Metoder för att skära gängor på propenrör
En situation kan inte uteslutas när det är akut nödvändigt att skära en gänga i ett propenrör eller koppling, men det finns inga speciella anordningar för detta. Du kan ta dig ur denna knipa genom att ha till hands ett minimum av icke-knappa material och några vanliga verktyg.

För att ta reda på hur man skär en tråd i ett givet fall måste vi fylla på med: en bit polypropenrör, en plast- och metallkoppling, samt linnelindning och en tätningsmassa i ett rör.
Vi kommer att använda följande verktyg och enheter:
Sekvens av gängskärning i olika situationer
Vi kan ha en kombination av vissa material och verktyg i lager. Vilken handling bör vi välja i det här fallet?
Detta verktyg är utformat för att skära utvändiga gängor på cylindriska ytor av nästan vilket metallmaterial som helst, inklusive stål. Därför verkar det som att det inte kommer att vara svårt att hantera ett polypropenrör.

Håll i formen med en hand, använd en rörnyckel för att skruva in änden av plaströret i verktyget. Det viktigaste är att säkerställa greppet. Därefter kan vi, genom att anstränga skiftnyckeln, göra flera gängvarv på rörets yta. Det är möjligt att nyckeln glider och djupa spår kan finnas kvar på den. I själva verket bör du undvika att göra detta för att undvika att försvaga röret. Efter att ha skruvat av arbetsstycket från formen ser vi till att gängan är tillfredsställande.
I detta fall är gängskärning enklare och fortsätter som standard. Vi värmer änden av röret enligt instruktionerna för enheten och börjar skruva in det i en metallkoppling med en inre gänga. I detta fall är det nödvändigt att balansera presskraften och rotationshastigheten.


Efter att ha skruvat röret till önskat djup, låt det stå en stund så att det svalnar lite och minskar i storlek. Därefter kommer den lätt att skruvas loss från metallkopplingen. Inspektion visar att tråden inte börjar från änden av röret, men på ett visst avstånd, men det ser ganska lämpligt och pålitligt ut.

Vi värmer även upp en plastkoppling på ena sidan på svetsmaskinen och skruvar in en metallkoppling med en gänga i änden. Efter att ha väntat en kort stund separerar vi delarna och ser till att tråden är utmärkt.


Vi upprepar samma operation för den andra änden av plastdelen.Dessutom bör intryckningskraften och rotationshastigheten likna det första fallet. Vi kontrollerar dessutom gängans kvalitet genom att skruva i och lossa metallkopplingen.
För att göra detta monterar vi en sammansättning av plastelement i vilka gängor har skurits, såväl som en metallkoppling, eftersom en sådan kombination är mycket möjlig i praktiken. För att täta fogar överallt använder vi linlindning och en speciell tätningsmassa.


Vissa anslutningar kan dras åt för hand, medan andra kräver ytterligare användning av en eller två rörtångar.


Vi ansluter enheten till tryckvattenförsörjningssystemet och ansluter den öppna änden med en fabriksgängad plugg.

Vi applicerar konsekvent tryck på enheten och fixerar dess värde vid följande avläsningar: 1, 2, 3, 4, 6, 8, 10, 12, 14, 16, 20, 25, 30, 40, 45 bar. Efter varje tryckfixering kontrollerar vi tätheten på monteringen. Vi ser till att den finns vid vilket tryck som helst, inklusive maxvärdet på 45 bar.

Eftersom vår montering klarade ett tryck på 45 bar, vilket aldrig förekommer i hemvattenförsörjningen, i trädgården och på landet, kan du säkert skära gängor i propenrör och kopplingar på olika sätt manuellt, eftersom trycket på dessa föremål inte överstiga 8 bar.

Kommer att behöva
För att ta reda på hur man skär en tråd i ett givet fall måste vi fylla på med: en bit polypropenrör, en plast- och metallkoppling, samt linnelindning och en tätningsmassa i ett rör.
Vi kommer att använda följande verktyg och enheter:
- gängskärningsmatris;
- maskin för svetsning av plastprodukter;
- två rörtångar;
- en testbänk utformad för tryck upp till 50 bar;
- skruv-plugg.
Sekvens av gängskärning i olika situationer
Vi kan ha en kombination av vissa material och verktyg i lager. Vilken handling bör vi välja i det här fallet?
Munstycke och polypropenrör
Detta verktyg är utformat för att skära utvändiga gängor på cylindriska ytor av nästan vilket metallmaterial som helst, inklusive stål. Därför verkar det som att det inte kommer att vara svårt att hantera ett polypropenrör.
Håll i formen med en hand, använd en rörnyckel för att skruva in änden av plaströret i verktyget. Det viktigaste är att säkerställa greppet. Därefter kan vi, genom att anstränga skiftnyckeln, göra flera gängvarv på rörets yta. Det är möjligt att nyckeln glider och djupa spår kan finnas kvar på den. I själva verket bör du undvika att göra detta för att undvika att försvaga röret. Efter att ha skruvat av arbetsstycket från formen ser vi till att gängan är tillfredsställande.
Svetsmaskin, metallkoppling och rör
I detta fall är gängskärning enklare och fortsätter som standard. Vi värmer änden av röret enligt instruktionerna för enheten och börjar skruva in det i en metallkoppling med en inre gänga. I detta fall är det nödvändigt att balansera presskraften och rotationshastigheten.
Efter att ha skruvat röret till önskat djup, låt det stå en stund så att det svalnar lite och minskar i storlek. Därefter kommer den lätt att skruvas loss från metallkopplingen. Inspektion visar att tråden inte börjar från änden av röret, men på ett visst avstånd, men det ser ganska lämpligt och pålitligt ut.

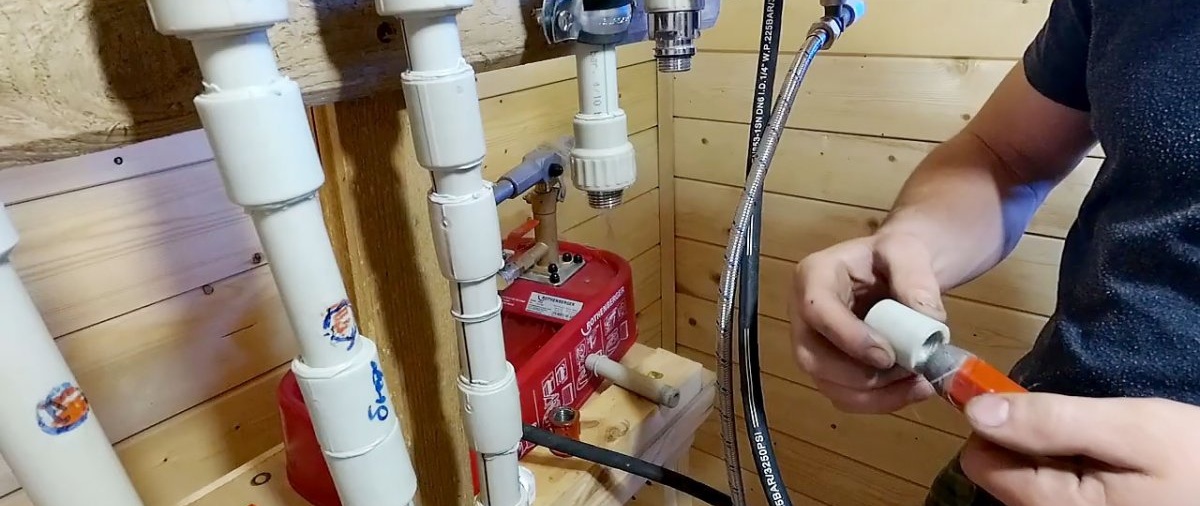
Svetsmaskin, metall- och plastkoppling
Vi värmer även upp en plastkoppling på ena sidan på svetsmaskinen och skruvar in en metallkoppling med en gänga i änden. Efter att ha väntat en kort stund separerar vi delarna och ser till att tråden är utmärkt.

Vi upprepar samma operation för den andra änden av plastdelen.Dessutom bör intryckningskraften och rotationshastigheten likna det första fallet. Vi kontrollerar dessutom gängans kvalitet genom att skruva i och lossa metallkopplingen.
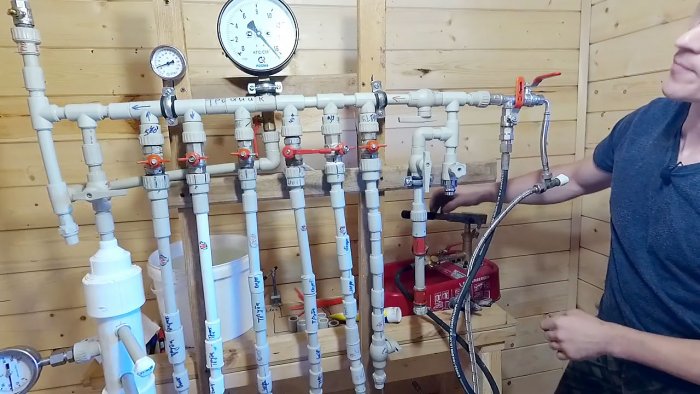
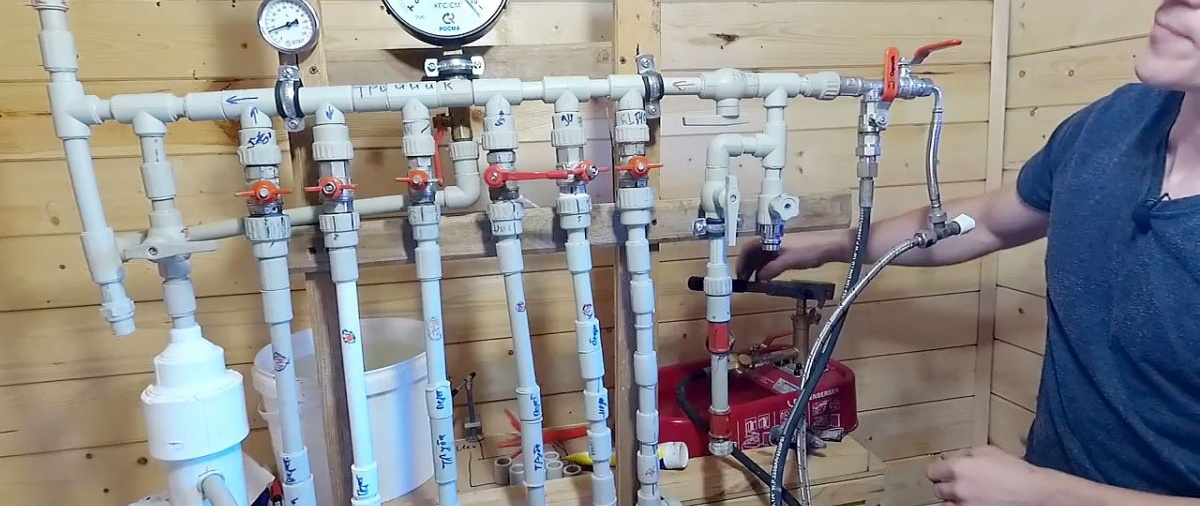
Kontrollera gängade anslutningar under tryck
För att göra detta monterar vi en sammansättning av plastelement i vilka gängor har skurits, såväl som en metallkoppling, eftersom en sådan kombination är mycket möjlig i praktiken. För att täta fogar överallt använder vi linlindning och en speciell tätningsmassa.

Vissa anslutningar kan dras åt för hand, medan andra kräver ytterligare användning av en eller två rörtångar.
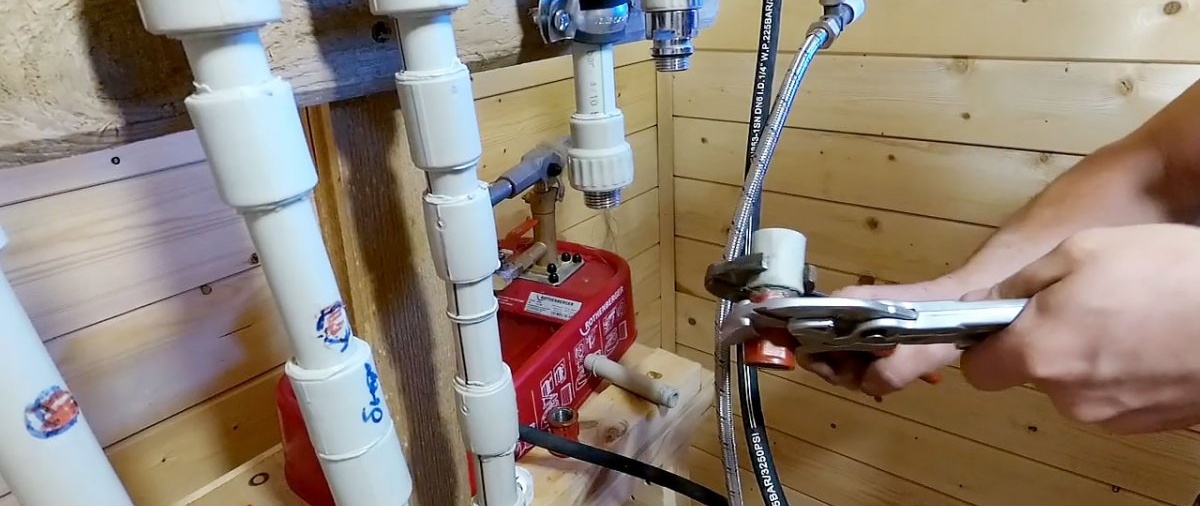

Vi ansluter enheten till tryckvattenförsörjningssystemet och ansluter den öppna änden med en fabriksgängad plugg.

Vi applicerar konsekvent tryck på enheten och fixerar dess värde vid följande avläsningar: 1, 2, 3, 4, 6, 8, 10, 12, 14, 16, 20, 25, 30, 40, 45 bar. Efter varje tryckfixering kontrollerar vi tätheten på monteringen. Vi ser till att den finns vid vilket tryck som helst, inklusive maxvärdet på 45 bar.

Slutsats
Eftersom vår montering klarade ett tryck på 45 bar, vilket aldrig förekommer i hemvattenförsörjningen, i trädgården och på landet, kan du säkert skära gängor i propenrör och kopplingar på olika sätt manuellt, eftersom trycket på dessa föremål inte överstiga 8 bar.
Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (3)
