Како направити сложено оштрење за једноставно оштрење ножа
Као и сви алати, ножеви захтевају одговарајућу негу, посебно висококвалитетно оштрење, при чему је веома важно одржавати константан угао оштрења дуж целе дужине сечива.
Наравно, искусном оштрачу то није тешко постићи чак и када ради ручно. За све остале, одржавање потребног угла оштрења ће бити прилично тешко. Да ли ће проблем тупих ножева за њих остати нерешив?
Постоје три излаза из ове невоље: научите да оштрите ножеве, али то ће захтевати много времена, стрпљења и труда; сваки пут се обратите професионалцу за помоћ и платите његову скупу услугу; направите сопствени оштрач ножева и не брините за угао оштрења.
У наставку ћемо размотрити методу производње уређаја за оштрење ножева на бази електричног оштрача са два абразивна точка.
Како посао не би захтевао много труда и времена, добро је имати на лагеру: апарат за заваривање, машине (бушење, глодање и стругање), клатна тестера, бушилица, брусилица, кључеви, алати за обележавање, итд.
Поред већ поменутог електричног оштрача, потребно је да набавите материјале и компоненте:
Рад ће се састојати од две релативно независне фазе: уређење електричног оштрача и израде држача ножа који обезбеђује потребан угао оштрења.
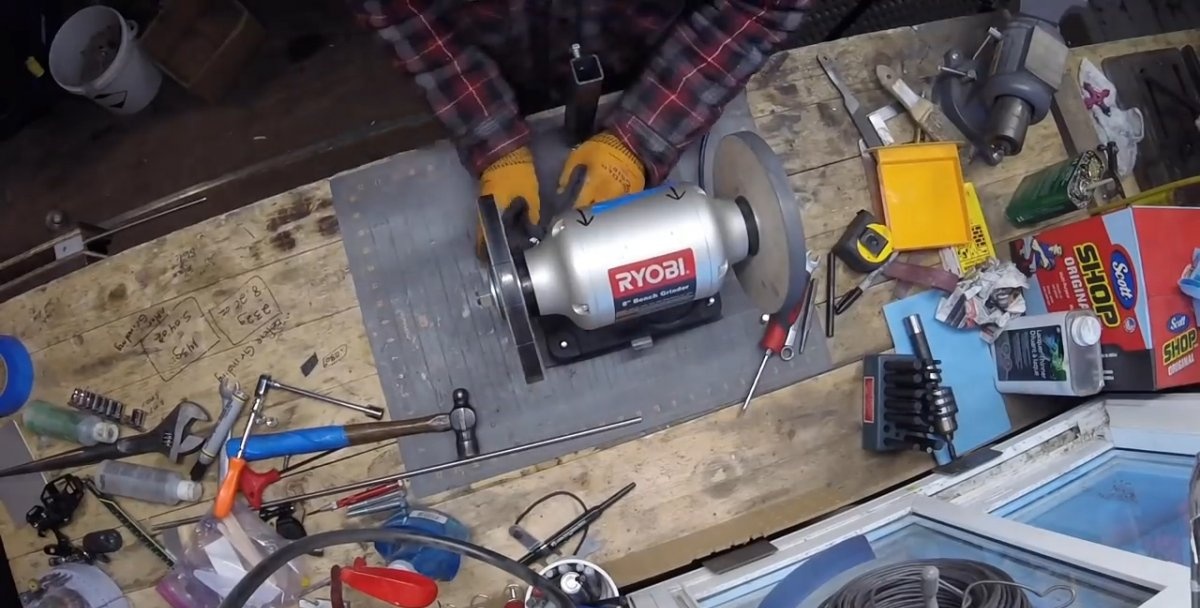
Један од неопходних услова за квалитетно оштрење ножева је стабилност алата за оштрење. Због тога, као подлогу за електрично оштрење, користимо метални лим одговарајуће величине и дебљине.

Користећи мерну траку, језгро и чекић, обележавамо центре четири рупе, понављајући рупе на плочи за електрично оштрење. Бушимо рупе према ознакама на машини за бушење и помоћу вијака и матица причврстимо електрично оштрење на металну подлогу.

Користећи тестеру са клатном, одсечемо два комада квадратне цеви унапред израчунате дужине, а једна треба слободно да стане, али без великог размака, у другу.

У цеви мањег пресека на једном крају изрезујемо пролазну рупу, чији пречник треба да буде нешто већи од пречника металне шипке. У другој цеви такође обележавамо и бушимо рупу на једном крају за вијак за закључавање.

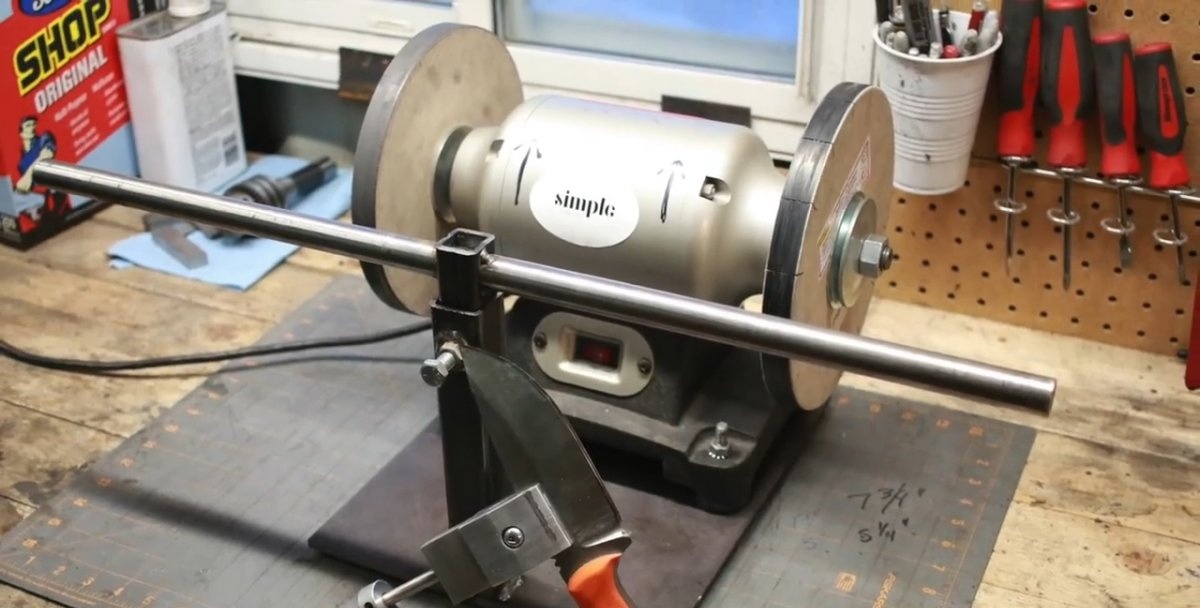
Цев већег попречног пресека заваримо у средини на основу, наспрам фиксног оштрача, у таквом положају да причврсни вијак гледа напоље и да је на врху.Да бисмо спречили да капљице растопљеног метала, варнице и каменац од заваривања оштете електромотор, покривамо га покривачем за заваривање.

Убацимо шипку у избушену рупу у цеви мањег попречног пресека стриктно до средине и заваримо је у овом положају на цев, претходно проверивши окомитост ових парних делова са правоуглим троуглом.


Ако то није урађено унапред, извадите електрично оштрење са постоља и прегледајте електричну кутију, након чега поново постављамо оштрење на место и проверавамо његову функционалност.
Цев са шипком убацујемо у цев заварену на основу и помоћу завртња можете подесити потребну висину за оштрење одређеног ножа. Ово је била последња фаза уређења електричног оштрача. Почнимо са другом фазом рада.


За електрично оштрење, промените смер ротације.


Као што је већ напоменуто, квалитет оштрења ножа, пре свега, зависи од обезбеђивања сталног угла оштрења. Држач који ћемо направити је дизајниран управо за ово.
Означавамо метални бланк у складу са предвиђеним димензијама три елемента, што ће обезбедити хватање и поуздано држање сечива ножа под задатим углом у односу на површину круга приликом оштрења.

Сечемо их клатном тестером са додатком мазива ради побољшања квалитета реза и безбедности листа тестере.
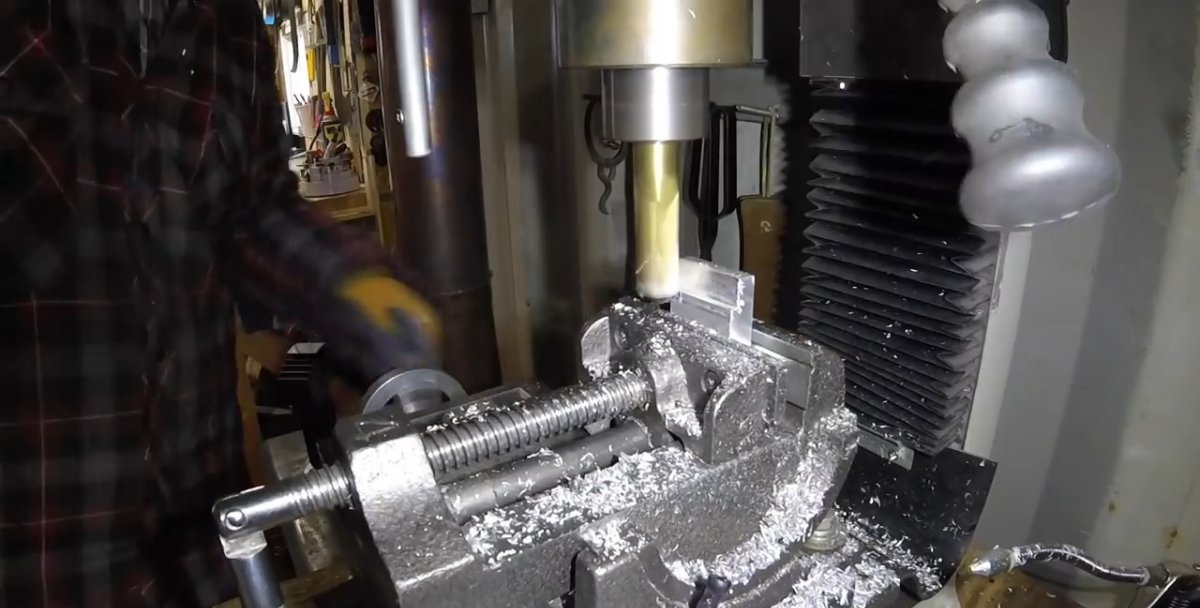
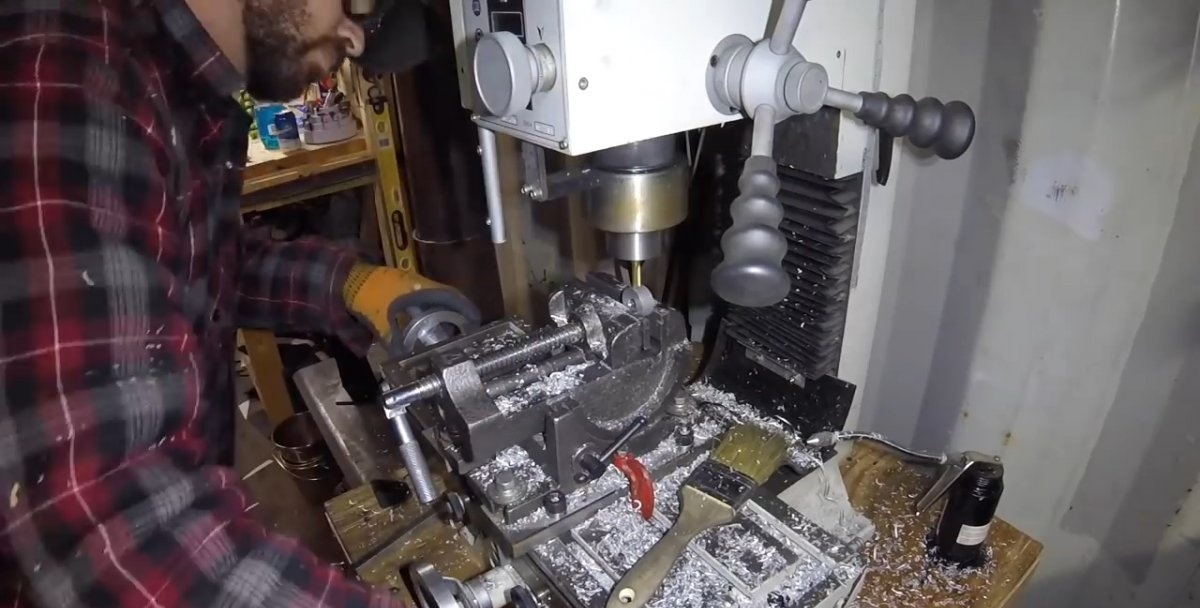
Сва три елемента стегнемо у „пакет“ у стеге глодалице и обрадимо површине до потребне величине и при свакој промени положаја ручном турпијом уклањамо неравнине.
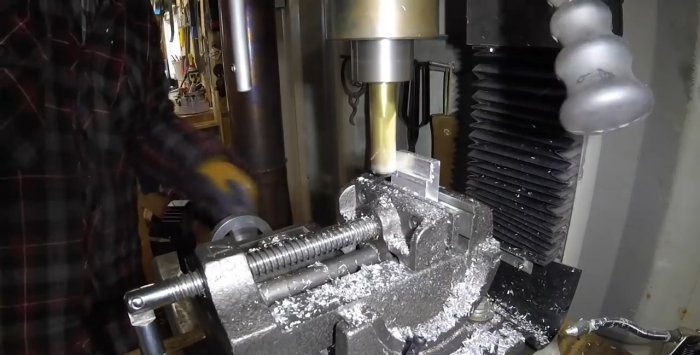


На два бланка формирамо чељусти за хватање и држање оштрице ножа. Да бисмо то урадили, сваки од њих глодамо на своју величину на једној страни.Трећи радни комад се глода са обе стране на величину. Служиће као основа за причвршћивање бочних ручки са чељустима.

На делу који ће бити у средини, на брушеном делу правимо ознаке за две рупе, које се налазе симетрично према уздужној оси ближе ивицама и благо померене према бази. Бушимо их на машини за бушење.
Користећи овај део као узорак, означавамо тачке одзива на друга два обрадака помоћу бушилице и танке бургије.
Затим избушимо означена места бушилицом великог пречника до мале дубине (направимо, неку врсту, удубљења за гнезда).
У рупице централног елемента увијамо две игле потребне дужине са истим излазом, које ће се приликом уградње бочних елемената уклопити у удубљења и држати их, али не ометају чељусти, конвергирају и разилазе.
У бочним елементима чељусти, у геометријском центру, обележавамо и бушимо рупе истог пречника и ручном славином урезујемо навоје у њих.
Спољне ивице чељусти глодамо како бисмо употпунили изглед уређаја и једноставност употребе. Такође уклањамо ивице са обе стране на крају за глодање централног елемента како не би ометали подешавање чељусти.

У средини основе централног елемента обележавамо и бушимо слепу рупу за трн.

Помешајте двокомпонентни лепак и њиме причврстите трн потребне дужине у слепу рупу. Пустите да се смеша стегне и стврдне. Да бисмо то урадили, фиксирамо централни елемент са трном у дрвени стег.
Стегнемо металну шипку израчунатог пречника у стезну главу струга и избушимо рупу у средини нешто већу од пречника трна, повремено додајући мазиво у подручје бушења.
Затим одсечемо цилиндар висине око 10-12 мм и избушимо рупу на бочној површини, а затим сечемо навој помоћу славине за завртње за закључавање.


На једном од бочних елемената, споља, избушимо централну рупу за уградњу главе вијка у равни.
Површине уређаја финализирамо тако што га обрађујемо на брусилици, прво бесконачном брусном траком, а затим и нап траком.


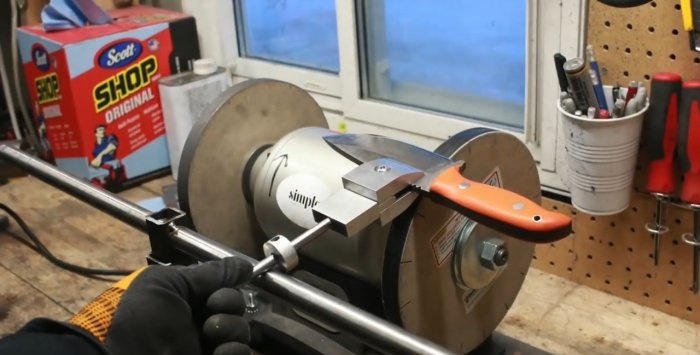
Остаје само да се саставе елементи подесивог држача тако што се завртањ за спајање заврта у чељусти и причвршћује цилиндрични прстен за трн, постављајући га на право место помоћу завртња за закључавање.
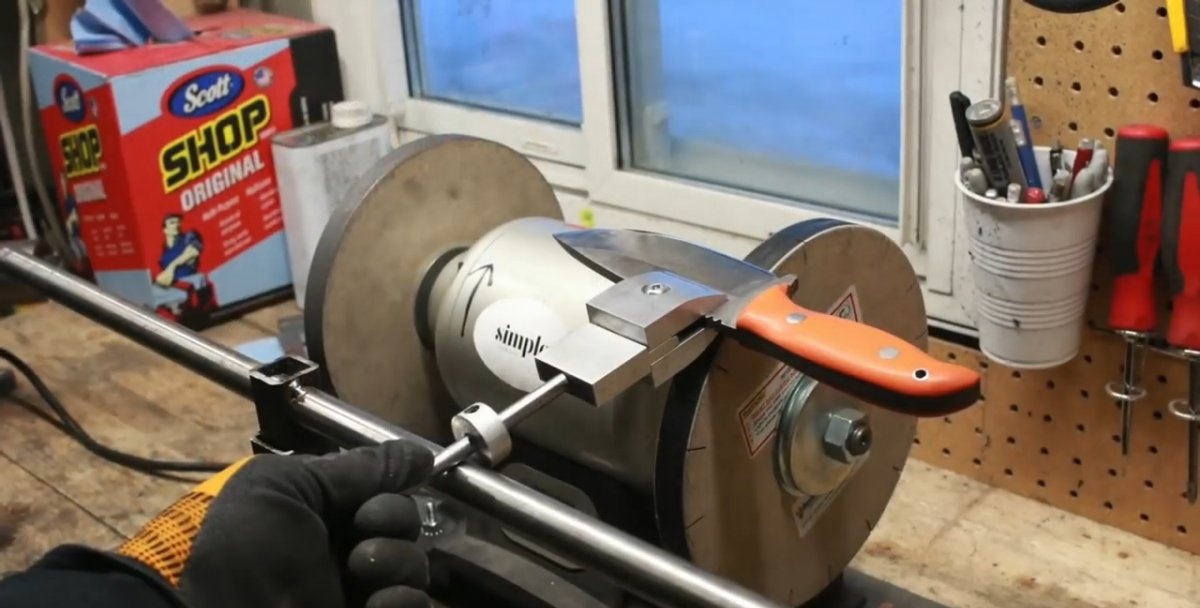
Сечиво ножа стегнемо у чељусти држача и подесите потребну висину попречне шипке и дужину трна померањем цилиндричног прстена надоле или горе и закључавањем по потреби посебним завртњем.
Да би угао оштрења остао исти по целој дужини сечива, довољно је обезбедити да цилиндрични прстен постављен на трн клизи дуж површине шипке постављене хоризонтално испред точкова електричног оштрача.


Након кратког оштрења без икакве напетости, нож лако сече лист папира за писање у тежини, што потврђује његово одлично оштрење.



Наравно, искусном оштрачу то није тешко постићи чак и када ради ручно. За све остале, одржавање потребног угла оштрења ће бити прилично тешко. Да ли ће проблем тупих ножева за њих остати нерешив?
Постоје три излаза из ове невоље: научите да оштрите ножеве, али то ће захтевати много времена, стрпљења и труда; сваки пут се обратите професионалцу за помоћ и платите његову скупу услугу; направите сопствени оштрач ножева и не брините за угао оштрења.
У наставку ћемо размотрити методу производње уређаја за оштрење ножева на бази електричног оштрача са два абразивна точка.
Требаће
Како посао не би захтевао много труда и времена, добро је имати на лагеру: апарат за заваривање, машине (бушење, глодање и стругање), клатна тестера, бушилица, брусилица, кључеви, алати за обележавање, итд.
Поред већ поменутог електричног оштрача, потребно је да набавите материјале и компоненте:
- метални лим дебљине 10 мм;
- квадратне цеви (два комада суседних величина);
- округла метална шипка дужине до 400 мм и пречника 15-20 мм;
- причвршћивачи са навојем (завртњи, навртке, подлошке) итд.
Израда оштрице за ножеве
Рад ће се састојати од две релативно независне фазе: уређење електричног оштрача и израде држача ножа који обезбеђује потребан угао оштрења.
Распоред оштрице
Један од неопходних услова за квалитетно оштрење ножева је стабилност алата за оштрење. Због тога, као подлогу за електрично оштрење, користимо метални лим одговарајуће величине и дебљине.

Користећи мерну траку, језгро и чекић, обележавамо центре четири рупе, понављајући рупе на плочи за електрично оштрење. Бушимо рупе према ознакама на машини за бушење и помоћу вијака и матица причврстимо електрично оштрење на металну подлогу.

Користећи тестеру са клатном, одсечемо два комада квадратне цеви унапред израчунате дужине, а једна треба слободно да стане, али без великог размака, у другу.

У цеви мањег пресека на једном крају изрезујемо пролазну рупу, чији пречник треба да буде нешто већи од пречника металне шипке. У другој цеви такође обележавамо и бушимо рупу на једном крају за вијак за закључавање.

Цев већег попречног пресека заваримо у средини на основу, наспрам фиксног оштрача, у таквом положају да причврсни вијак гледа напоље и да је на врху.Да бисмо спречили да капљице растопљеног метала, варнице и каменац од заваривања оштете електромотор, покривамо га покривачем за заваривање.

Убацимо шипку у избушену рупу у цеви мањег попречног пресека стриктно до средине и заваримо је у овом положају на цев, претходно проверивши окомитост ових парних делова са правоуглим троуглом.


Ако то није урађено унапред, извадите електрично оштрење са постоља и прегледајте електричну кутију, након чега поново постављамо оштрење на место и проверавамо његову функционалност.
Цев са шипком убацујемо у цев заварену на основу и помоћу завртња можете подесити потребну висину за оштрење одређеног ножа. Ово је била последња фаза уређења електричног оштрача. Почнимо са другом фазом рада.


За електрично оштрење, промените смер ротације.

Израда држача за ножеве
Као што је већ напоменуто, квалитет оштрења ножа, пре свега, зависи од обезбеђивања сталног угла оштрења. Држач који ћемо направити је дизајниран управо за ово.
Означавамо метални бланк у складу са предвиђеним димензијама три елемента, што ће обезбедити хватање и поуздано држање сечива ножа под задатим углом у односу на површину круга приликом оштрења.

Сечемо их клатном тестером са додатком мазива ради побољшања квалитета реза и безбедности листа тестере.
Сва три елемента стегнемо у „пакет“ у стеге глодалице и обрадимо површине до потребне величине и при свакој промени положаја ручном турпијом уклањамо неравнине.


На два бланка формирамо чељусти за хватање и држање оштрице ножа. Да бисмо то урадили, сваки од њих глодамо на своју величину на једној страни.Трећи радни комад се глода са обе стране на величину. Служиће као основа за причвршћивање бочних ручки са чељустима.

На делу који ће бити у средини, на брушеном делу правимо ознаке за две рупе, које се налазе симетрично према уздужној оси ближе ивицама и благо померене према бази. Бушимо их на машини за бушење.
Користећи овај део као узорак, означавамо тачке одзива на друга два обрадака помоћу бушилице и танке бургије.
Затим избушимо означена места бушилицом великог пречника до мале дубине (направимо, неку врсту, удубљења за гнезда).
У рупице централног елемента увијамо две игле потребне дужине са истим излазом, које ће се приликом уградње бочних елемената уклопити у удубљења и држати их, али не ометају чељусти, конвергирају и разилазе.
У бочним елементима чељусти, у геометријском центру, обележавамо и бушимо рупе истог пречника и ручном славином урезујемо навоје у њих.
Спољне ивице чељусти глодамо како бисмо употпунили изглед уређаја и једноставност употребе. Такође уклањамо ивице са обе стране на крају за глодање централног елемента како не би ометали подешавање чељусти.

У средини основе централног елемента обележавамо и бушимо слепу рупу за трн.

Помешајте двокомпонентни лепак и њиме причврстите трн потребне дужине у слепу рупу. Пустите да се смеша стегне и стврдне. Да бисмо то урадили, фиксирамо централни елемент са трном у дрвени стег.
Стегнемо металну шипку израчунатог пречника у стезну главу струга и избушимо рупу у средини нешто већу од пречника трна, повремено додајући мазиво у подручје бушења.
Затим одсечемо цилиндар висине око 10-12 мм и избушимо рупу на бочној површини, а затим сечемо навој помоћу славине за завртње за закључавање.

На једном од бочних елемената, споља, избушимо централну рупу за уградњу главе вијка у равни.
Површине уређаја финализирамо тако што га обрађујемо на брусилици, прво бесконачном брусном траком, а затим и нап траком.


Остаје само да се саставе елементи подесивог држача тако што се завртањ за спајање заврта у чељусти и причвршћује цилиндрични прстен за трн, постављајући га на право место помоћу завртња за закључавање.
Тест учвршћења
Сечиво ножа стегнемо у чељусти држача и подесите потребну висину попречне шипке и дужину трна померањем цилиндричног прстена надоле или горе и закључавањем по потреби посебним завртњем.
Да би угао оштрења остао исти по целој дужини сечива, довољно је обезбедити да цилиндрични прстен постављен на трн клизи дуж површине шипке постављене хоризонтално испред точкова електричног оштрача.


Након кратког оштрења без икакве напетости, нож лако сече лист папира за писање у тежини, што потврђује његово одлично оштрење.


Погледајте видео
Сличне мајсторске класе






Посебно занимљиво





Коментари (5)
