Hur man minskar diametern på ett stålrör genom friktion
Dagens granskning kommer att fokusera på att minska diametern på ett rör genom friktion. Ett gängat rör tillverkas på 5 minuter! Detta är inte ett skämt, och videobevis bifogas materialet.
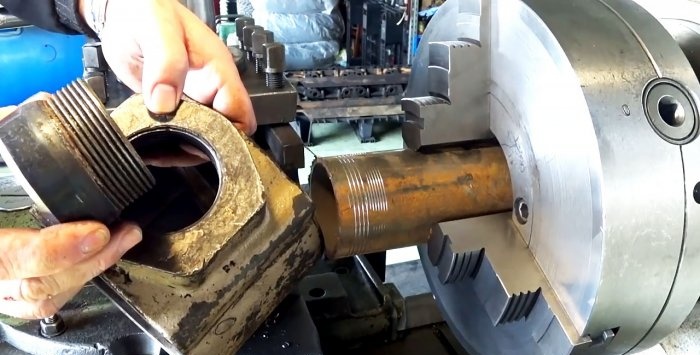
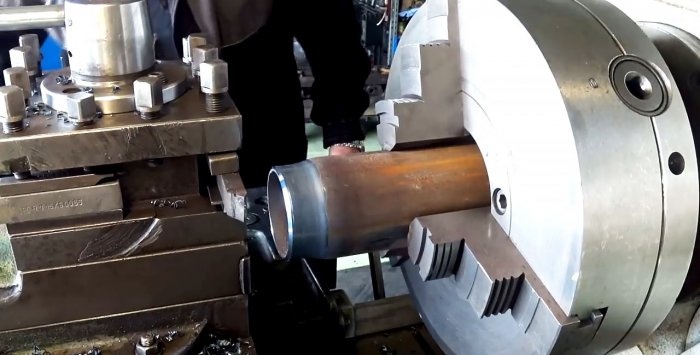
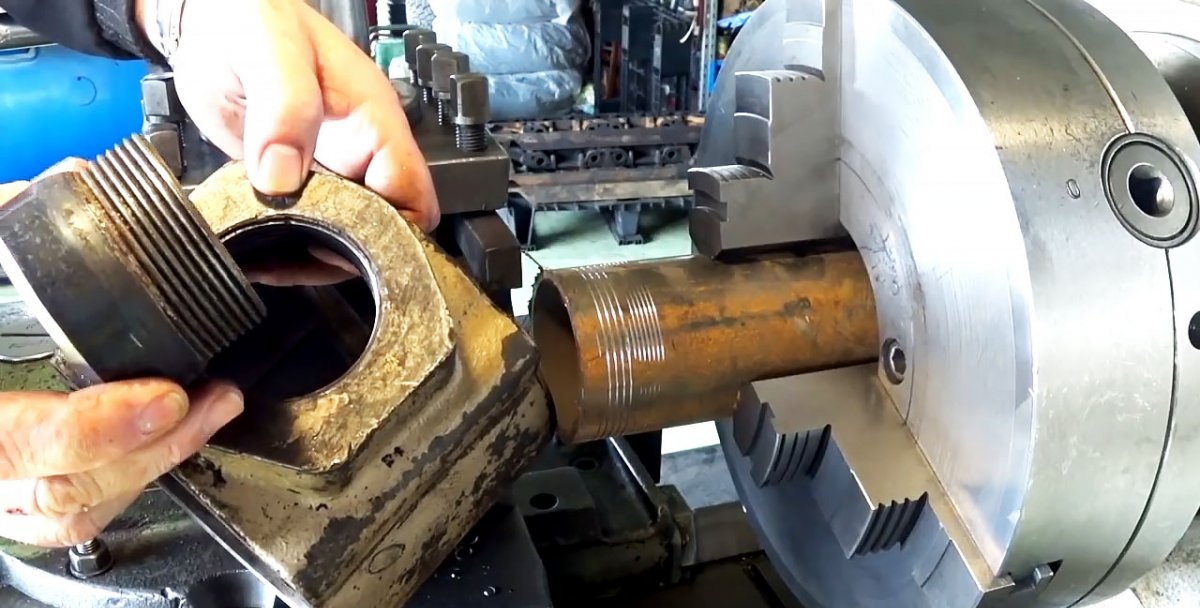
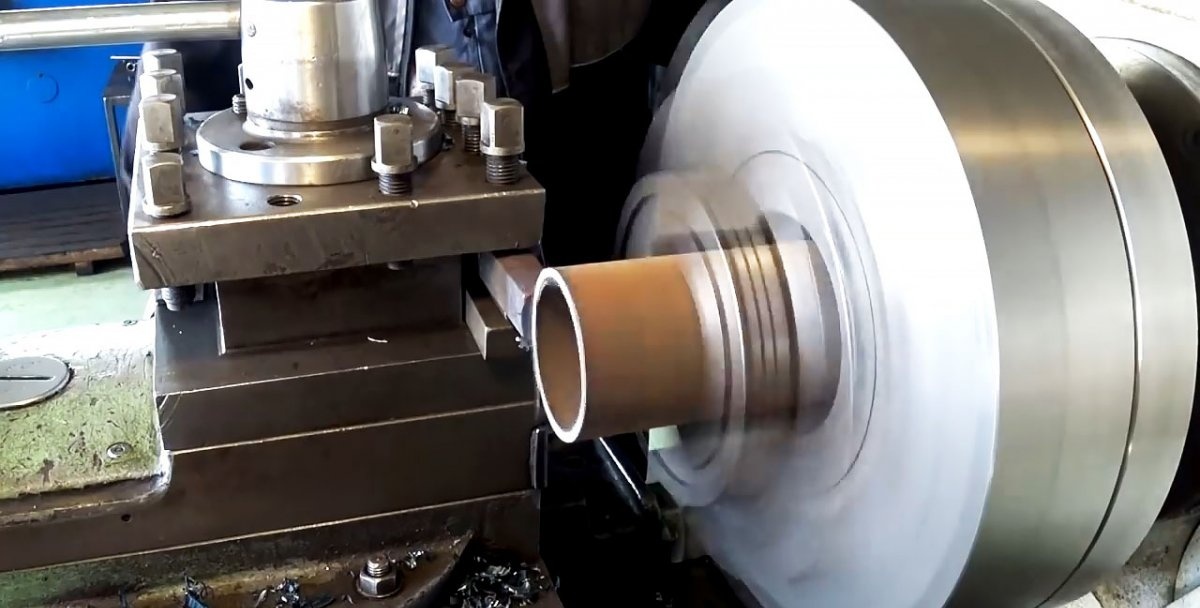
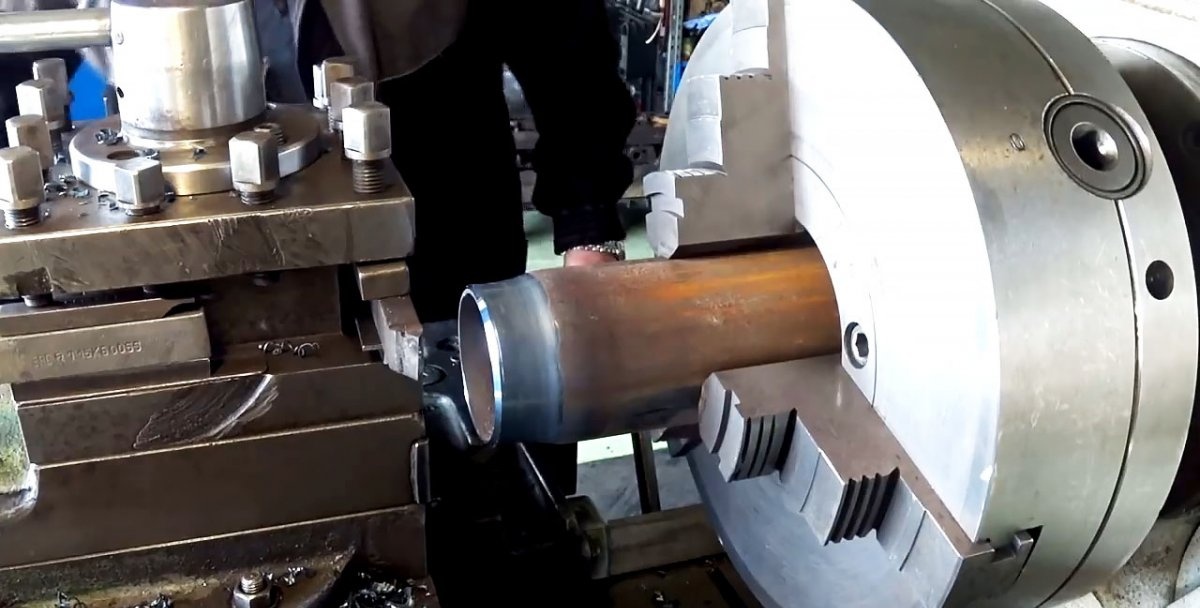
Till exempel tar vi huset från en pneumatisk startmotor. Du måste göra ett gängat rör för det, som sedan skållas. Arbetsstycket är ett rör, vars ytterdiameter är 76 mm. Dess initiala del måste reduceras till 70 mm och gängas.
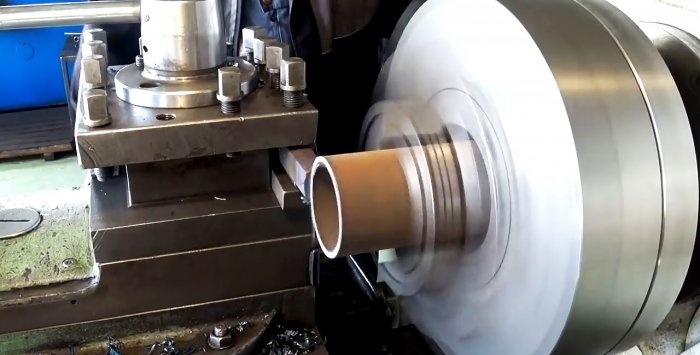
Befälhavaren krymper först en del av röret med änden av en stålfräs till önskad diameter på 70 mm. Du måste kontrollera storleken på arbetsstycket med en bromsok. Grovkrympningsbearbetning utförs med en hastighet av 630 rpm.

Hela operationen utförs i flera omgångar.

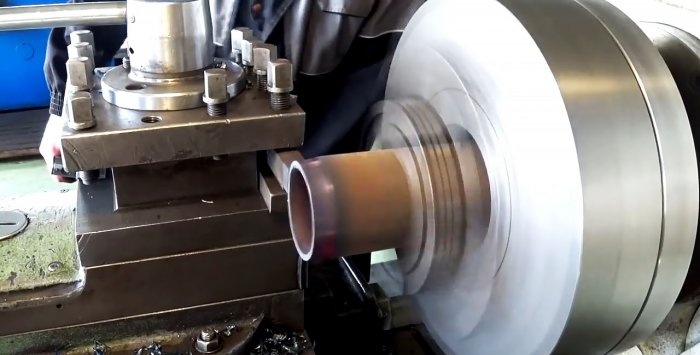
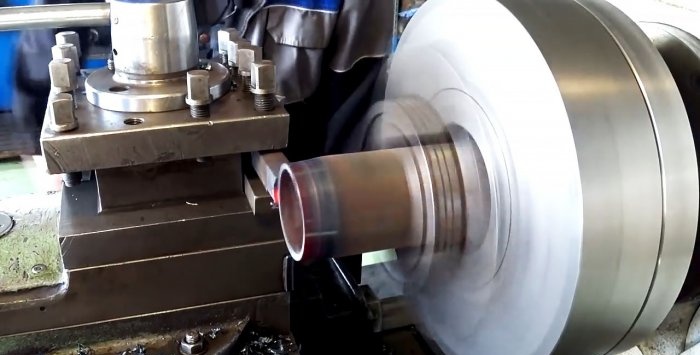
Röret krymper och sträcks ytterligare.
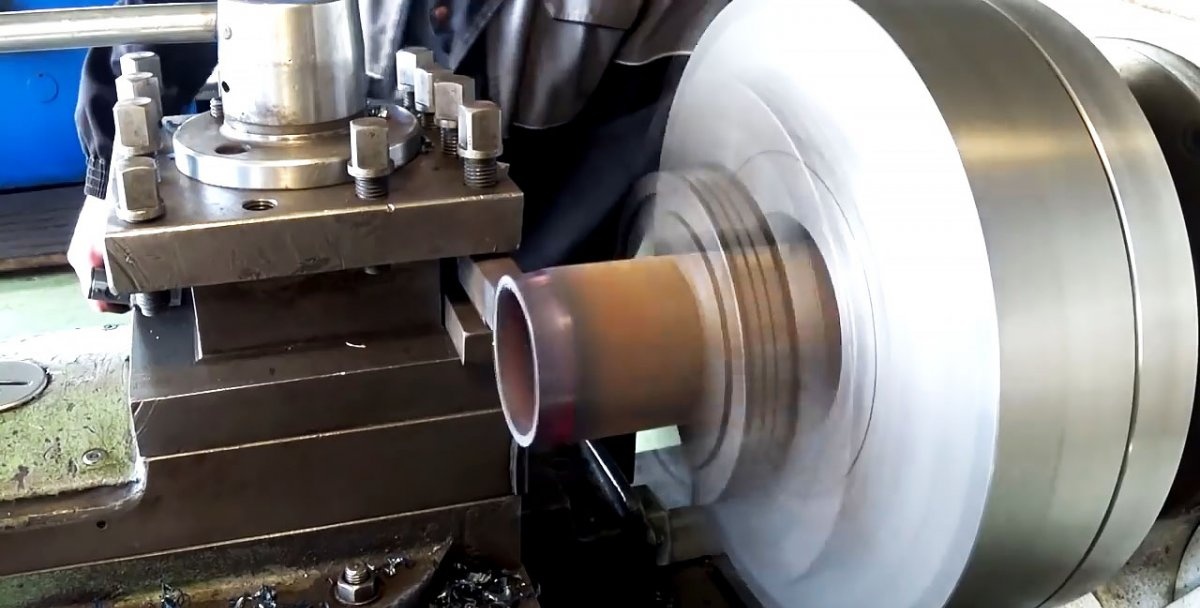
Därefter justeras den rörliga vagnen med tryckplattformen till gängan. Skär- och maskininställningarna ändras. Innan gängan skärs av tas fasningen bort.
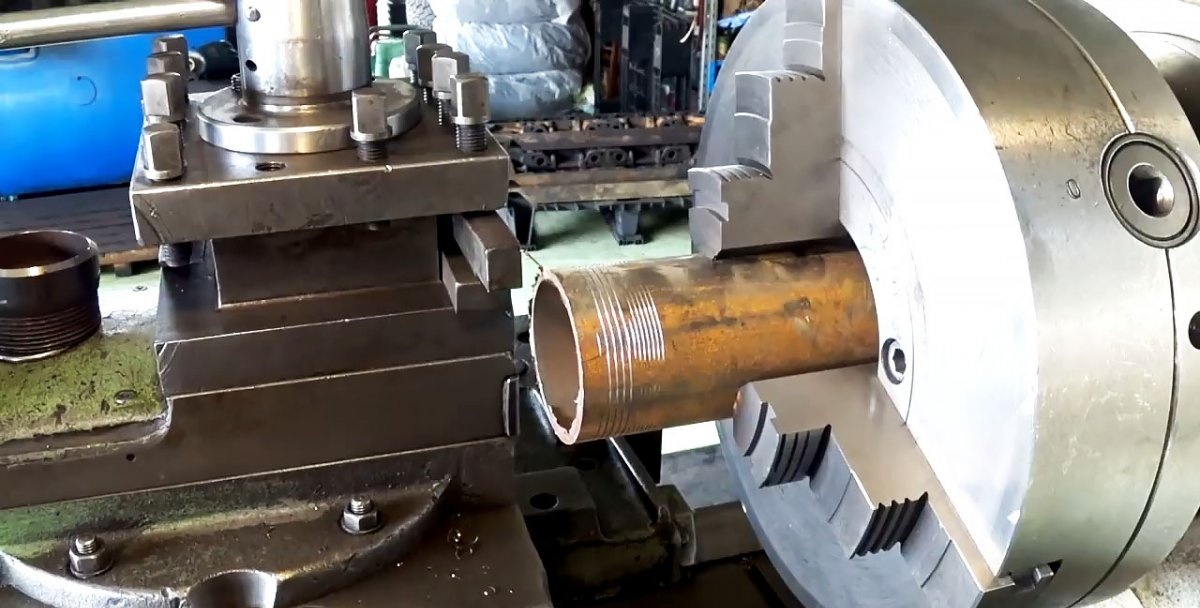
Trådskärning kommer att utföras med en hastighet av 400 rpm. Gängklass: M70 steg 3. Den fräs som valts för den är en stav.
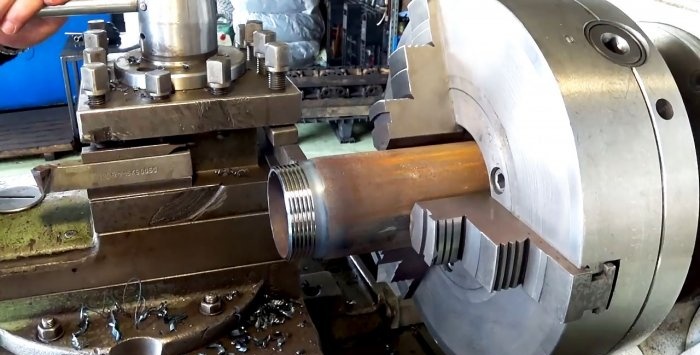
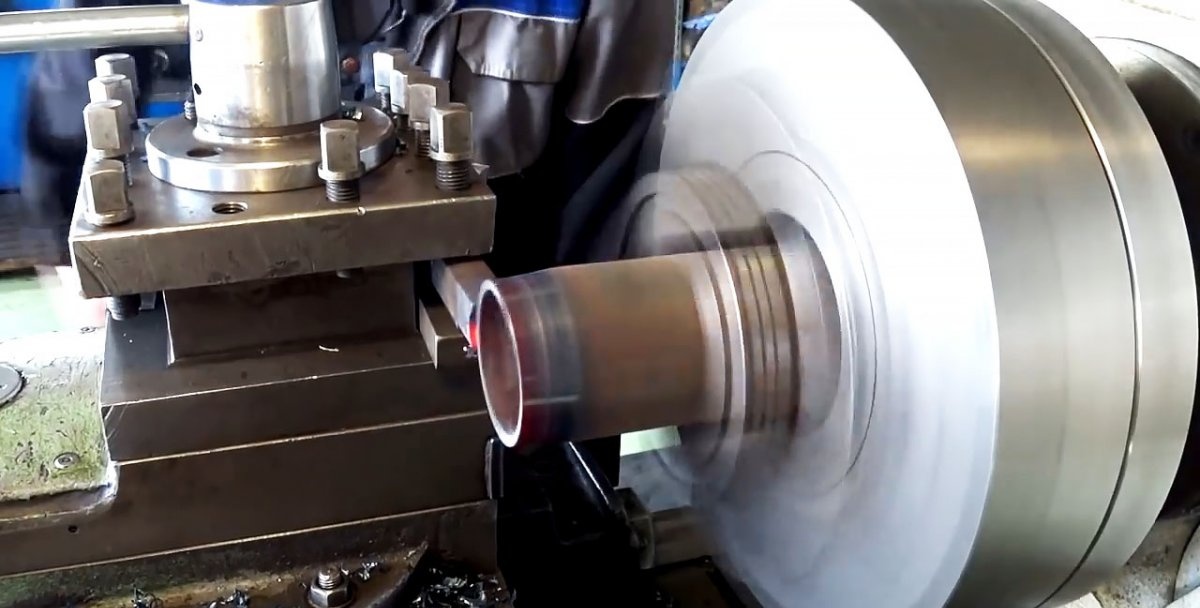
I fyra omgångar skärs det fulla beräknade gängdjupet.Resultatet blev 6 gängor, precis tillräckligt för att säkra röret i huvudet på luftstarthuset.
Efter att ha klippt tråden skär mästaren arbetsstycket med en böjd skärare.

Denna punkt är anmärkningsvärd, eftersom vanligtvis en speciell typ av skärare är utformad för att vända - skärning. Dess fördel är att det låter dig göra detta med maximal noggrannhet. Men i det här fallet är det inte viktigt, men fasningen gjord med en genomskärare är användbar för en mer hållbar svets. Efteråt kan den rengöras så att fogen inte märks alls.

Vid trimning värms metallen upp, så det är mest bekvämt att stödja arbetsstycket med något under denna operation, till exempel en bit av en elektrod eller en stång, och sedan kyla den. Som vi alla har sett klarar skruvsvarven DIP-3001M63 sådana uppgifter bra, speciellt när riktiga svarvmästare står bakom den.
Till exempel tar vi huset från en pneumatisk startmotor. Du måste göra ett gängat rör för det, som sedan skållas. Arbetsstycket är ett rör, vars ytterdiameter är 76 mm. Dess initiala del måste reduceras till 70 mm och gängas.
Minska rörets diameter genom krympning
Befälhavaren krymper först en del av röret med änden av en stålfräs till önskad diameter på 70 mm. Du måste kontrollera storleken på arbetsstycket med en bromsok. Grovkrympningsbearbetning utförs med en hastighet av 630 rpm.
Hela operationen utförs i flera omgångar.
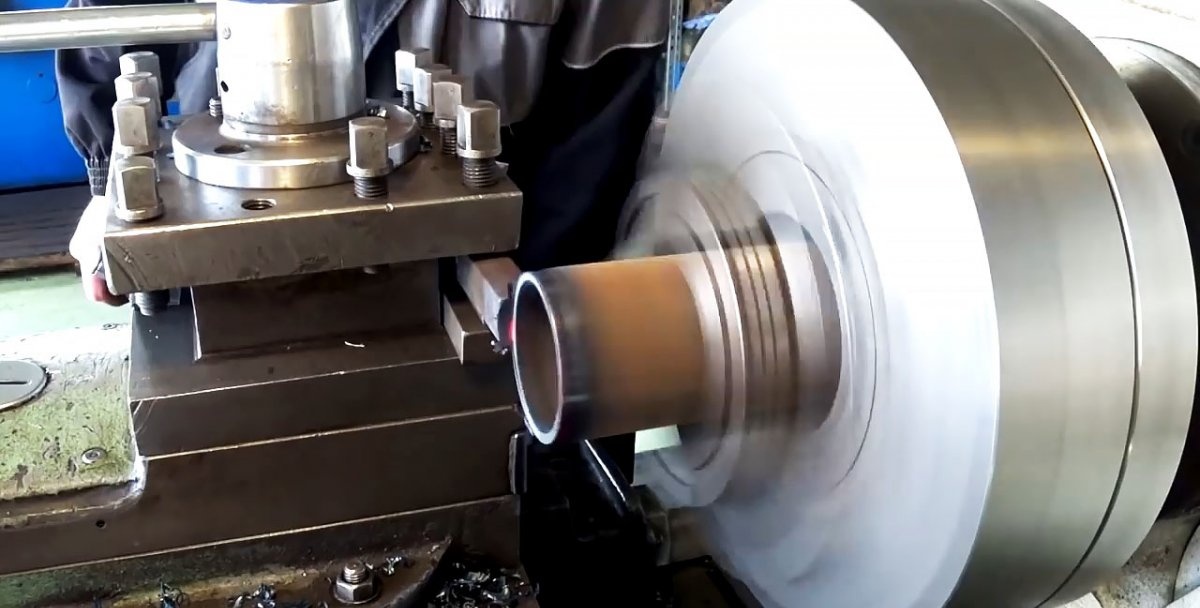
Röret krymper och sträcks ytterligare.
Därefter justeras den rörliga vagnen med tryckplattformen till gängan. Skär- och maskininställningarna ändras. Innan gängan skärs av tas fasningen bort.
Trådskärning kommer att utföras med en hastighet av 400 rpm. Gängklass: M70 steg 3. Den fräs som valts för den är en stav.
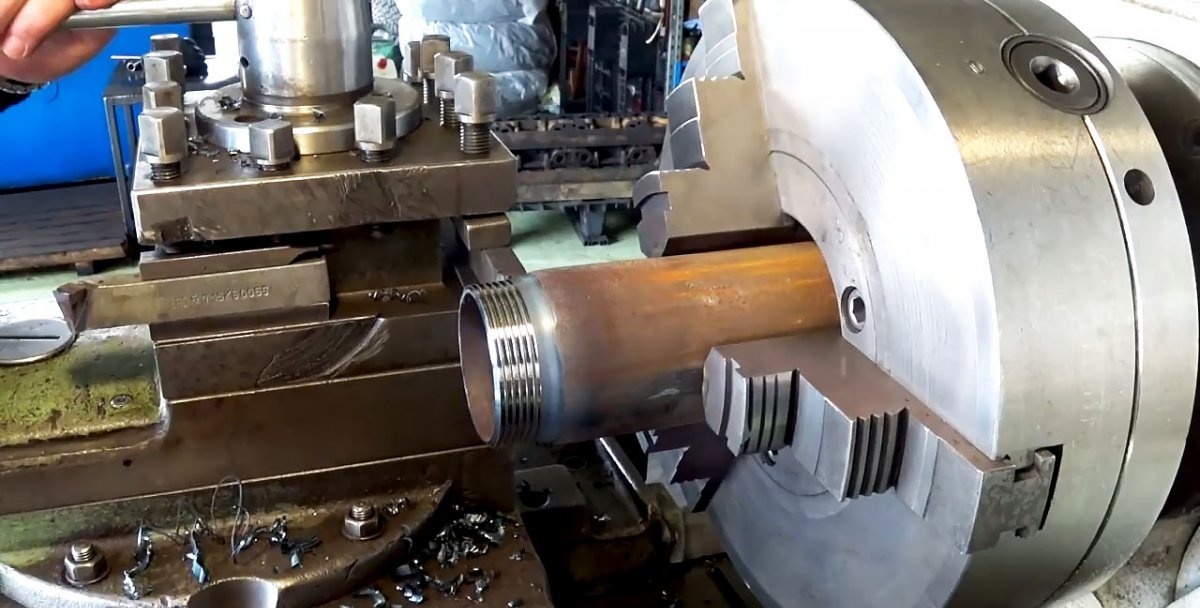
I fyra omgångar skärs det fulla beräknade gängdjupet.Resultatet blev 6 gängor, precis tillräckligt för att säkra röret i huvudet på luftstarthuset.
Efter att ha klippt tråden skär mästaren arbetsstycket med en böjd skärare.
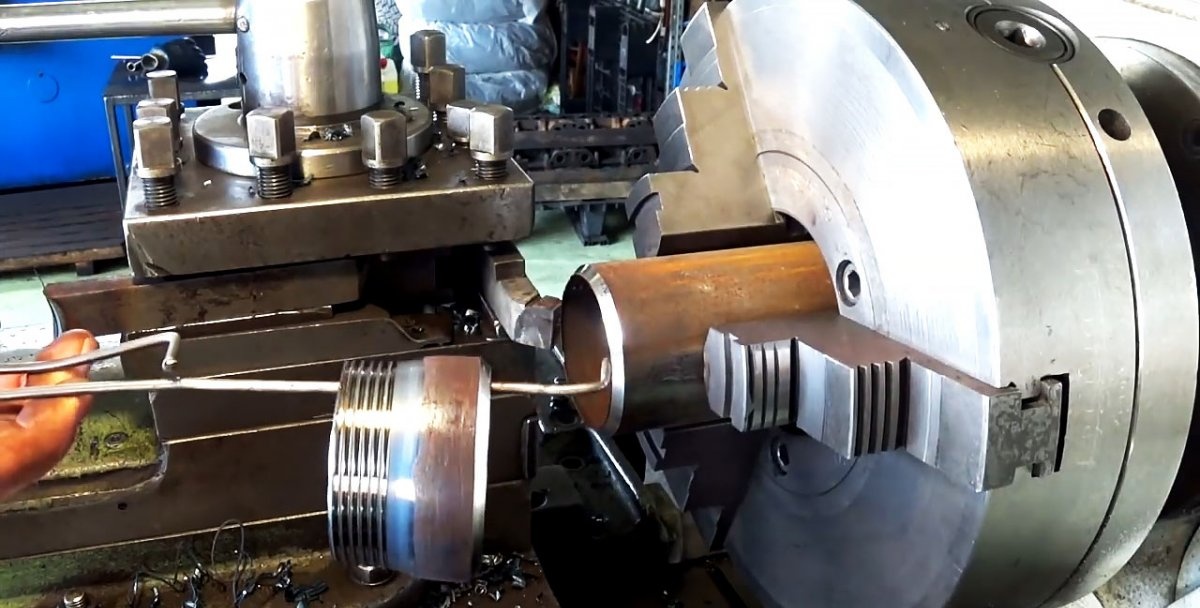
Denna punkt är anmärkningsvärd, eftersom vanligtvis en speciell typ av skärare är utformad för att vända - skärning. Dess fördel är att det låter dig göra detta med maximal noggrannhet. Men i det här fallet är det inte viktigt, men fasningen gjord med en genomskärare är användbar för en mer hållbar svets. Efteråt kan den rengöras så att fogen inte märks alls.
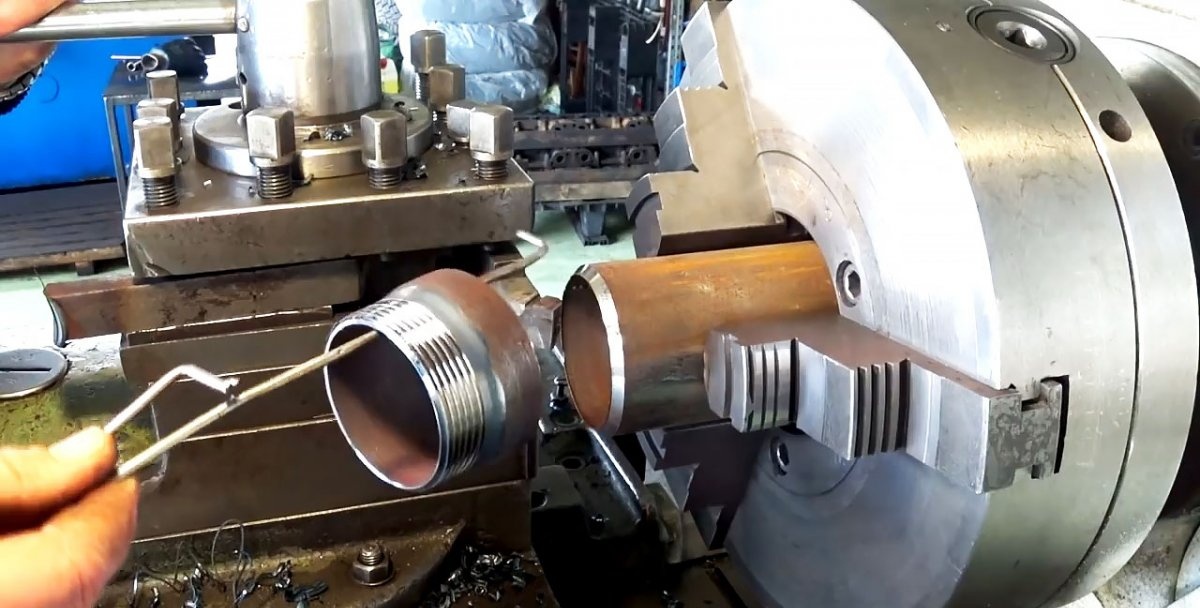
Vid trimning värms metallen upp, så det är mest bekvämt att stödja arbetsstycket med något under denna operation, till exempel en bit av en elektrod eller en stång, och sedan kyla den. Som vi alla har sett klarar skruvsvarven DIP-3001M63 sådana uppgifter bra, speciellt när riktiga svarvmästare står bakom den.
Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (4)
