Hur man gör en skivbladsskärare
Med den här enheten är det enkelt och enkelt att skära plåt, inte bara längs raka utan även böjda linjer, och till och med skära ut cirklar, ovaler och andra komplexa former. Det kan göras utan stora kostnader, med enkla verktyg och med genomsnittliga färdigheter i att arbeta med metall.

Vi behöver följande material och produkter:
I detta arbete behöver du: markeringskompass, plasmaskärare, borrning och svarv, slipmaskin, svetsning, kran med vev, borr, bågfil för metall, triangulär fil, sprutpistol m.m.
Vi börjar arbetet med tillverkning av kapskivor. För att göra detta ritar vi två lika cirklar på en remsa av verktygsstål med hjälp av en markeringskompass, och håller remsan i ett skruvstycke och skär ut runda ämnen med en plasmaskärare.

Vi gör hål i mitten där vi sätter in bulten och trycker ihop den ordentligt med en trycktvätt och mutter.


Därefter slipar vi båda ämnena och trimmar dem på en svarv till önskade dimensioner.



Efter att ha vänt ytterdiametrarna på en kon får arbetsstyckena egenskaperna hos knivskivor vad gäller geometri och efter härdning och styrka.
Med hjälp av en plasmaskärare skär vi ut två ämnen av olika former från en stålplåt, som efter bearbetning kommer att bli stöd för skärskivorna och basen för plåtskärarens kraftkrets.


Därefter använder vi en slipmaskin för att bearbeta dessa ämnen och en liten rektangulär platta på alla sidor, gör val och skär kanterna för svetsning. Vi placerar plattan med en fasad kant mot arbetsstyckets urtag med en rundad sida och svetsar den vertikalt.


Vi applicerar ett rektangulärt utsprång av det andra arbetsstycket på denna platta ovanpå och efter att ha kontrollerat rätt vinkel svetsar vi det på båda sidor. Vi rengör svetssömmarna med en slipmaskin och tar bort defekter.

Vi lägger knivskivorna till installationsplatserna med den nödvändiga överlappningen av skärkanterna och markerar mitten av hålen för att fästa skivorna, gjorda på en borrmaskin.

I hålet för att fästa den drivna skivan, skär en gänga med en kran. Vi skruvar in bulten med kniven i den och fäster den på baksidan med en mutter.

Vi sätter in drivskivans axel i form av en bult utan huvud i hålet i mitten och svetsar den på baksidan. Vi för bultstången genom stativet och på baksidan drar vi åt muttern med hål i motsatta kanter, på vilken vi skruvar den andra.



Använd hålet i den första muttern, använd en borr för att borra ett hål för tappen i bultaxeln. Ta bort den andra muttern och skär av änden av bulten med en metallsåg i jämnhöjd med den återstående hårdvaran.


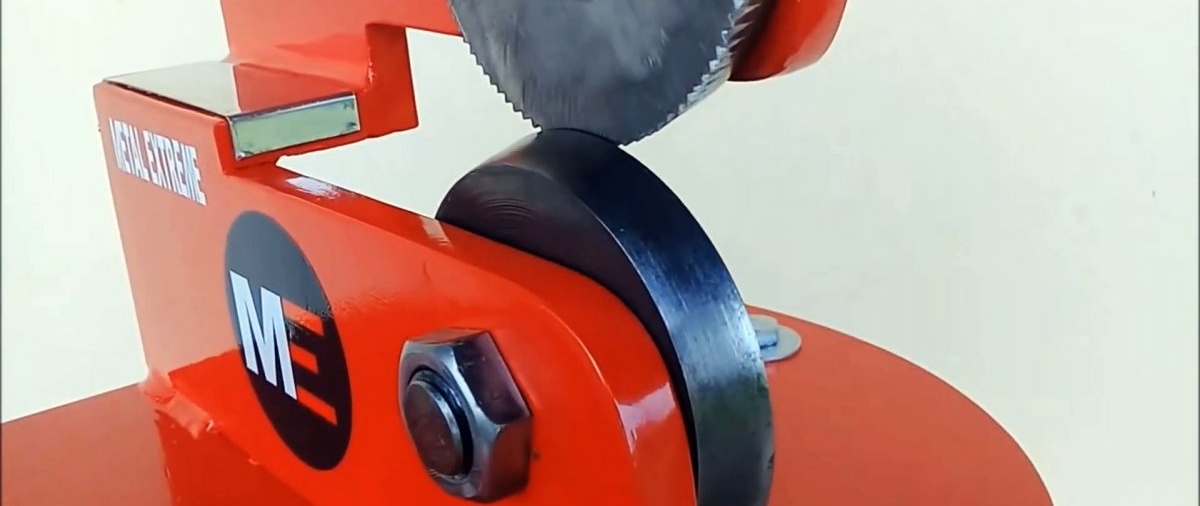
Vi klämmer fast drivskivan i ett skruvstäd och använder en triangulär fil på skäreggen längs hela omkretsen för att skära tvärgående spår med vilka arket ska skäras och flyttas.


Vi installerar drivskivan på plats, skruvar på muttern på bulten, riktar in hålen där vi sätter in stiftet och hamrar den i jämnhöjd med mutterns yta.


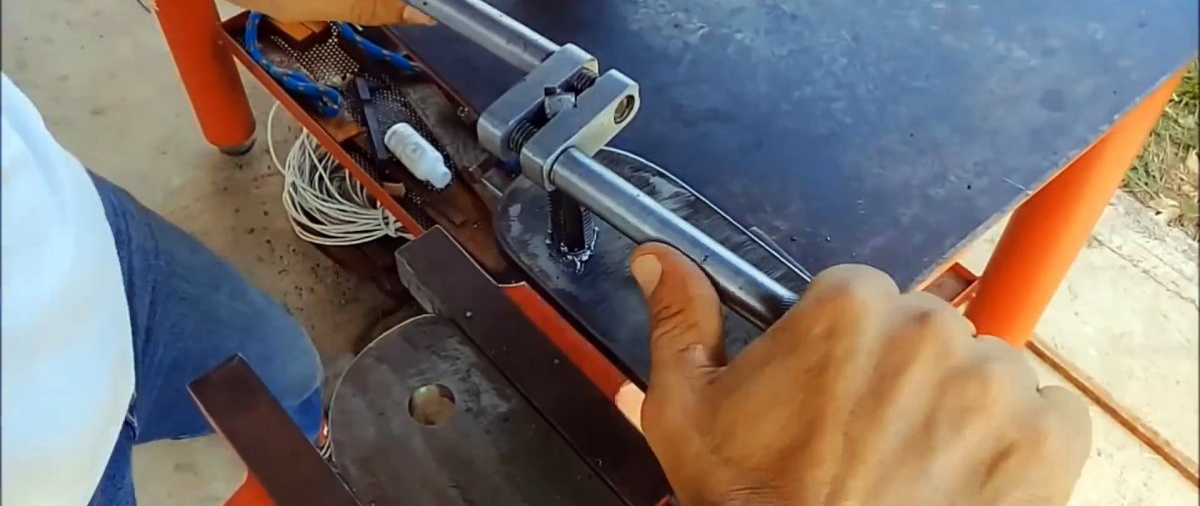
Vi svetsar en förlängning till nyckelns handtag med en fyrkant - en styv stång för att öka hävstångseffekten. Vi rengör svetsområdet med en kvarn för att ta bort pärlor och grader.


Vi lägger ett sexkantshuvud på drivskivans mutter, som vi roterar med en nyckel med en yttre kvadrat och sätter in den i det fyrkantiga hålet på huvudet.

Vi skär ut basen för plåtskäraren från plåt och borrar två hål i mitten närmare kanterna. Vi placerar enhetens kraftenhet över basen och svetsar den efter att ha riktat in vertikalen.
Vi målar de grundläggande delarna av arkskäraren i en färg och de rörliga delarna i en annan. Låt färgen torka och sätt ihop dem igen. Anordningens bas är bultad till en stark och stabil massa.

Plåtsågen skär svarta, galvaniserade och rostfria plåtar i både raka och krökta banor och skär även ut cirklar, ovaler och andra komplexa former. För att göra detta tar vi materialet till skivknivarna och roterar drivskivan.





Kommer att behöva
Vi behöver följande material och produkter:
- verktygsstål band;
- stålplåt;
- bultar och muttrar;
- stift;
- fyrkantsnyckel;
- stålband;
- sexkantshuvud;
- måla i två färger.
I detta arbete behöver du: markeringskompass, plasmaskärare, borrning och svarv, slipmaskin, svetsning, kran med vev, borr, bågfil för metall, triangulär fil, sprutpistol m.m.
Tillverkningsprocess för arkskärare
Vi börjar arbetet med tillverkning av kapskivor. För att göra detta ritar vi två lika cirklar på en remsa av verktygsstål med hjälp av en markeringskompass, och håller remsan i ett skruvstycke och skär ut runda ämnen med en plasmaskärare.

Vi gör hål i mitten där vi sätter in bulten och trycker ihop den ordentligt med en trycktvätt och mutter.


Därefter slipar vi båda ämnena och trimmar dem på en svarv till önskade dimensioner.



Efter att ha vänt ytterdiametrarna på en kon får arbetsstyckena egenskaperna hos knivskivor vad gäller geometri och efter härdning och styrka.
Med hjälp av en plasmaskärare skär vi ut två ämnen av olika former från en stålplåt, som efter bearbetning kommer att bli stöd för skärskivorna och basen för plåtskärarens kraftkrets.


Därefter använder vi en slipmaskin för att bearbeta dessa ämnen och en liten rektangulär platta på alla sidor, gör val och skär kanterna för svetsning. Vi placerar plattan med en fasad kant mot arbetsstyckets urtag med en rundad sida och svetsar den vertikalt.

Vi applicerar ett rektangulärt utsprång av det andra arbetsstycket på denna platta ovanpå och efter att ha kontrollerat rätt vinkel svetsar vi det på båda sidor. Vi rengör svetssömmarna med en slipmaskin och tar bort defekter.

Vi lägger knivskivorna till installationsplatserna med den nödvändiga överlappningen av skärkanterna och markerar mitten av hålen för att fästa skivorna, gjorda på en borrmaskin.

I hålet för att fästa den drivna skivan, skär en gänga med en kran. Vi skruvar in bulten med kniven i den och fäster den på baksidan med en mutter.
Vi sätter in drivskivans axel i form av en bult utan huvud i hålet i mitten och svetsar den på baksidan. Vi för bultstången genom stativet och på baksidan drar vi åt muttern med hål i motsatta kanter, på vilken vi skruvar den andra.



Använd hålet i den första muttern, använd en borr för att borra ett hål för tappen i bultaxeln. Ta bort den andra muttern och skär av änden av bulten med en metallsåg i jämnhöjd med den återstående hårdvaran.


Vi klämmer fast drivskivan i ett skruvstäd och använder en triangulär fil på skäreggen längs hela omkretsen för att skära tvärgående spår med vilka arket ska skäras och flyttas.


Vi installerar drivskivan på plats, skruvar på muttern på bulten, riktar in hålen där vi sätter in stiftet och hamrar den i jämnhöjd med mutterns yta.


Vi svetsar en förlängning till nyckelns handtag med en fyrkant - en styv stång för att öka hävstångseffekten. Vi rengör svetsområdet med en kvarn för att ta bort pärlor och grader.


Vi lägger ett sexkantshuvud på drivskivans mutter, som vi roterar med en nyckel med en yttre kvadrat och sätter in den i det fyrkantiga hålet på huvudet.

Vi skär ut basen för plåtskäraren från plåt och borrar två hål i mitten närmare kanterna. Vi placerar enhetens kraftenhet över basen och svetsar den efter att ha riktat in vertikalen.
Vi målar de grundläggande delarna av arkskäraren i en färg och de rörliga delarna i en annan. Låt färgen torka och sätt ihop dem igen. Anordningens bas är bultad till en stark och stabil massa.

Plåtsågen skär svarta, galvaniserade och rostfria plåtar i både raka och krökta banor och skär även ut cirklar, ovaler och andra komplexa former. För att göra detta tar vi materialet till skivknivarna och roterar drivskivan.



Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (0)
