Paano gumawa ng clamp - isang mahabang haba na may nakakataas na chute para sa mabilis na trabaho
Sa isang home workshop kailangan mong iproseso ang malalaking ceramic tile, mahabang piraso ng metal, tabla, na walang maaasahang pag-aayos ay hindi lamang mahirap, ngunit mapanganib din na magtrabaho kasama. Maaari kang gumawa ng isang unibersal na salansan nang walang espesyal na paghahanda at mula sa mga ordinaryong materyales.

Kakailanganin
Mga materyales:- May sinulid na pamalo;
- mga mani, flat at lock washer;
- hugis-parihaba na mga fragment ng isang bakal na plato;
- mga seksyon ng channel;
- fragment ng drill;
- makinis na bilog na bakal na baras;
- gear disc wheel na may single-sided hub;
- bolt na may hemispherical na ulo at ordinaryong;
- steel sheet na may sapat na kapal
- steel disk, atbp.
Proseso ng paggawa ng isang unibersal na clamp
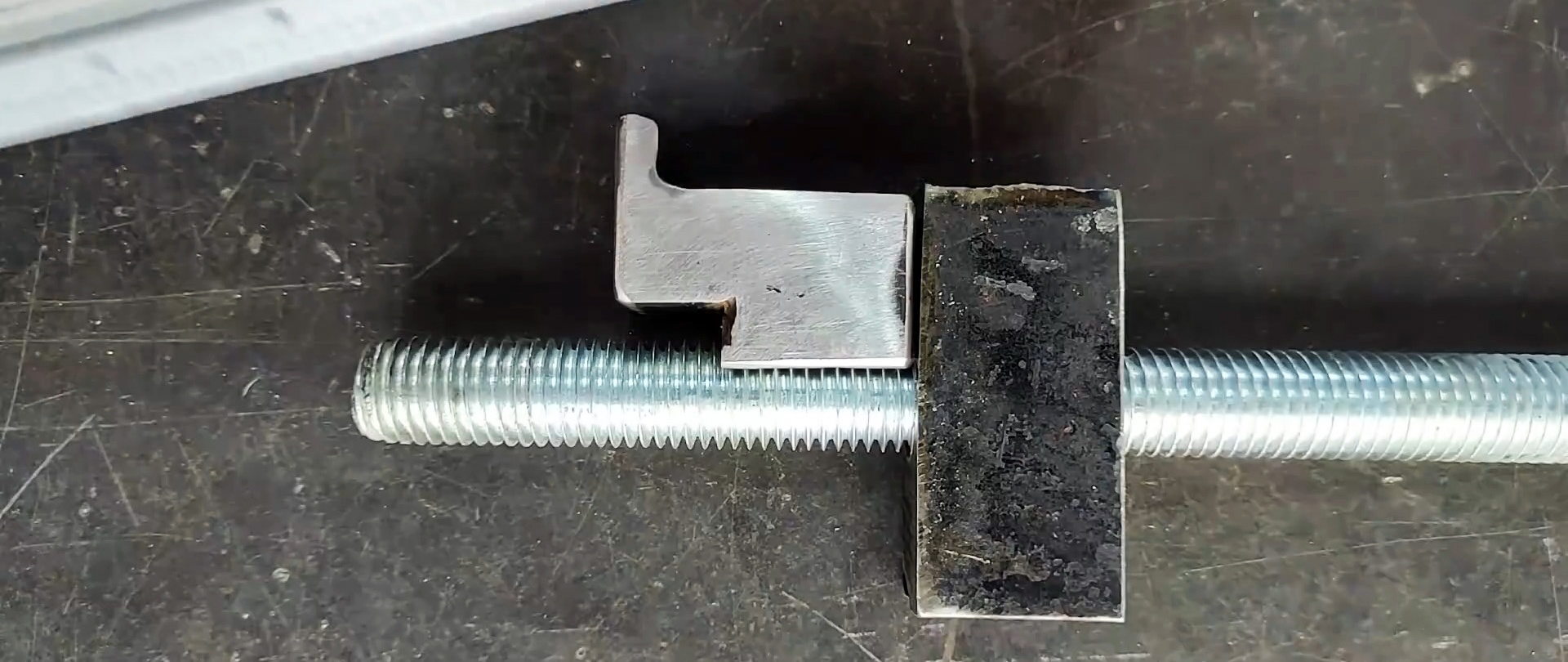
I-screw namin ang dalawang nuts sa sinulid na baras, pindutin ang mga ito nang magkasama, ikonekta ang mga ito sa pamamagitan ng hinang at linisin ang mga tahi.Pinoprotektahan namin ang thread ng baras mula sa mga splashes ng metal na may hugis-U na baluktot na strip ng metal.

Hinangin namin ang double nut sa isang hugis-parihaba na fragment, simetriko sa gilid na limitado sa haba at kapal, sa antas ng dulo ng gilid na limitado sa lapad at kapal.

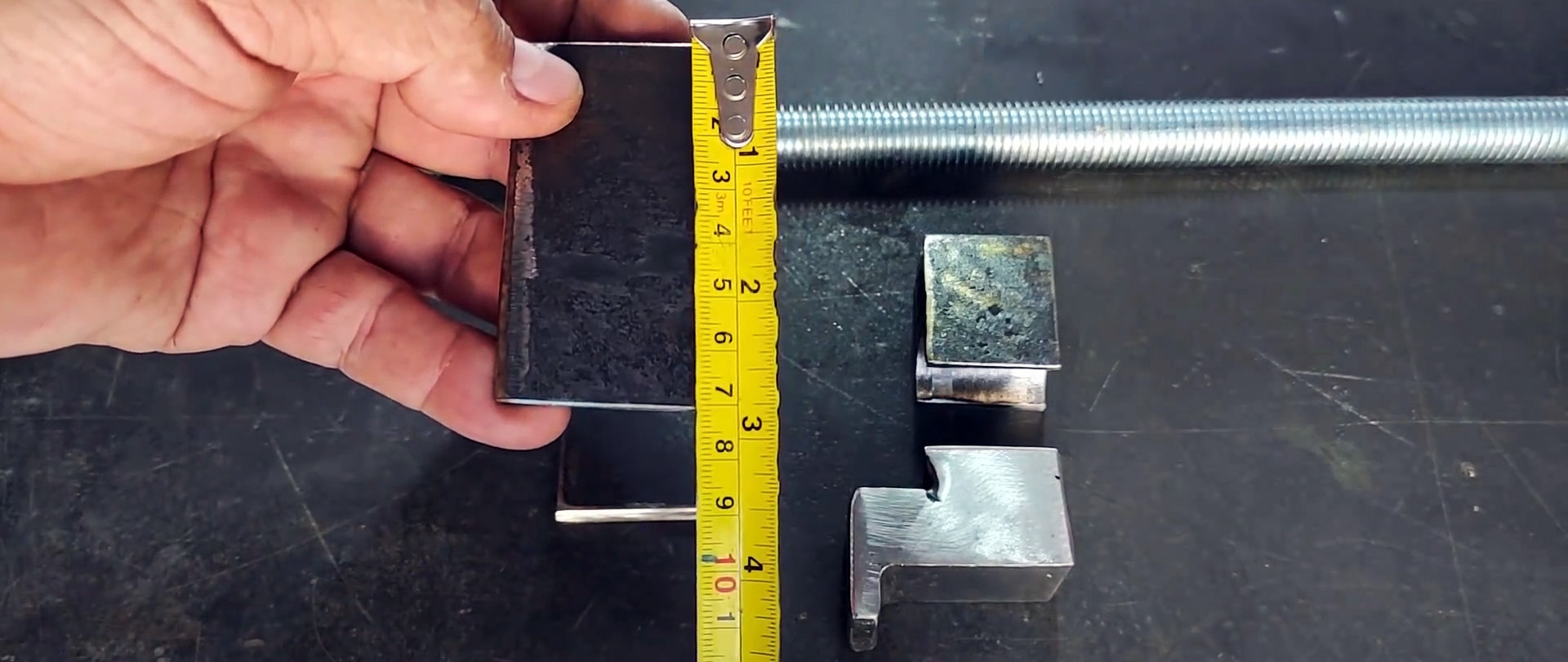
Pagkatapos ng pagmamarka, pinutol namin ang isang fragment sa antas ng nut sa isang gilid, at sa kabilang banda, gumawa kami ng mga vertical at pahalang na pagbawas sa base ng nut. Ang pag-atras ng kaunti mula sa dulong ito ng nut, pinutol namin ang fragment upang ang isang patayong protrusion ay nabuo mula sa ibaba.

Gupitin ang tuktok na kalahati ng double nut nang pahaba. Inihahambing namin ang mga nakausli na gilid ng kalahati ng nut sa eroplano ng base.

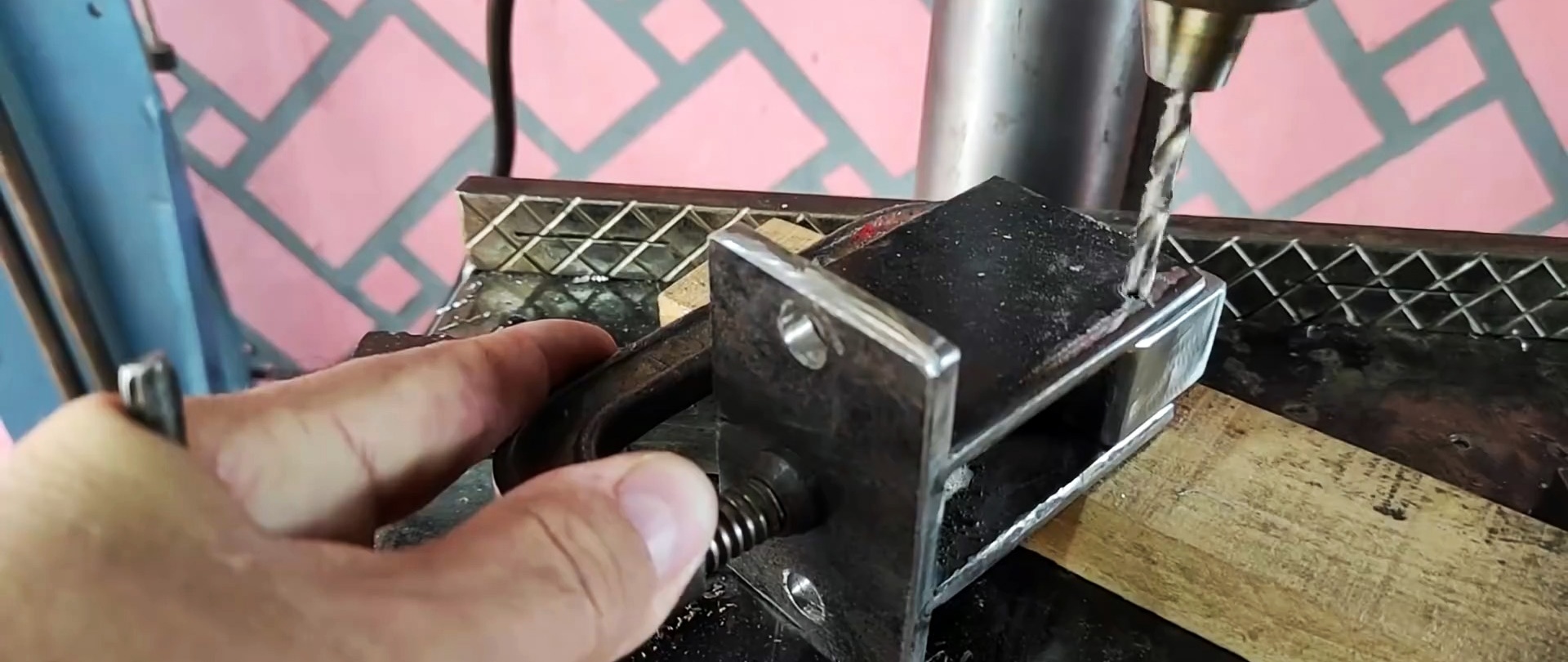
Sa isang hugis-parihaba na fragment, mag-drill ng patayong butas sa gitna ng gilid na limitado ng kapal at haba ng fragment.

Pinutol namin ang fragment kasama ang longitudinal axis ng butas sa diametrical plane.


Inilapat namin ang dalawang piraso sa fragment na may kalahating butas mula sa labas kasama ang axis at hinangin ito.
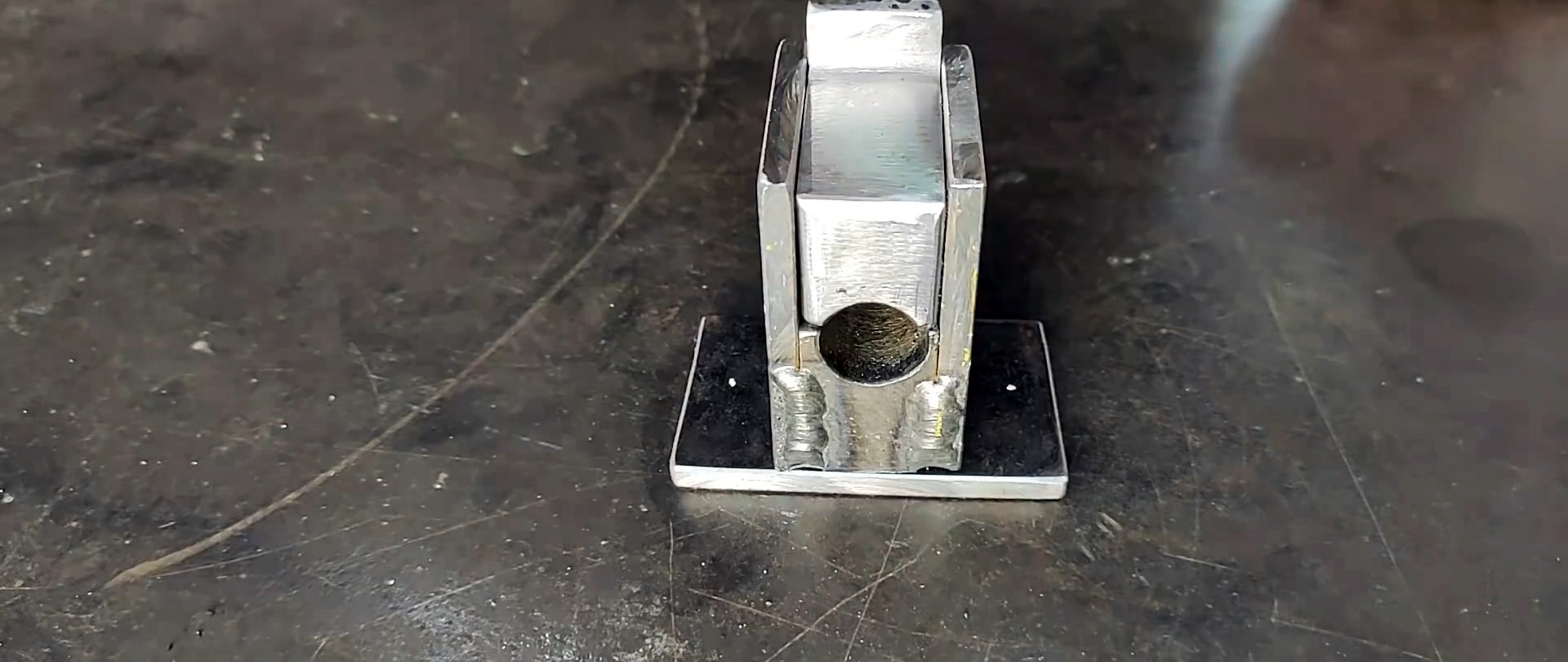
Ini-install namin ang nagresultang istraktura sa isang base na may dalawang butas sa mga gilid at hinangin din ito.
Sa makinis na kalahating butas ay naglalagay kami ng isang fragment ng isang tubo na may panlabas na thread na katumbas ng haba sa cylindrical groove.
Sa pagitan ng mga plato, sa isang fragment ng tubo, inilalagay namin ang istraktura na may sinulid na cylindrical groove pababa.
Hinihigpitan namin ang nagresultang istraktura na may clamp at mag-drill ng mga coaxial hole sa mga side plate ayon sa mga marka.
Gamit ang isang lumang bariles na may butas sa ilalim at isang gas torch, painitin ang cylindrical threaded groove hanggang sa pula at isawsaw ito sa quenching oil para tumaas ang tigas at lakas.
Inilalagay namin ang matigas na uka sa lugar, at hinihimok ang sirang drill sa mga butas na may pagkagambala.

Pinihit namin ang sinulid na baras na may mga mani sa magkabilang panig sa isang lathe.
Pinutol namin ang kinakailangang haba ng fragment mula sa channel ng kinakalkula na laki.
Pinihit namin ang isang bilog na baras sa isang lathe at gumawa ng isang malawak at malalim na uka sa isang gilid, at isang makitid at mababaw na uka sa kabilang linya.

Nag-drill kami ng isang transverse hole sa gitna ng baras upang ang dulo ng sinulid na baras ay malayang magkasya dito.

Sa mga flanges ng channel, nag-drill kami ng mga coaxial hole ayon sa mga marka at pinutol ang mga sulok.

Nagpasok kami ng isang baras na may isang nakahalang na butas sa mga butas ng channel. Inilalagay namin ang sinulid na baras na may isang uka na may isang nakahalang na butas sa dulo sa lugar, ilagay sa washer, magpasok ng isang piraso ng kuko sa butas ng baras at ibaluktot ang mga dulo.

Nag-install kami ng locking spring washer sa makitid na annular groove.

Pinihit namin ang isang lumang may ngipin na disc wheel na may single-sided hub sa isang lathe, i-install ito sa dulo ng isang sinulid na baras at i-secure ito gamit ang locking screw.

Gamit ang ball-head bolt, i-secure ang kahoy na hawakan sa disk gamit ang mga washer at nuts.

Sa sheet metal gumawa kami ng isang mahabang puwang sa pagitan ng dalawa sa pamamagitan ng mga butas na may mga diameter na mas malaki kaysa sa lapad ng puwang.

Ipinasok namin ang dulo ng baras sa channel sa dulo ng butas at ilipat ito sa puwang.


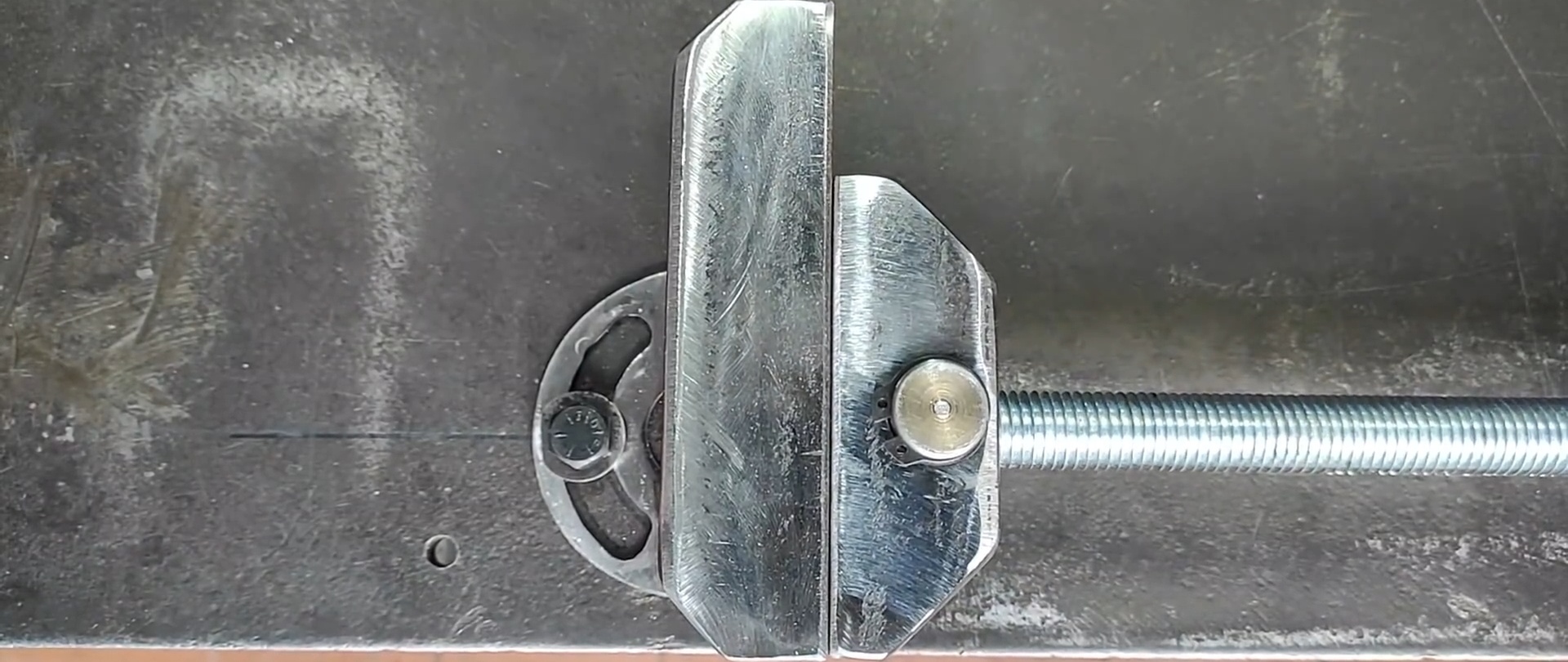
Ang istraktura na may matigas na semi-cylindrical groove ay naka-secure sa plato sa kabilang bahagi ng slot na may mga bolts, washers at nuts.
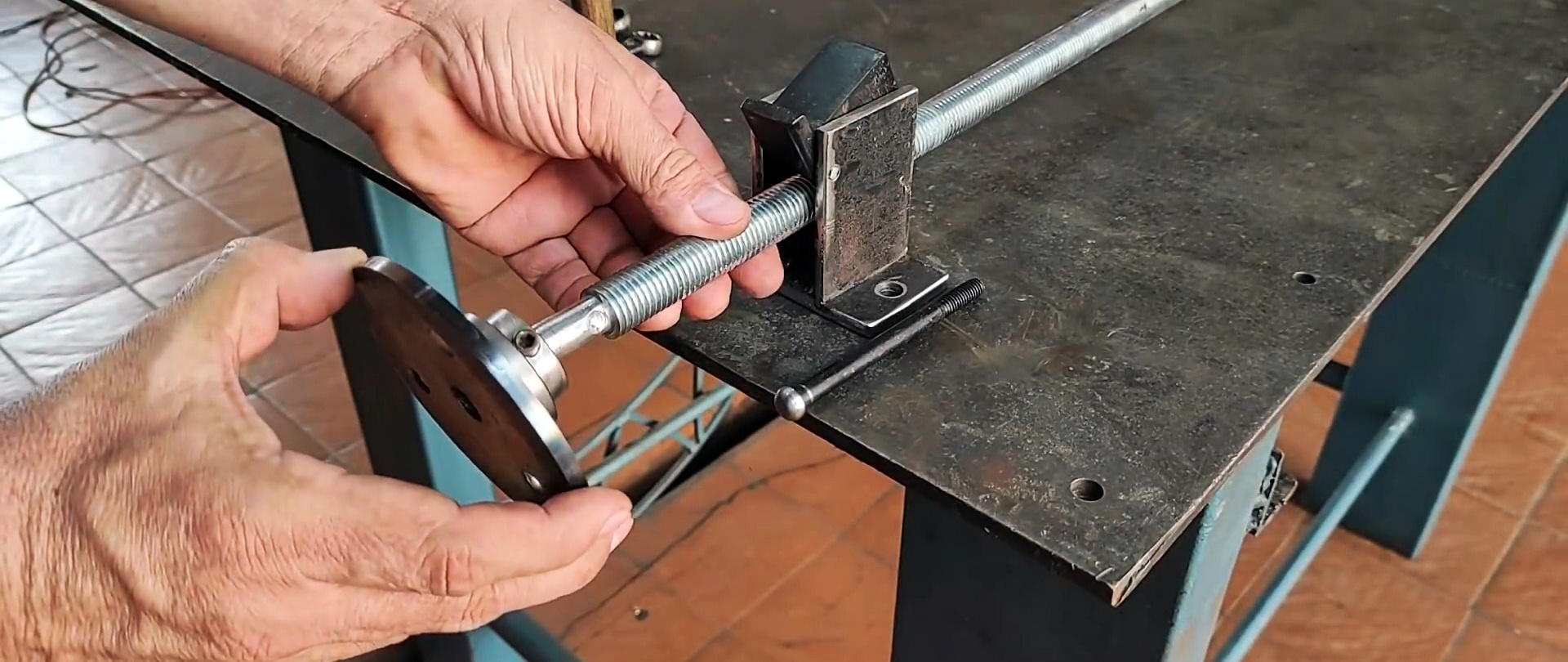
Sa pamamagitan ng pag-angat ng matigas na sinulid na uka, malaya nating inililipat ang sinulid na baras sa magkabilang direksyon.


Sa channel, na dati nang bilugan ang lahat ng mga sulok, hinangin namin ang isang bakal na kalahating bilog na may isang protrusion at mga puwang sa isa sa mga istante.
Sa dulong dulo ng slot, gumagawa kami ng mga butas sa base sheet na metal na tumutugma sa butas sa channel at sa slot sa bakal na kalahating bilog.


Sinigurado namin ang channel at kalahating bilog sa base gamit ang mga bolts at nuts.
Gamit ang semi-cylindrical groove na nakataas ang sinulid, hilahin ang sinulid na baras patungo sa iyo.

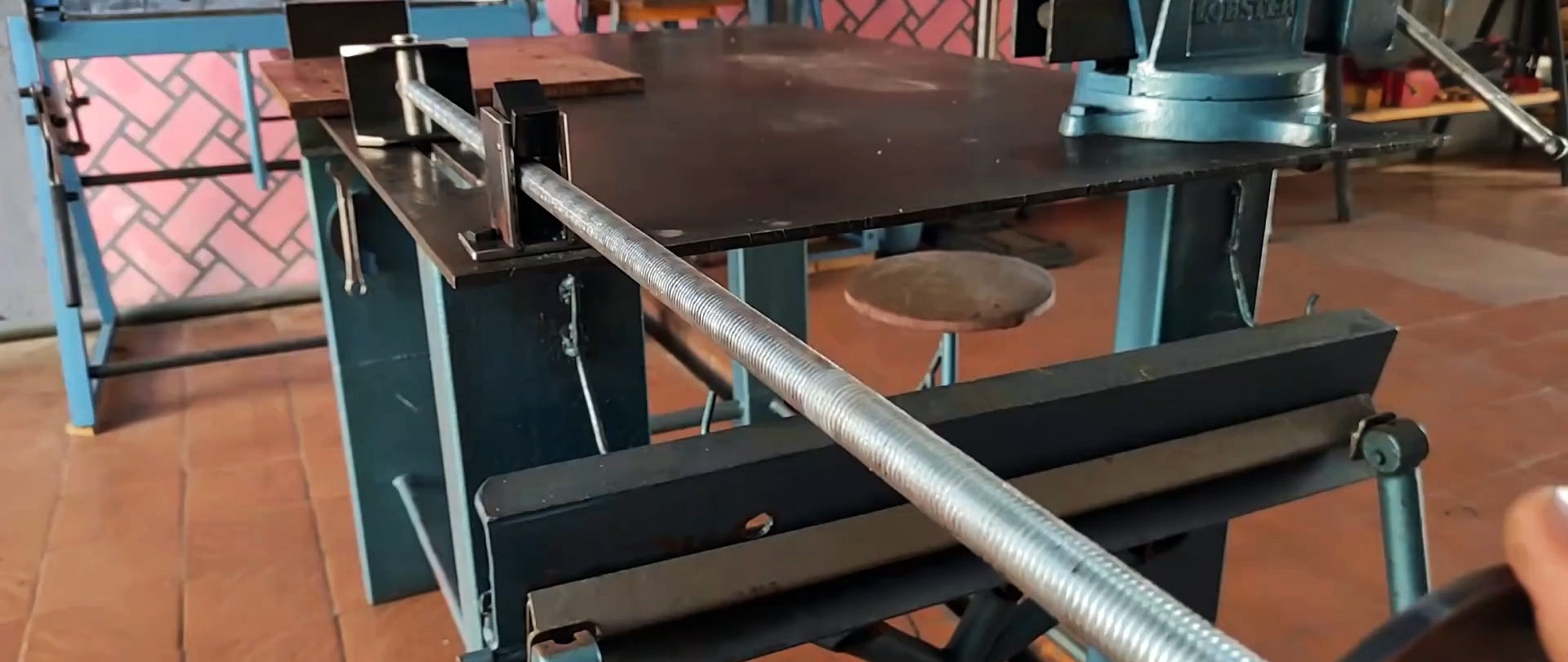
Inilalagay namin ang materyal na ipoproseso sa pagitan ng movable at fixed stops.

Ibinababa namin ang uka sa baras at paikutin ang hawakan sa disk clockwise. Bilang resulta, ang materyal ay ligtas na naayos at handa na para sa pagproseso.
Sa pamamagitan ng pagbabago ng posisyon ng nakapirming stop gamit ang dalawang bolts, ang mga workpiece ay maaaring i-clamp sa iba't ibang mga anggulo.



Panoorin ang video
Katulad na mga master class












