Hur man gör hävarmsaxar för metall från vanliga
Om dina gamla plåtklipp inte fungerar bra kan de konverteras till en mer produktiv enhet. Förbättrad sax gör att du kan skära tjock stålplåt snabbare och med minimal ansträngning.
Saxen går isär.

Handtaget på en av halvorna är förkortat 10 cm före hålet för rotationsaxeln.


En 100x110 mm plåt skärs av 5 mm stålplåt.

Man slipar ett hörn av den inåt och den rundas.

Den förkortade halvan av saxen svetsas sedan till plattan. I det här fallet är det nödvändigt att axelhålet är placerat ovanför spåret.



2 ämnen på 500 mm vardera skärs från remsan. Ett hål görs i dem i ena änden 15 mm från kanten. Gå 150 mm bort från dem, borra ett annat hål.

Remsorna måste svetsas på mitten för att få hävstångseffekt. För att göra detta placeras 2 distanser skurna av 5 mm stålplåt mellan dem. Det ena är svetsat mitt emot de förskjutna hålen, det andra i slutet utan dem.



2 ämnen på 210 mm vardera skärs från remsan.De borras i båda ändar 15 mm från kanterna.

Handtaget på den andra halvan av saxen borras 150 mm från hålet på rotationsaxeln. Sedan förkortas den.
En vinkelbit på 40x40 mm svetsas fast på sidan av hälften av saxen med plattan. Ett 20x20 mm hörn svetsas på sidan.




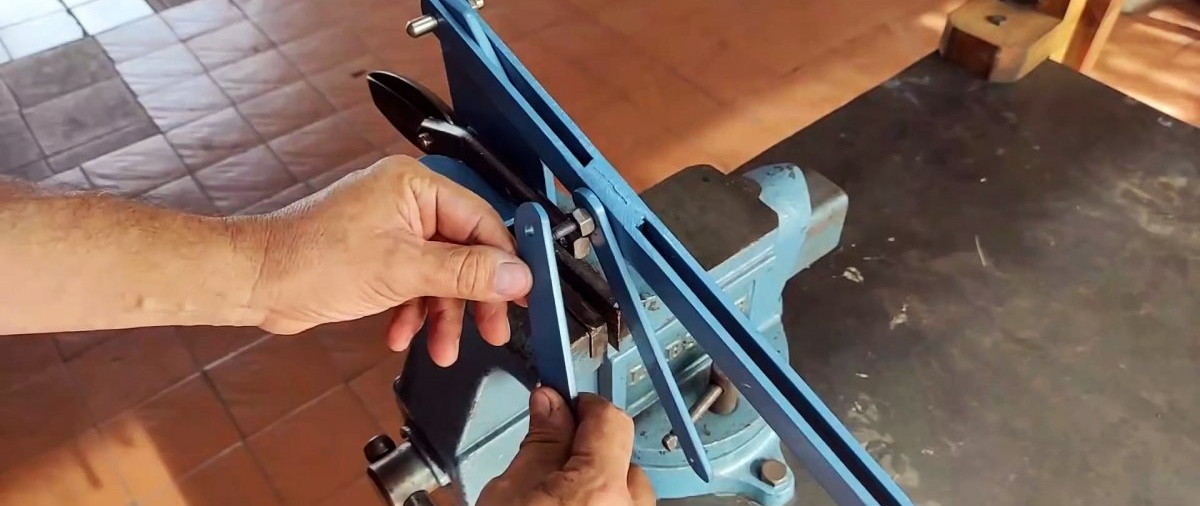
Nu är den nedre halvan av saxen fastklämd i ett skruvstycke i hörnen. Ett andra blad är installerat på det. En spak fästs sedan genom ett hål i toppplattan. Redan 2 korta remsor är skruvade på den, som är anslutna till den rörliga halvan av saxen.






Vid skärning av metall med hävarmsaxar kommer huvuddelen av plåten att kunna ligga på det stora hörnet till höger.



Remsan som ska skäras kommer att passa in i springan mellan plattan och det lilla hörnet. Detta gör att du kan behålla arbetsstycket i en bekväm position.


Material:
- vanliga metallsaxar;
- stålplåt 5 mm;
- remsa 20x4 mm;
- hörn 40x40 mm och 20x20 mm;
- bultar, muttrar.
Tillverkningsprocess för spakskjuvning
Saxen går isär.

Handtaget på en av halvorna är förkortat 10 cm före hålet för rotationsaxeln.


En 100x110 mm plåt skärs av 5 mm stålplåt.

Man slipar ett hörn av den inåt och den rundas.

Den förkortade halvan av saxen svetsas sedan till plattan. I det här fallet är det nödvändigt att axelhålet är placerat ovanför spåret.



2 ämnen på 500 mm vardera skärs från remsan. Ett hål görs i dem i ena änden 15 mm från kanten. Gå 150 mm bort från dem, borra ett annat hål.

Remsorna måste svetsas på mitten för att få hävstångseffekt. För att göra detta placeras 2 distanser skurna av 5 mm stålplåt mellan dem. Det ena är svetsat mitt emot de förskjutna hålen, det andra i slutet utan dem.



2 ämnen på 210 mm vardera skärs från remsan.De borras i båda ändar 15 mm från kanterna.

Handtaget på den andra halvan av saxen borras 150 mm från hålet på rotationsaxeln. Sedan förkortas den.
En vinkelbit på 40x40 mm svetsas fast på sidan av hälften av saxen med plattan. Ett 20x20 mm hörn svetsas på sidan.




Nu är den nedre halvan av saxen fastklämd i ett skruvstycke i hörnen. Ett andra blad är installerat på det. En spak fästs sedan genom ett hål i toppplattan. Redan 2 korta remsor är skruvade på den, som är anslutna till den rörliga halvan av saxen.





Vid skärning av metall med hävarmsaxar kommer huvuddelen av plåten att kunna ligga på det stora hörnet till höger.



Remsan som ska skäras kommer att passa in i springan mellan plattan och det lilla hörnet. Detta gör att du kan behålla arbetsstycket i en bekväm position.


Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (0)
