DIY filskärare
En fil, särskilt en gammal sovjetisk, är gjord av hårt stål, så om du gör den till en utmärkt skärare, kommer bladet att hålla en egg bra. Hela problemet är att filen på grund av sin hårdhet är svår att bearbeta, så om du inte känner till några tekniska aspekter, kommer ett sådant projekt att ta mycket tid och slitande material. Låt oss titta på hur man gör en filskärare korrekt och snabbt.

Den bredaste delen av filen är vid skaftet, så det är bäst att använda denna. Samtidigt skärs skaftet av, och filen placeras i smedjan, där den värms glödhet och får svalna i den.

Detta gör att metallen kan släppas, ändra dess inre struktur, vilket gör den mjukare för bearbetning.

En fullskalig skiss av bladet ritas på ett papper och skärs ut.
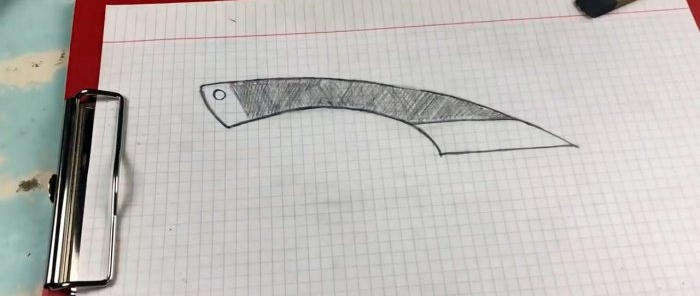
Den resulterande mallen appliceras på en kyld fil och fylls med aerosolfärg längs konturen.Detta gör att du kan uppnå exakt överföring av konturer till arbetsstycket, eftersom en vanlig markör sprids när den spåras längs skårorna.

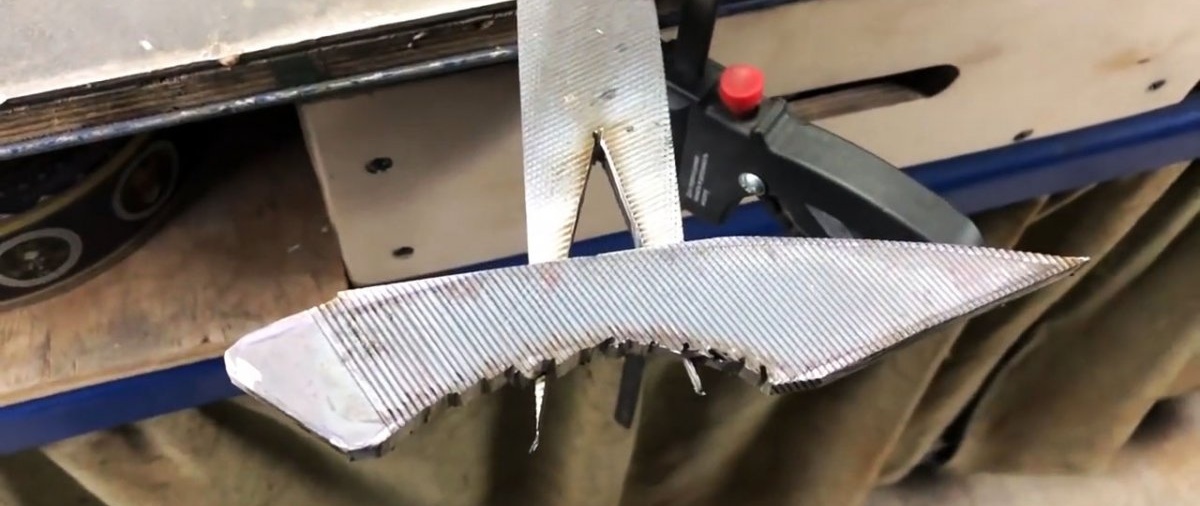
Därefter skärs det skisserade bladet från en fil med hjälp av en kvarn.


Det grova arbetsstycket bearbetas sedan på en bandslipmaskin.

Om hål planeras på fräsen, måste de borras medan den ännu inte är skarp och härdad. Därefter skissas kanten på bladet, där bladet ska vara, helt ut med en markör. På den resulterande bakgrunden måste du skrapa en central linje längs vilken nedgångarna kommer att ritas.

Bladets sluttningar slipas på en bandslip med ögat eller med hjälp av en specialiserad anordning, vilket gör att du kan bibehålla den önskade vinkeln exakt.



Efter nedgångarna måste du göra härdning för att återställa metallens hårdhet. För att göra detta värms skäret i en smedja tills det lyser ljusgult och skärdelen doppas i olja. För att kontrollera härdningen kan du skrapa glaset på flaskan.



I detta skede är bladet hårt men sprött. För att stabilisera stålet måste du släppa det något. För att göra detta placeras bladet i en elektrisk ugn som är förvärmd till 200 grader Celsius i 1,5 timmar. Om skäraxeln är tunnare kan du värma den i 40-60 minuter.

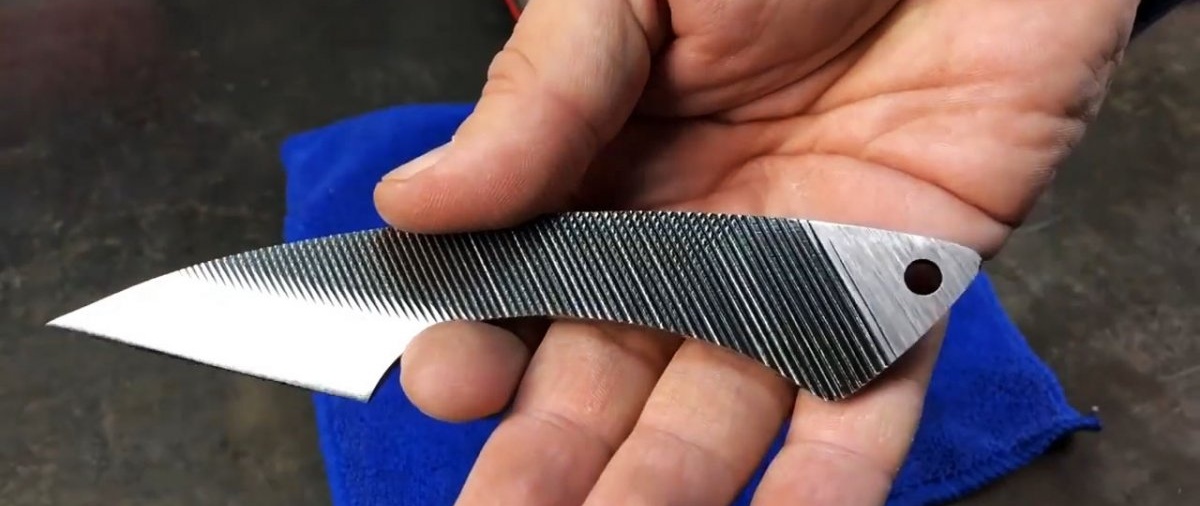
Efter härdning slipas och slipas skäraren, först med ett grovt slipmedel och sedan med ett fint, tills det skär papperet som ett blad. Denna teknik gör det lättare att bearbeta och uppnå den erforderliga nivån av bladhårdhet.


Om du bara slipar bort filen direkt blir skäreggen mjuk. Faktum är att filer är ythärdade och metallen inuti dem är mindre hård. Det är detta som bildar bladet efter slipning nerför sluttningarna. Om du först släpper allt och sedan härdar det, fokuserar kylningen i oljan på bladet, är detta problem helt löst.
Vad du kommer att behöva:
- bugla;
- härdande olja;
- elektrisk ugn;
- bulgariska;
- bandslipmaskin;
- borr eller borrmaskin;
- skiss av en kniv på papper;
- markör;
- sprayfärg eller primer.
Bladtillverkning
Den bredaste delen av filen är vid skaftet, så det är bäst att använda denna. Samtidigt skärs skaftet av, och filen placeras i smedjan, där den värms glödhet och får svalna i den.

Detta gör att metallen kan släppas, ändra dess inre struktur, vilket gör den mjukare för bearbetning.

En fullskalig skiss av bladet ritas på ett papper och skärs ut.
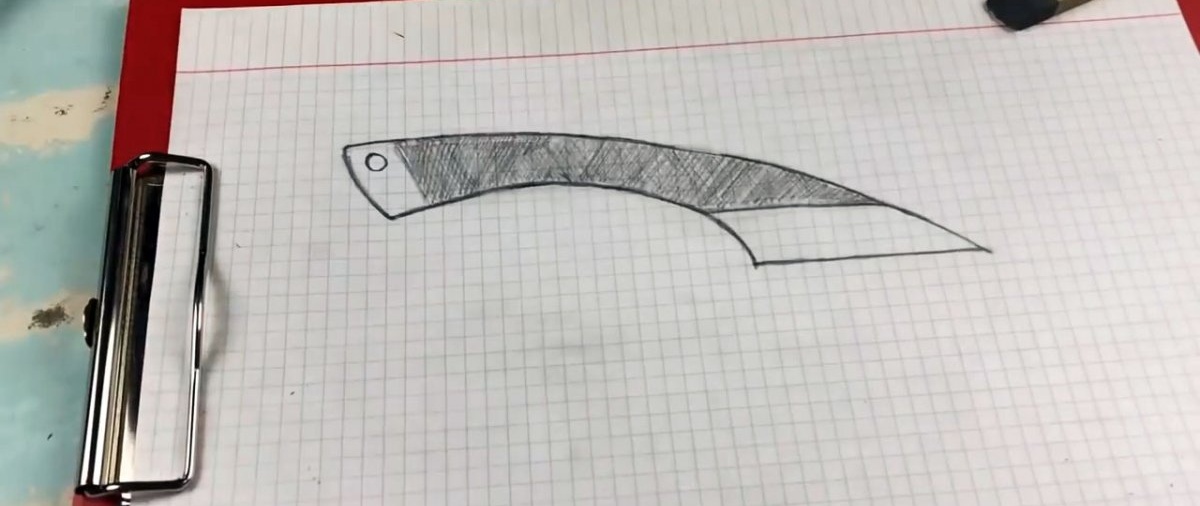
Den resulterande mallen appliceras på en kyld fil och fylls med aerosolfärg längs konturen.Detta gör att du kan uppnå exakt överföring av konturer till arbetsstycket, eftersom en vanlig markör sprids när den spåras längs skårorna.

Därefter skärs det skisserade bladet från en fil med hjälp av en kvarn.

Det grova arbetsstycket bearbetas sedan på en bandslipmaskin.

Om hål planeras på fräsen, måste de borras medan den ännu inte är skarp och härdad. Därefter skissas kanten på bladet, där bladet ska vara, helt ut med en markör. På den resulterande bakgrunden måste du skrapa en central linje längs vilken nedgångarna kommer att ritas.

Bladets sluttningar slipas på en bandslip med ögat eller med hjälp av en specialiserad anordning, vilket gör att du kan bibehålla den önskade vinkeln exakt.



Efter nedgångarna måste du göra härdning för att återställa metallens hårdhet. För att göra detta värms skäret i en smedja tills det lyser ljusgult och skärdelen doppas i olja. För att kontrollera härdningen kan du skrapa glaset på flaskan.



I detta skede är bladet hårt men sprött. För att stabilisera stålet måste du släppa det något. För att göra detta placeras bladet i en elektrisk ugn som är förvärmd till 200 grader Celsius i 1,5 timmar. Om skäraxeln är tunnare kan du värma den i 40-60 minuter.

Efter härdning slipas och slipas skäraren, först med ett grovt slipmedel och sedan med ett fint, tills det skär papperet som ett blad. Denna teknik gör det lättare att bearbeta och uppnå den erforderliga nivån av bladhårdhet.


Om du bara slipar bort filen direkt blir skäreggen mjuk. Faktum är att filer är ythärdade och metallen inuti dem är mindre hård. Det är detta som bildar bladet efter slipning nerför sluttningarna. Om du först släpper allt och sedan härdar det, fokuserar kylningen i oljan på bladet, är detta problem helt löst.
Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (1)
