Hur man snabbt gör ett hål utan att borra i verktygsstål
Med tillkomsten av nästan varje borr, skruvmejsel eller borrmaskin, görs hål uteslutande genom borrning. Närvaron av ett sådant verktyg gjorde det möjligt att överge de gamla teknikerna som användes innan dess distribution. Det skadar dock inte att veta om bortglömda metoder.

Till exempel måste du göra ett hål i bladet på en bågfil för att hänga det på en spik. Alla som någonsin har provat att borra den med billiga kinesiska borrar vet att det kommer att ta lång tid att mixtra. Om du bara tar en bit tyg, lägger en mutter under den, lägger en stans ovanpå och slår den med en hammare, kan du skära ett hål.



Med tanke på egenskaperna hos detta stål måste du slå det flera gånger, men det är inte meningen. Efter detta kommer veck av trasig metall att uppstå på baksidan av bladet från muttersidan.


De måste slipas bort med sandpapper eller en kvarn. Resultatet är ett hål som inte är perfekt runt, men acceptabelt.



Samma metod gäller för bågsågbladet. För dess tillverkning används stål med helt andra egenskaper, men metoden fungerar fortfarande.

Låt oss rengöra duken först.

Och skärpa tänderna.
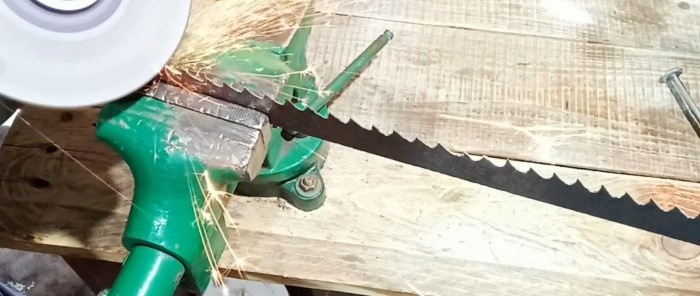
Låt oss skära av den nödvändiga biten.


Genom att placera en mutter och en stans kan du göra 2 hål i en bit blad och använda den i en bågfil för metall.



Metoden fungerar inte bara med stål, utan även med andra plåtmaterial som inte är spröda. En stans kan användas för att göra ett hål i takskiffern. Den använder inte en mutter. För skiffer, använd en stans med trubbig spets. Hålet görs med 2-3 lätta uppmätta slag. Därefter används den under nageln. Ett hål görs med en stans snabbare än med en borr, så metoden är användbar även om du har en borr. Viktig! Du bör inte omedelbart genomborra skiffer utan ett slag med en spik, eftersom den har en vass spets. Skarpa kan orsaka sprickor och skada plåten, detta händer inte när man arbetar med en trubbig stans.

Vid stansning av hål, till skillnad från borrning, är det svårare att reglera deras diameter. Därför måste du välja en stans med lämplig tjocklek och placera en mutter av rätt storlek under den. Dess inre diameter måste motsvara det erforderliga hålet, eller vara en storlek större. Då kommer det att fungera som en begränsare och låter dig inte överdriva det. Om stansen är för tunn och den erforderliga håldiametern endast uppnås om du kör den halvvägs, kommer höjden på muttern inte att räcka till, så du kan byta ut ett rör istället.


Verktyg:
- konisk stans;
- hammare;
- skruva.
Kärnan i metoden och exempel
Till exempel måste du göra ett hål i bladet på en bågfil för att hänga det på en spik. Alla som någonsin har provat att borra den med billiga kinesiska borrar vet att det kommer att ta lång tid att mixtra. Om du bara tar en bit tyg, lägger en mutter under den, lägger en stans ovanpå och slår den med en hammare, kan du skära ett hål.



Med tanke på egenskaperna hos detta stål måste du slå det flera gånger, men det är inte meningen. Efter detta kommer veck av trasig metall att uppstå på baksidan av bladet från muttersidan.


De måste slipas bort med sandpapper eller en kvarn. Resultatet är ett hål som inte är perfekt runt, men acceptabelt.



Samma metod gäller för bågsågbladet. För dess tillverkning används stål med helt andra egenskaper, men metoden fungerar fortfarande.

Låt oss rengöra duken först.

Och skärpa tänderna.

Låt oss skära av den nödvändiga biten.


Genom att placera en mutter och en stans kan du göra 2 hål i en bit blad och använda den i en bågfil för metall.



Metoden fungerar inte bara med stål, utan även med andra plåtmaterial som inte är spröda. En stans kan användas för att göra ett hål i takskiffern. Den använder inte en mutter. För skiffer, använd en stans med trubbig spets. Hålet görs med 2-3 lätta uppmätta slag. Därefter används den under nageln. Ett hål görs med en stans snabbare än med en borr, så metoden är användbar även om du har en borr. Viktig! Du bör inte omedelbart genomborra skiffer utan ett slag med en spik, eftersom den har en vass spets. Skarpa kan orsaka sprickor och skada plåten, detta händer inte när man arbetar med en trubbig stans.

Vid stansning av hål, till skillnad från borrning, är det svårare att reglera deras diameter. Därför måste du välja en stans med lämplig tjocklek och placera en mutter av rätt storlek under den. Dess inre diameter måste motsvara det erforderliga hålet, eller vara en storlek större. Då kommer det att fungera som en begränsare och låter dig inte överdriva det. Om stansen är för tunn och den erforderliga håldiametern endast uppnås om du kör den halvvägs, kommer höjden på muttern inte att räcka till, så du kan byta ut ett rör istället.

Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (3)
