição);
- torno;
- lixa;
- eixo com porca e batente tubular para conjunto de pinhão e engrenagem;
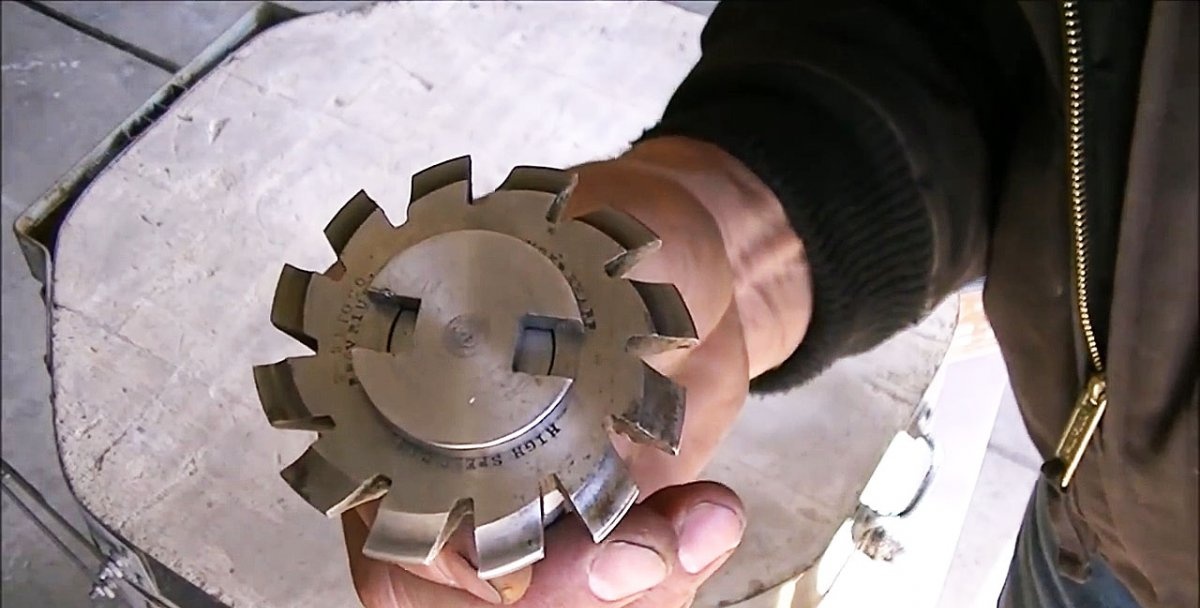
- cortador para formar o perfil da cavidade entre os dentes;
- eixo de corte com punho pronto para uso;
- fresadora com cabeçote divisor;
- instrumento de medição (paquímetro, micrômetro), etc.
Para preencher a lacuna entre dois dentes adjacentes intactos em relação a um dente quebrado, precisamos:
- haste de bronze silicioso (silicone);
- fluxo (parte principal: bórax com pequena mistura de magnésio);
- manta de soldagem de fibra de vidro;
- trapos, guardanapos de pano, etc.
O processo de restauração de um dente quebrado
É composto de três etapas:
- Preparar o local e preencher (selar) o espaço entre dois dentes adjacentes íntegros em relação ao faltante.
- Fabricação de suporte para cortador de engrenagens e eixo para fixação da engrenagem e redutor na máquina durante o processamento.
- Formação do perfil do dente removendo o material depositado com uma fresa especial de ambos os lados.
Preparando a área de solda

Como o ferro fundido cinzento é difícil de usinar mecanicamente, é quase impossível fazer isso com uma mini furadeira. É melhor e mais rápido lixar um dente quebrado com uma esmerilhadeira.
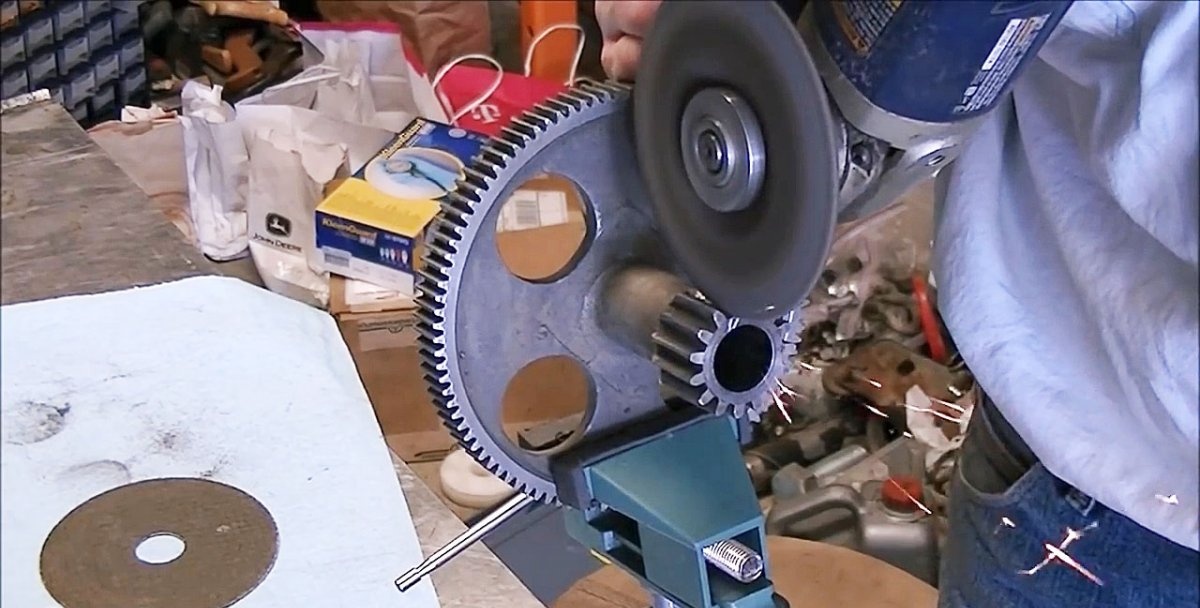
No final, você pode usar uma furadeira para tornar a base áspera. Isto irá garantir uma ligação mais forte entre o material soldado e o ferro fundido.


Processo de soldagem térmica
Inicia-se com o aquecimento completo e uniforme, com maçarico de gás-acetileno, tanto da área de solda quanto das partes adjacentes da engrenagem. Caso contrário, a probabilidade de formação de fissuras na peça de ferro fundido aumenta.
Em seguida, a área de solda e a haste de bronze levemente siliciosa (silicone) são aquecidas em brasa, que, após o aquecimento, é baixada para um recipiente com fluxo, composto principalmente de bórax com adição de uma pequena quantidade de magnésio.
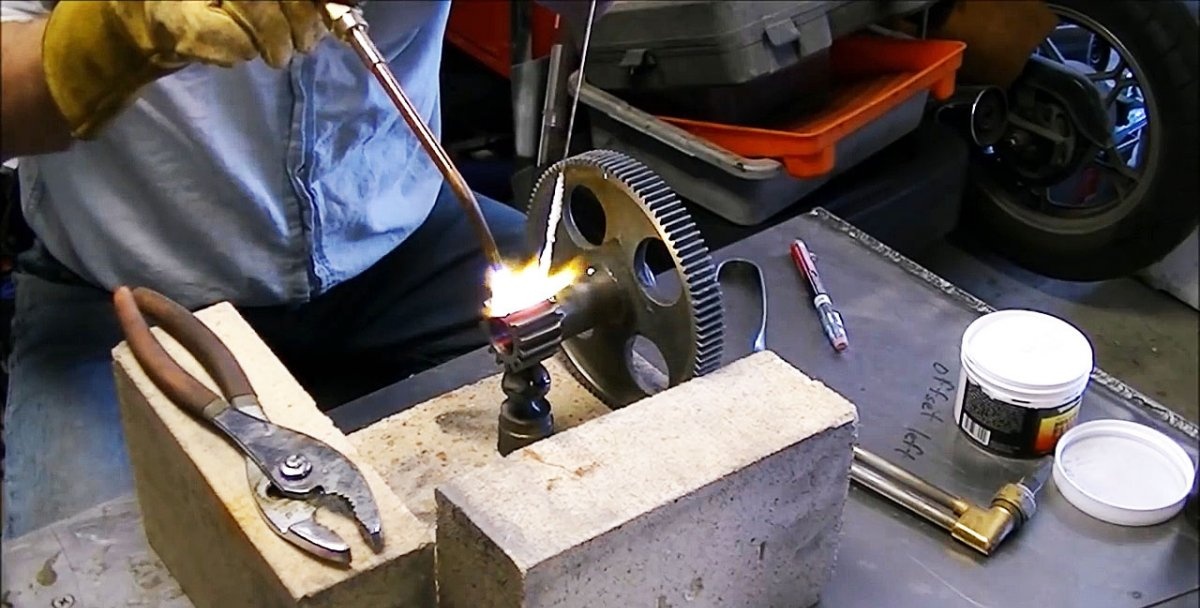
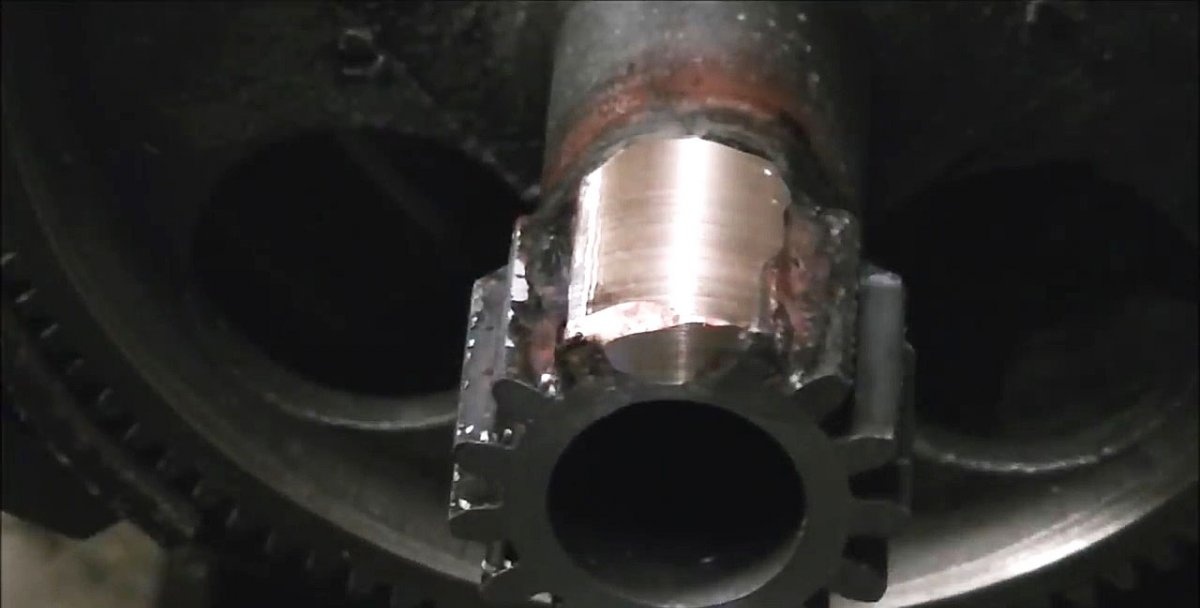
Em seguida, uma haste de bronze de silicone revestida com fluxo é colocada sobre a cavidade e derretida com a chama de um maçarico de acetileno. Esta operação continua até que a solda de bronze silício preencha todo o volume da cavidade entre os dentes adjacentes intactos.
Ao final desta etapa, para que a solda não rache devido ao resfriamento rápido, cobrimos a peça a ser restaurada com uma manta de fibra de vidro e deixamos esfriar lentamente pelo tempo necessário.

Processo de usinagem de extremidade de engrenagem soldada
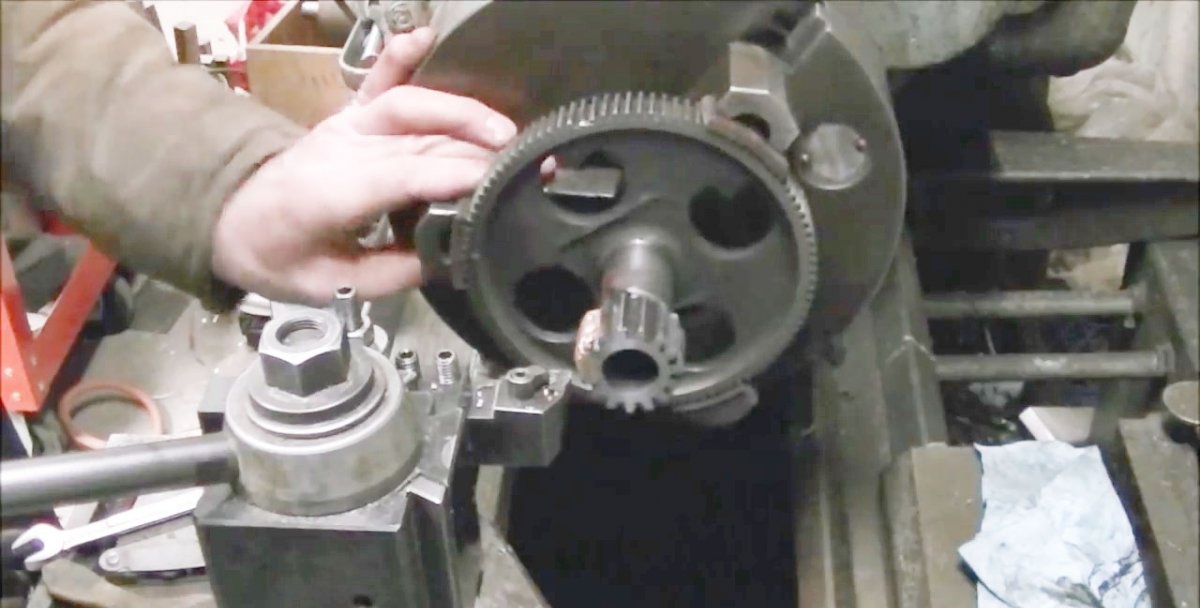
Fixamos a roda dentada no mandril do torno e, usando um cabeçote medidor, ajustamos o bloco com o desvio mínimo permitido, batendo a engrenagem de um lado ou de outro com um martelo, se necessário.
Em seguida, usando cortadores, removemos os cordões de solda que se projetam além das extremidades da engrenagem. Ao final do torneamento, lixamos as áreas de processamento com lixa.


Preparando o bloco e o cortador para o trabalho

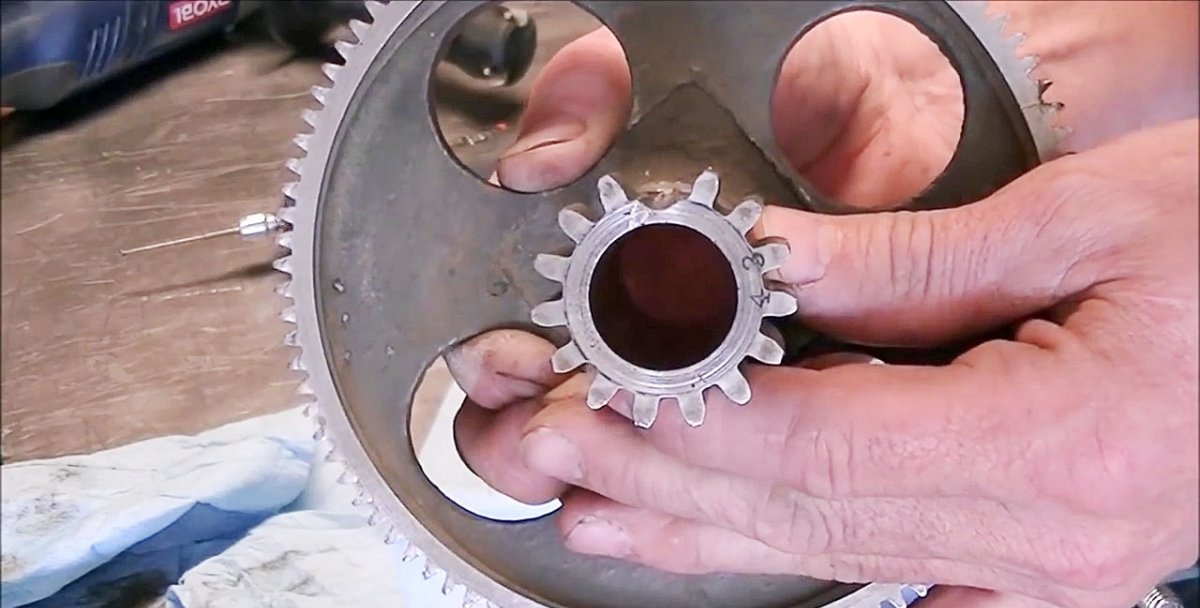
Colocamos a engrenagem e o bloco de engrenagens em um torno em um eixo pré-preparado, apertando a porca e o batente cilíndrico.

Para fazer um suporte para uma fresa, pegamos uma haste de aço de determinado comprimento e diâmetro um pouco maior que o furo de montagem da ferramenta. Nós o prendemos no mandril do torno e primeiro fazemos um pequeno furo em uma das extremidades com uma broca de centralização, que depois expandimos com uma broca helicoidal até o tamanho necessário.
A seguir, fixamos a torneira no contraponto da máquina e inserimos no orifício na extremidade da haste.Movemos o cabeçote para trás e cortamos a linha manualmente, girando a torneira com uma manivela. Aparafusamos um parafuso caseiro com cabeça cilíndrica plana e dois recortes retangulares simetricamente localizados em relação ao centro da haste na rosca resultante para fixação com uma chave especial.

Em seguida, terminamos a haste do outro lado e a retificamos no comprimento necessário para corresponder ao diâmetro do fuso da fresadora. Realizamos torneamento com verificação periódica do diâmetro para não afrouxar o tamanho. Ao final lixamos a área de torneamento com uma lixa e enxugamos com um pano.
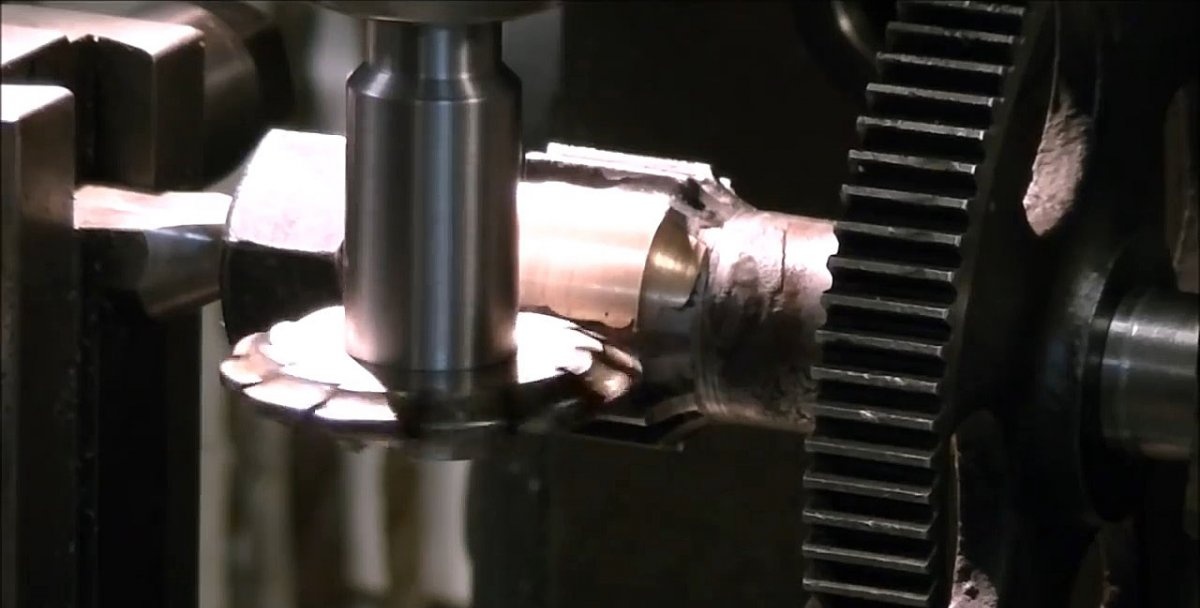
Formação do perfil dentário
Fixamos o porta-fresa no fuso da fresadora e retificamos a haste no tamanho do furo da fresa, medindo periodicamente o diâmetro com um micrômetro. Ao final lixamos o sulco com lixa e enxugamos com pano.
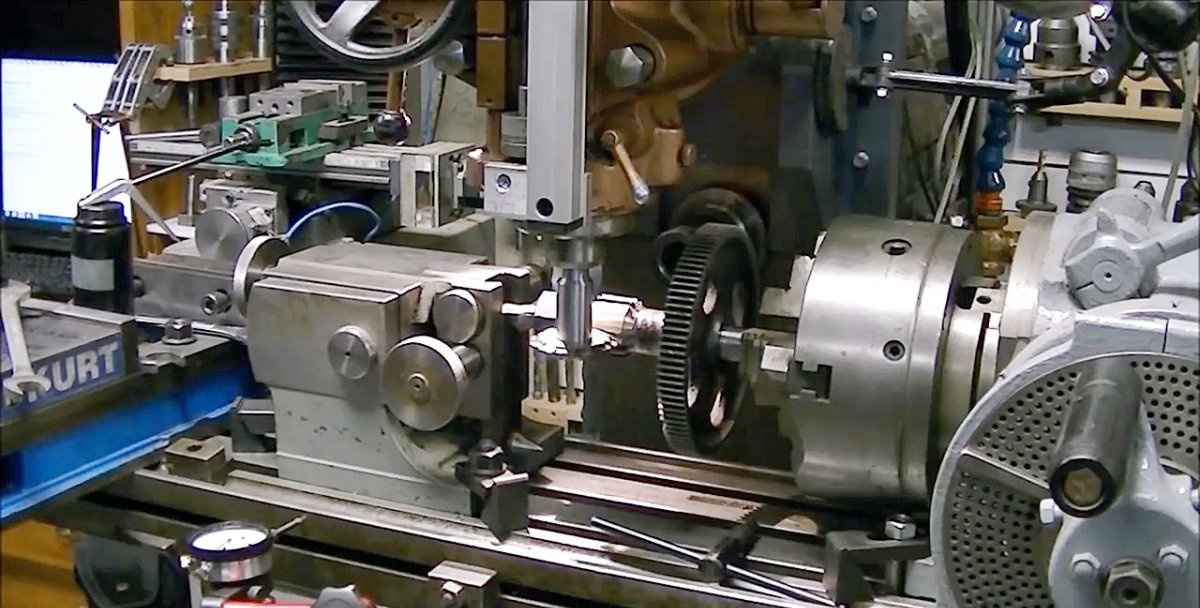
Colocamos o cortador no suporte e fixamos na extremidade com um parafuso de fixação, primeiro com a mão, e na extremidade com uma chave especial com manivela. Instalamos o cabeçote divisor e o cabeçote móvel na mesa de trabalho da fresadora. Ao fixar uma haste de aço perfeitamente reta entre eles, alinhamos essas unidades para garantir a máxima coaxialidade nos planos vertical e horizontal. Para fazer isso, usamos cabeçotes de medição e ajustamos a posição do cabeçote móvel em relação ao cabeçote divisor. Após o alinhamento, essas unidades são fixadas com segurança à mesa da fresadora.
A operação mais importante é o alinhamento preciso da fresa em relação à engrenagem que está sendo restaurada. Para fazer isso, usamos um paquímetro, um micrômetro e uma régua de metal.
Dividimos as características da cabeça pelo número de dentes e obtemos o número de voltas do cabo por 1 dente. Geralmente o resultado é um número fracionário. Este valor é então encontrado no círculo divisor.
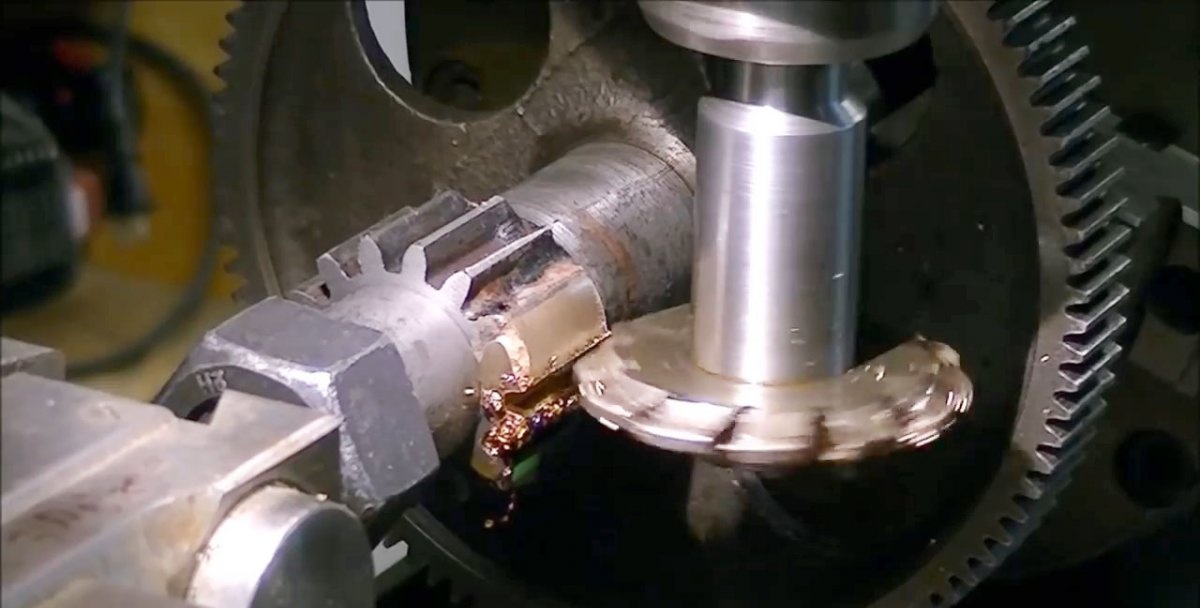
Agora você pode ligar o fuso da fresadora e começar a moldar uma das cavidades do dente que está sendo restaurado. É melhor fazer isso em 2 a 3 passagens para não danificar a superfície. Ao formar um dente, é necessário retirar partículas do material cortado da fresa e lubrificar a ferramenta. Em seguida, afastamos o cortador e giramos a engrenagem exatamente um passo com o cabeçote divisor e repetimos a operação anterior novamente.


Uma nota
Por que usar bronze de silício para formar um dente em uma engrenagem de ferro fundido? Não é mais seguro soldar a cavidade entre os dentes com um eletrodo de ferro fundido e depois processá-la com uma fresa de engrenagem?
Se você fizer isso, devido à alta temperatura, o ferro fundido “branqueia” e cria áreas praticamente impossíveis de usinar. O bronze de silicone é semelhante em resistência ao ferro fundido cinzento e ainda maior em resistência à tração. Ao mesmo tempo, o seu processamento, como vimos, não é nada difícil.
Assista o vídeo
Master classes semelhantes

Como restaurar uma furadeira queimada convertendo-a de 220 V para 12 V

Como restaurar uma engrenagem de plástico

Como transformar uma engrenagem de distribuição em um cortador de madeira completo

Desmontagem completa da caixa de engrenagens da roçadora para remoção de produtos de desgaste

Restauração de dentes de engrenagens de plástico por recartilhamento

Como cortar e afiar dentes novos em uma serra antiga
Particularmente interessante






Comentários (16)
