Como enrolar um cano e fazer uma ponta linda usando um torno
Em tornos, além do processamento mecânico de peças principalmente metálicas, muitas outras operações podem ser realizadas, em particular, o processo de soldagem por fricção final ou laminação de tubos pelo método termomecânico.
Como fazer uma ponta linda usando um torno
Em ambos os casos, é utilizado o processo há muito conhecido de conversão de energia cinética ou motriz em sua forma térmica. Consiste no fato de que quando peças ou peças metálicas esfregam umas nas outras, sua temperatura aumenta e pode atingir primeiro o ponto de amolecimento do plástico e depois até o ponto de fusão.

Vamos tentar usar esta técnica para o processo de enrolar um tubo redondo. Para isso, no porta-ferramentas, ao invés de uma fresa convencional, fixamos uma placa rígida de aço resistente ao calor com uma reentrância semicilíndrica em sua extremidade de trabalho, cujo diâmetro deve coincidir com o diâmetro externo do redondo tubo que vamos submeter ao processo de laminação.
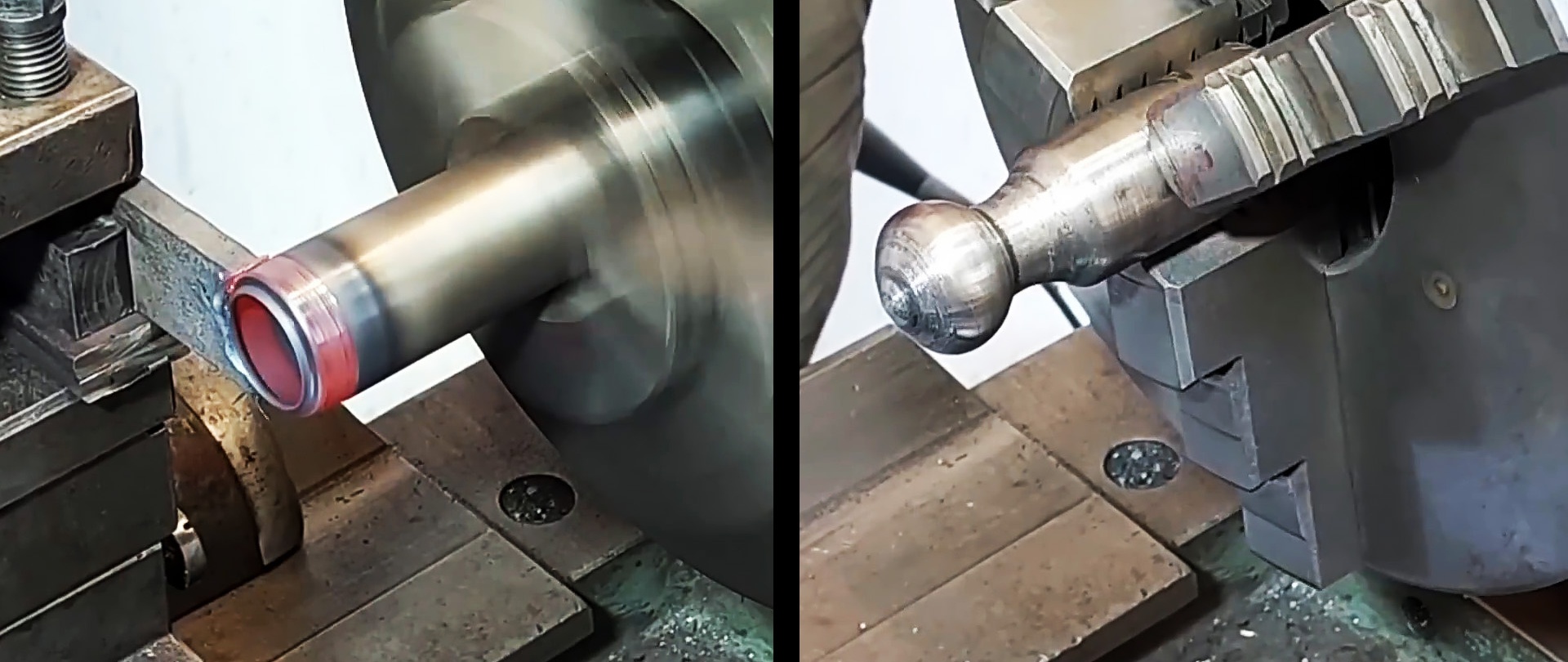
Para evitar que a extremidade de um tubo redondo comece a se deformar sob influência termomecânica, antes de fixá-lo no mandril de um torno, colocamos nele uma porca de encaixe ou algo semelhante de diâmetro adequado.
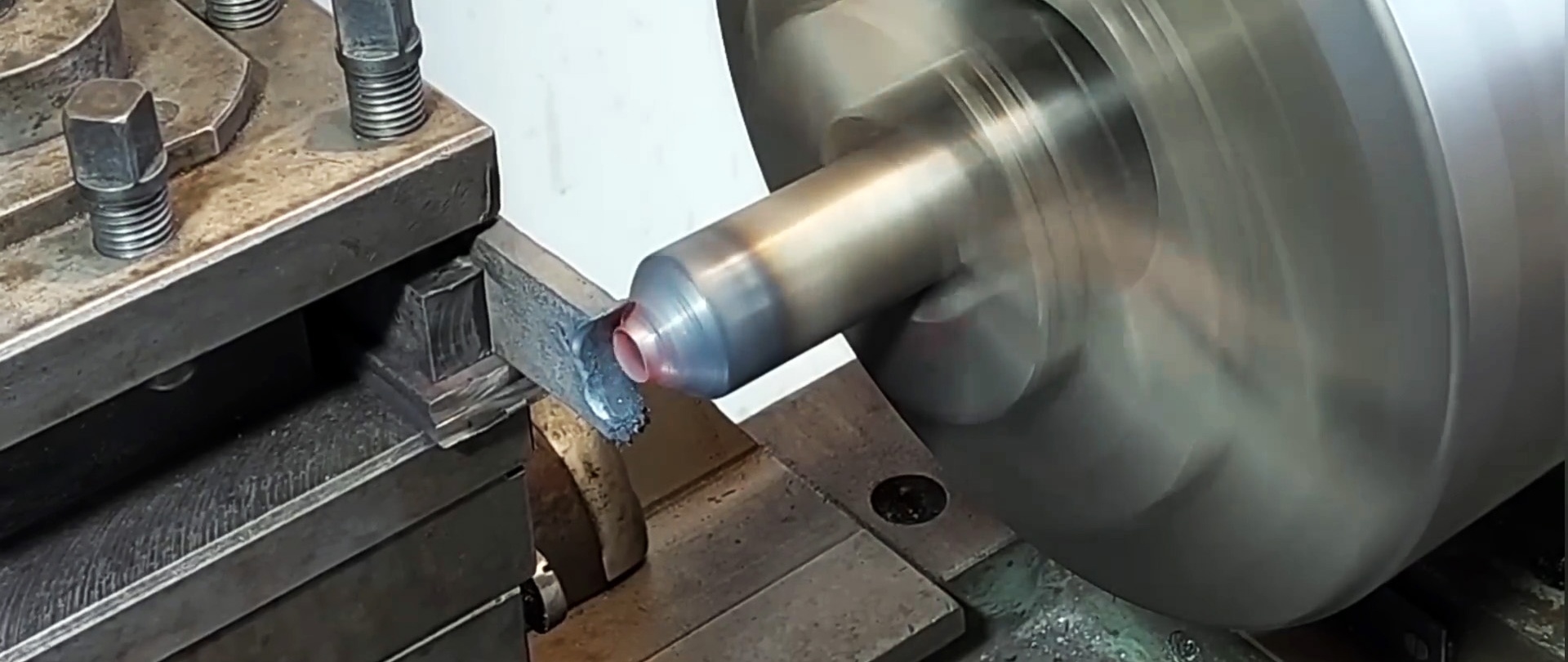
Trazemos o recesso na extremidade de trabalho da placa resistente ao calor para o tubo redondo e ligamos a alimentação transversal. Após um curto período de tempo, o metal do tubo começará a esquentar intensamente e ficará vermelho. Neste caso, ocorre um amolecimento bastante significativo do metal do tubo.
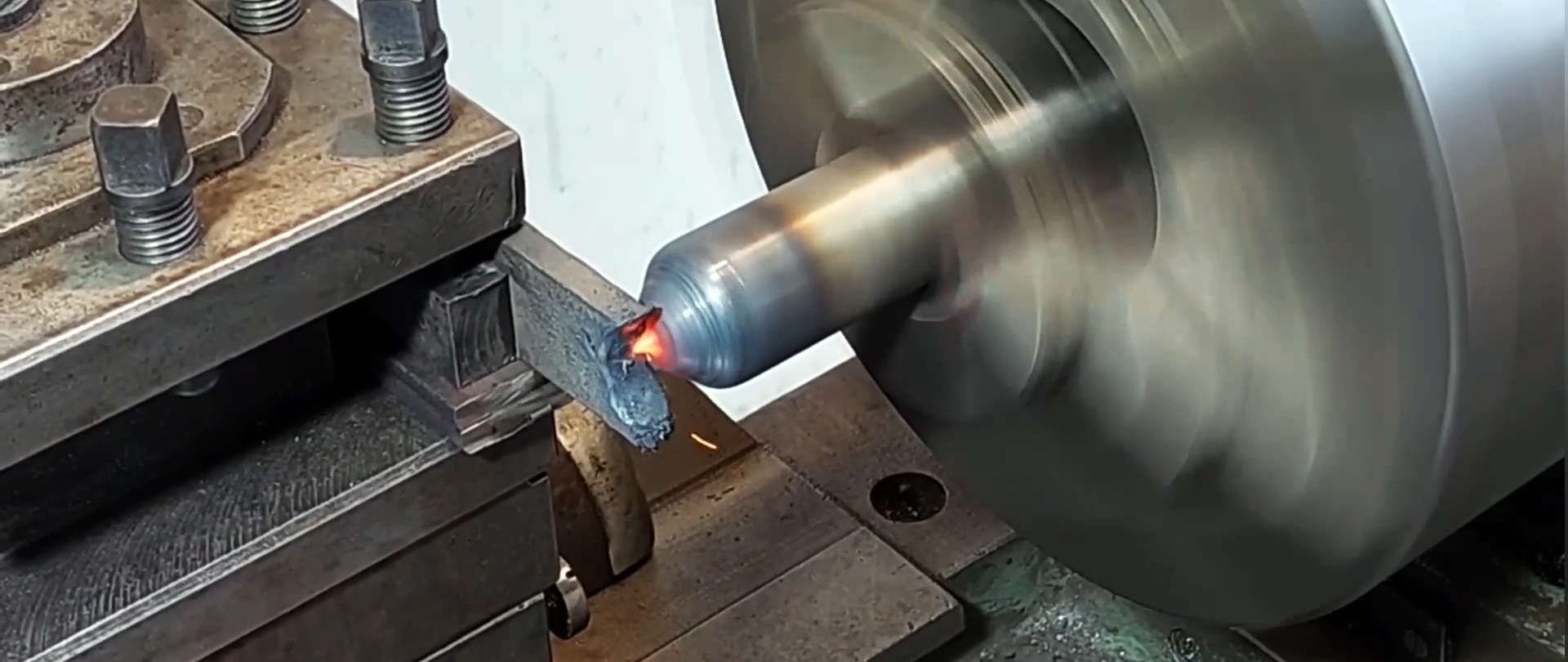
Combinando o avanço transversal e longitudinal do paquímetro, obtemos um cone reto na extremidade do tubo, que gradualmente transformamos em quase um hemisfério. Em seguida, apoiamos o recesso da placa resistente ao calor contra a seção do tubo atrás da cabeça final e, também, ajustando o avanço transversal e longitudinal, aquecemos o metal em brasa e primeiro formamos um cone, e depois quase um hemisfério.
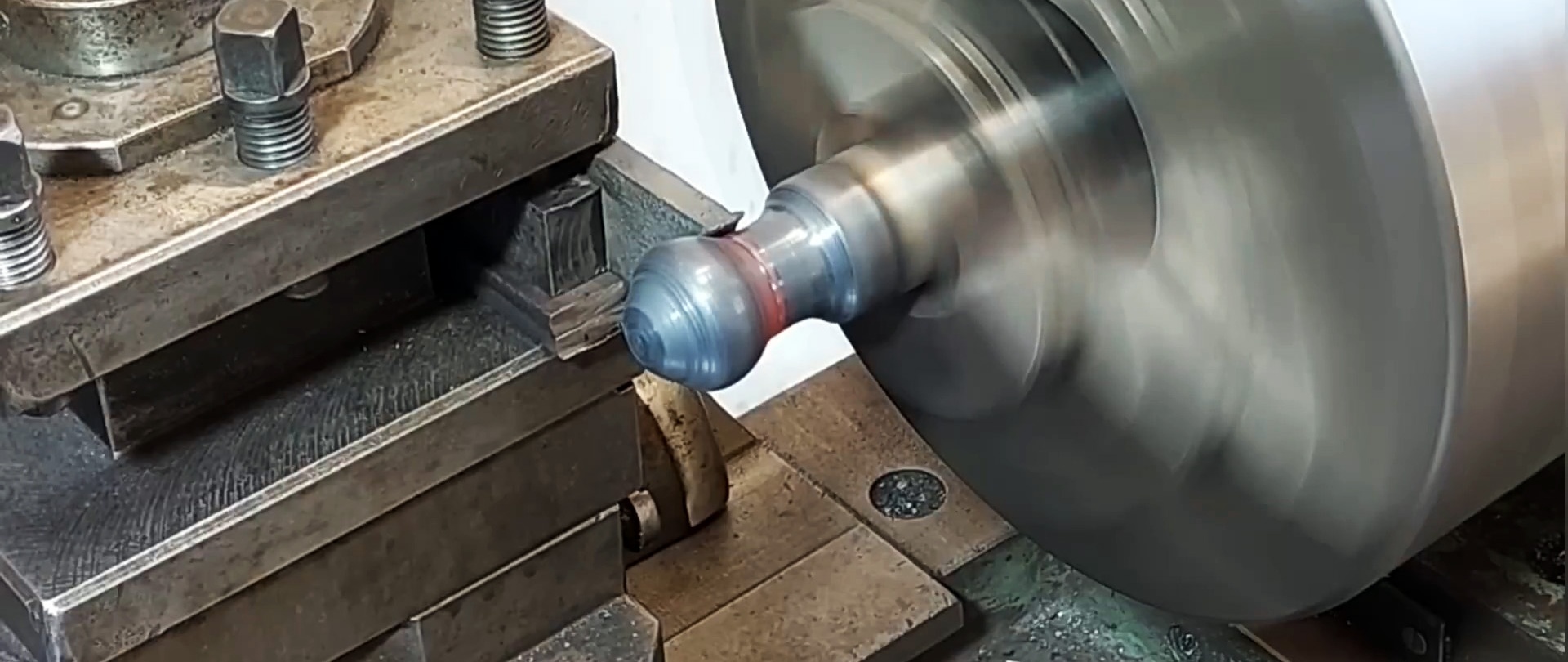
Além disso, continuando a influenciar o perfil resultante térmica e mecanicamente, alcançamos a forma esferoidal idealmente possível. Deixe o metal esfriar, solte-o um pouco e reinstale o tubo com uma extremidade esferoidal grosseiramente formada.

Com uma lima manual, removemos as marcas, irregularidades e rebarbas mais visíveis. Em seguida iniciamos o processo de lixamento com lixa de grão decrescente, primeiro em baixa velocidade e finalizamos o lixamento da superfície em velocidade máxima.














