Cum să faci o mașină de îndoit puternică pentru bara de armare
Când lucrați cu armătură atunci când turnați o fundație sau o centură armată, aceasta trebuie să fie îndoită în unghiuri diferite. Dacă folosiți doar un ciocan și nicovală, procesul pregătitor înainte de turnarea betonului va dura câteva zile. Puteți accelera foarte mult viteza de lucru cu armare folosind o mașină de îndoit de casă.

Înainte de a asambla mașina, va trebui să efectuați lucrări de strunjire folosind un semifabricat de 40 mm ca piesă de prelucrat. Din acesta este realizat un manșon de 30 mm înălțime cu o gaură interioară de 15 mm. De asemenea, trebuie să măcinați 2 bucșe fungice. Diametrul exterior al părții lor subțiri trebuie să fie egal cu diametrul pistei interioare a rulmenților existenți. Diametrul capacului de ciupercă este mai mare cu 5-10 mm. Un orificiu de 10 mm este găurit în bucșe și se face un orificiu înfundat sub capul șuruburilor. De asemenea, trebuie să transformați un deget într-o bucșă mare din lemn rotund de 15 mm.Trebuie să-l șlefuiți ușor, astfel încât să intre cu ușurință în gaura ei.

Patul mașinii este realizat din bandă sau tablă groasă de oțel.

Este format din două semifabricate dreptunghiulare de dimensiuni diferite. Cel mai mic ar trebui să aibă suficientă zonă pentru a găzdui doi rulmenți selectați. Cel mare se face mai lat si mai lung cu 30-40 mm. Un colț al plăcii mai mici este tăiat și rotunjit spre interior, astfel încât să poată fi atașat un manșon cu un diametru de 40 mm cu un spațiu de 1-2 mm.

Seboturile de cadru sunt pliate împreună și tăiate în unghiul opus celui rotunjit, după care sunt sudate cu o cusătură continuă și curățate conform sudării.


În patul mașinii sunt făcute 3 găuri. Primul este să găuriți sub deget pentru a instala o bucșă mare.


Este realizat în placa lată inferioară pe colț, astfel încât bucșa să se potrivească colțului rotunjit al plăcii superioare cu un spațiu de 1-2 mm. Apoi se forează 2 găuri oarbe pe placa mai mică pentru instalarea rulmenților axiali pe șuruburi M10.

Găurile oarbe sunt filetate. Apoi șuruburile cu rulmenți și bucșe sunt înșurubate în ele.

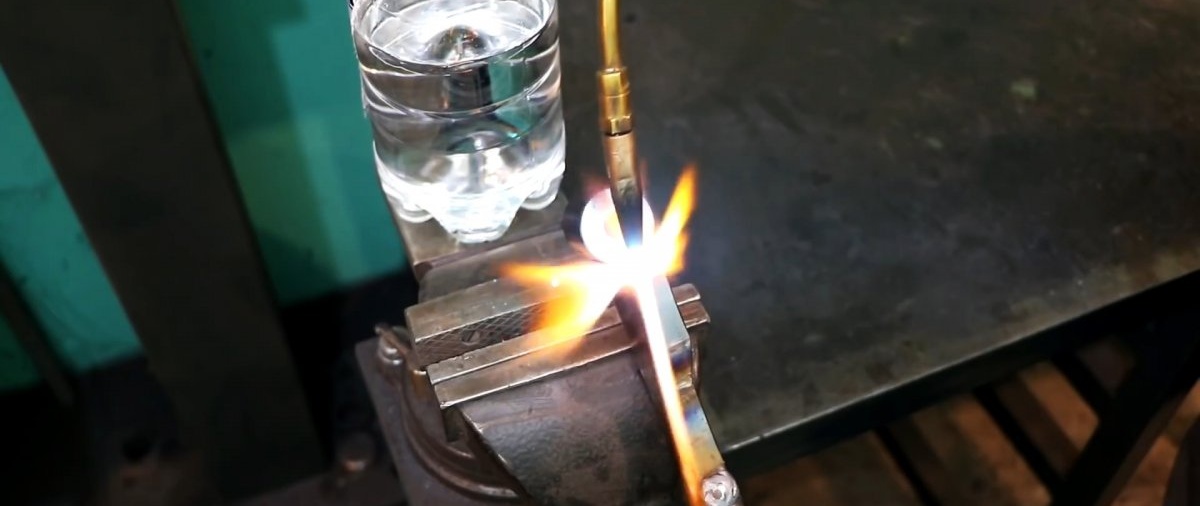
Un umăr tăiat din metalul folosit la realizarea cadrului este sudat de bucșa mare. Un opritor din același material este sudat deasupra acestuia. Marginea sa nu trebuie să atingă orificiul din manșon cu 12-15 mm. Trebuie să tăiați o crestătură la capătul opritorului. Apoi umărul este prelungit cu o cherestea rotundă. Este sudata cu o usoara panta ascendenta. Este indicat să încălziți crestăturile opritorului cu un cutter cu gaz și să le întăriți prin răcirea lor în apă.





Un deget este introdus în manșon cu mânerul și este instalat în orificiul de pe cadru.


Mașina este prinsă într-o menghină. Pentru îndoire, armătură sau cherestea rotundă se plasează între rulmenți și știft, apoi se îndoaie prin rotirea mânerului.



Materiale:
- bandă sau placă cu o secțiune transversală de 30 mm;
- rulmenți cu diametrul exterior de 40-50 mm – 2 buc.;
- semifabricat rotund pentru lucrări de strunjire cu diametrul de 40 mm;
- cherestea rotunda 15 mm;
- Șuruburi hexagonale M10 – 2 buc.
Procesul de fabricație a mașinii de îndoit
Înainte de a asambla mașina, va trebui să efectuați lucrări de strunjire folosind un semifabricat de 40 mm ca piesă de prelucrat. Din acesta este realizat un manșon de 30 mm înălțime cu o gaură interioară de 15 mm. De asemenea, trebuie să măcinați 2 bucșe fungice. Diametrul exterior al părții lor subțiri trebuie să fie egal cu diametrul pistei interioare a rulmenților existenți. Diametrul capacului de ciupercă este mai mare cu 5-10 mm. Un orificiu de 10 mm este găurit în bucșe și se face un orificiu înfundat sub capul șuruburilor. De asemenea, trebuie să transformați un deget într-o bucșă mare din lemn rotund de 15 mm.Trebuie să-l șlefuiți ușor, astfel încât să intre cu ușurință în gaura ei.

Patul mașinii este realizat din bandă sau tablă groasă de oțel.

Este format din două semifabricate dreptunghiulare de dimensiuni diferite. Cel mai mic ar trebui să aibă suficientă zonă pentru a găzdui doi rulmenți selectați. Cel mare se face mai lat si mai lung cu 30-40 mm. Un colț al plăcii mai mici este tăiat și rotunjit spre interior, astfel încât să poată fi atașat un manșon cu un diametru de 40 mm cu un spațiu de 1-2 mm.

Seboturile de cadru sunt pliate împreună și tăiate în unghiul opus celui rotunjit, după care sunt sudate cu o cusătură continuă și curățate conform sudării.


În patul mașinii sunt făcute 3 găuri. Primul este să găuriți sub deget pentru a instala o bucșă mare.


Este realizat în placa lată inferioară pe colț, astfel încât bucșa să se potrivească colțului rotunjit al plăcii superioare cu un spațiu de 1-2 mm. Apoi se forează 2 găuri oarbe pe placa mai mică pentru instalarea rulmenților axiali pe șuruburi M10.

Găurile oarbe sunt filetate. Apoi șuruburile cu rulmenți și bucșe sunt înșurubate în ele.

Un umăr tăiat din metalul folosit la realizarea cadrului este sudat de bucșa mare. Un opritor din același material este sudat deasupra acestuia. Marginea sa nu trebuie să atingă orificiul din manșon cu 12-15 mm. Trebuie să tăiați o crestătură la capătul opritorului. Apoi umărul este prelungit cu o cherestea rotundă. Este sudata cu o usoara panta ascendenta. Este indicat să încălziți crestăturile opritorului cu un cutter cu gaz și să le întăriți prin răcirea lor în apă.




Un deget este introdus în manșon cu mânerul și este instalat în orificiul de pe cadru.


Mașina este prinsă într-o menghină. Pentru îndoire, armătură sau cherestea rotundă se plasează între rulmenți și știft, apoi se îndoaie prin rotirea mânerului.


Priveste filmarea
Cursuri de master similare






Deosebit de interesant






Comentarii (1)
