Cách giảm đường kính ống thép bằng ma sát
Bài đánh giá hôm nay sẽ tập trung vào việc giảm đường kính của ống bằng ma sát. Một ống ren sẽ được thực hiện trong 5 phút! Đây không phải là một trò đùa và bằng chứng video được đính kèm với tài liệu.
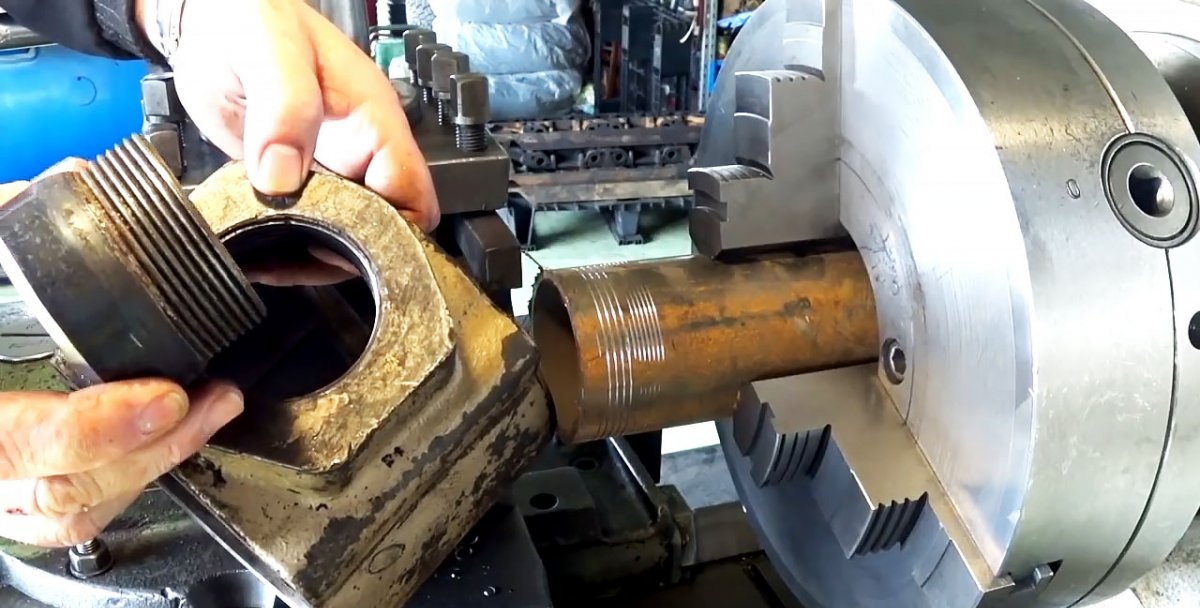
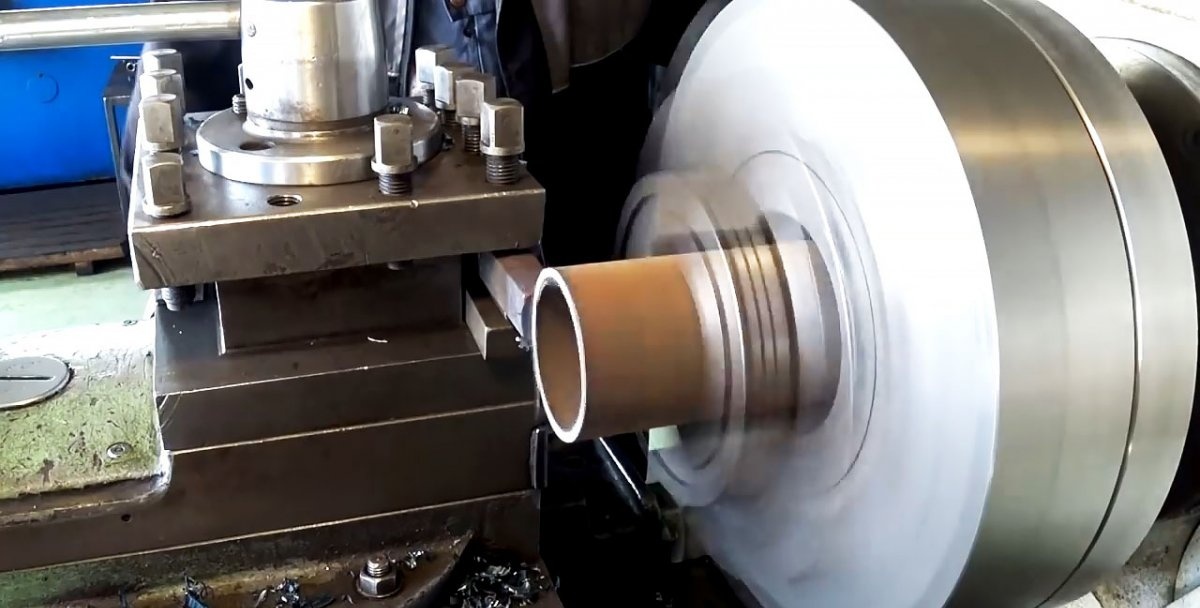
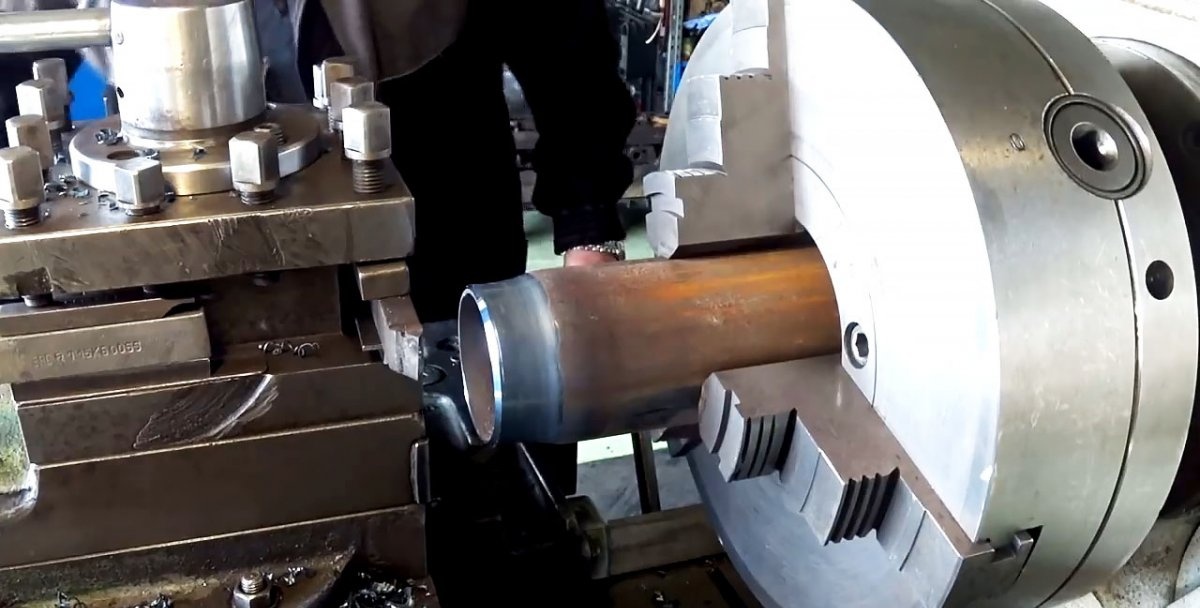
Ví dụ, chúng tôi lấy vỏ từ bộ khởi động khí nén của động cơ. Bạn cần phải làm một ống ren cho nó, sau đó nó sẽ bị bỏng. Phôi là một ống có đường kính ngoài là 76 mm. Phần ban đầu của nó phải được giảm xuống 70 mm và có ren.
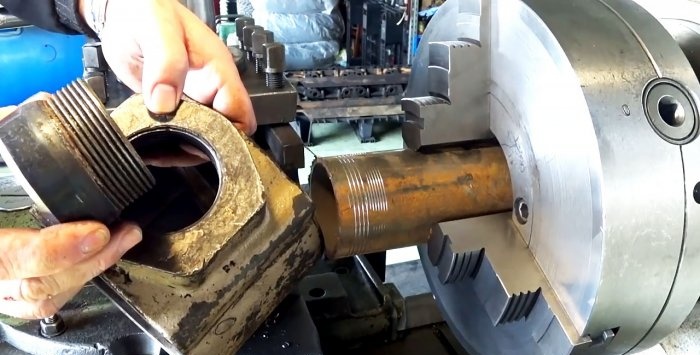
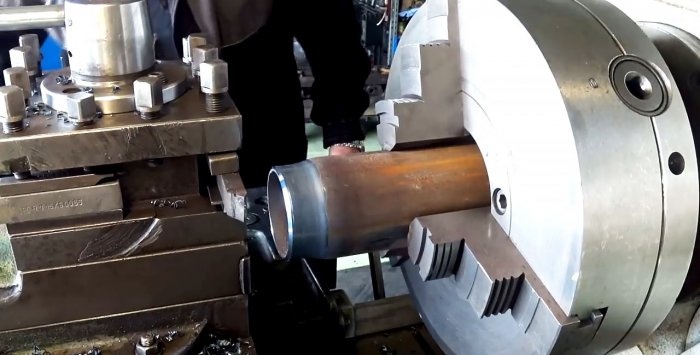
Trước tiên, người chủ dùng đầu dao cắt thép thu nhỏ một phần ống đến đường kính yêu cầu là 70 mm. Bạn cần kiểm soát kích thước của phôi bằng thước cặp. Quá trình xử lý co rút thô được thực hiện ở tốc độ 630 vòng / phút.

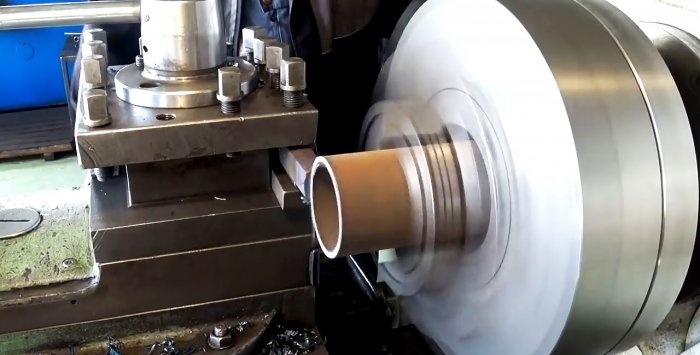
Toàn bộ hoạt động được thực hiện trong một số lần.

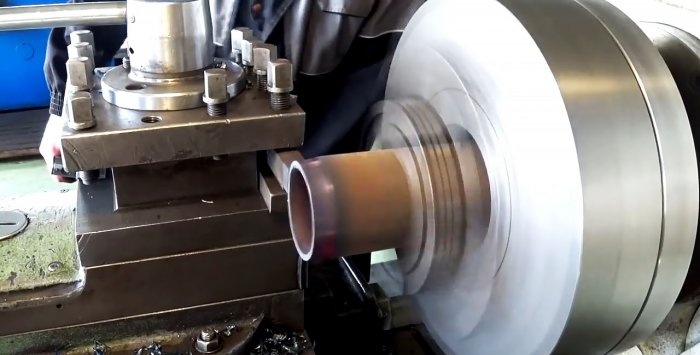
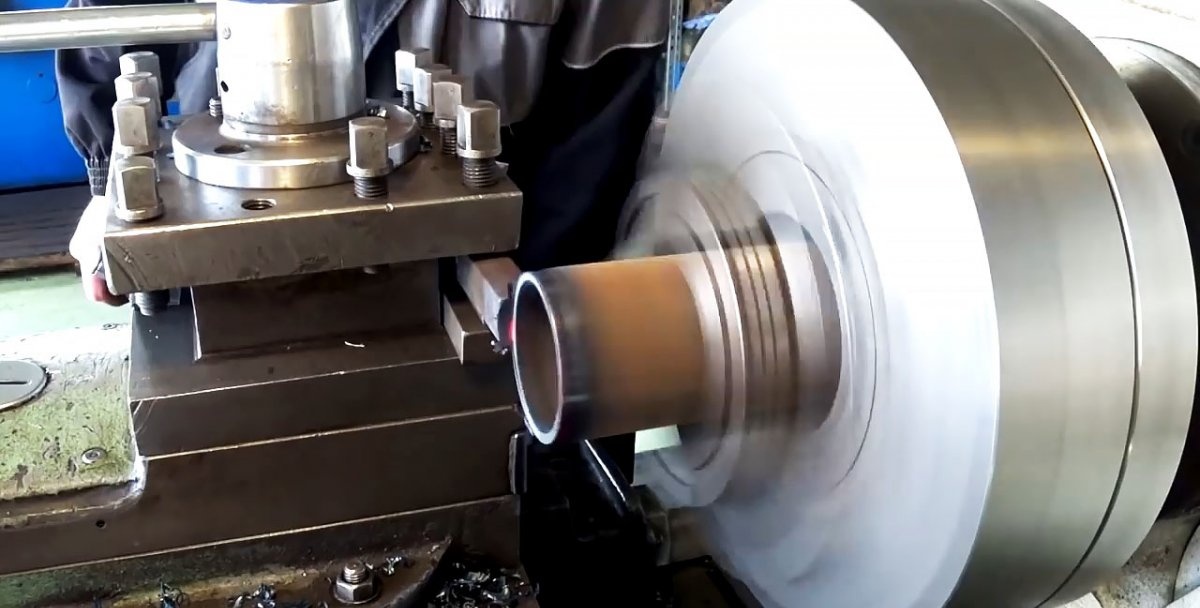
Ống co lại và được kéo dài hơn nữa.
Tiếp theo, bàn trượt di động với bệ áp suất được điều chỉnh theo ren. Cài đặt máy cắt và máy được thay đổi. Trước khi cắt chỉ, phần vát được loại bỏ.
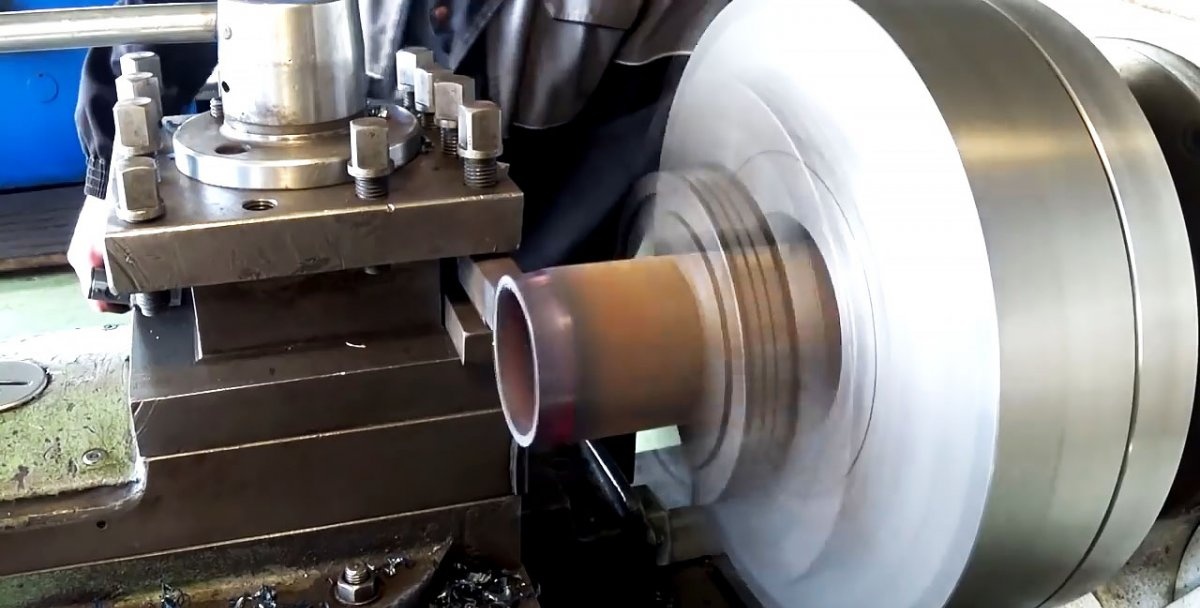
Việc cắt chỉ sẽ được thực hiện ở tốc độ 400 vòng/phút. Xếp hạng ren: M70 bước 3. Dao cắt được chọn cho nó là dao dạng que.
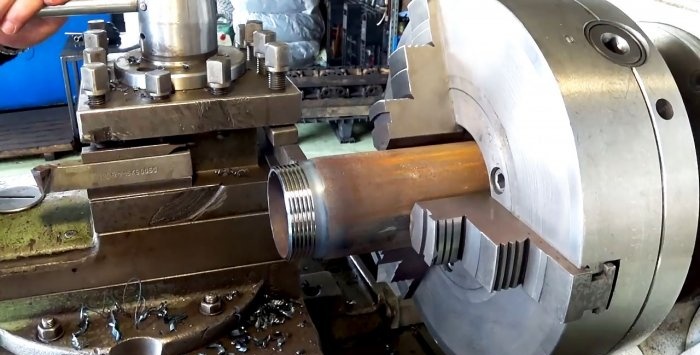
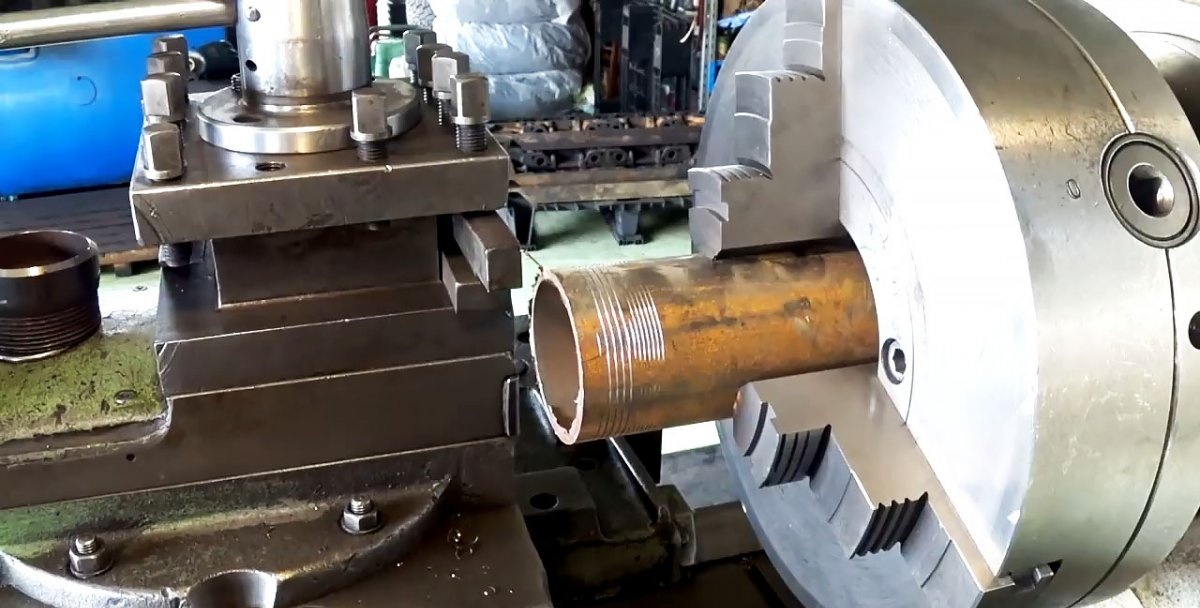
Trong bốn lượt, độ sâu ren được tính toán đầy đủ sẽ được cắt.Kết quả là có 6 sợi chỉ, vừa đủ để cố định đường ống ở đầu vỏ bộ khởi động khí.
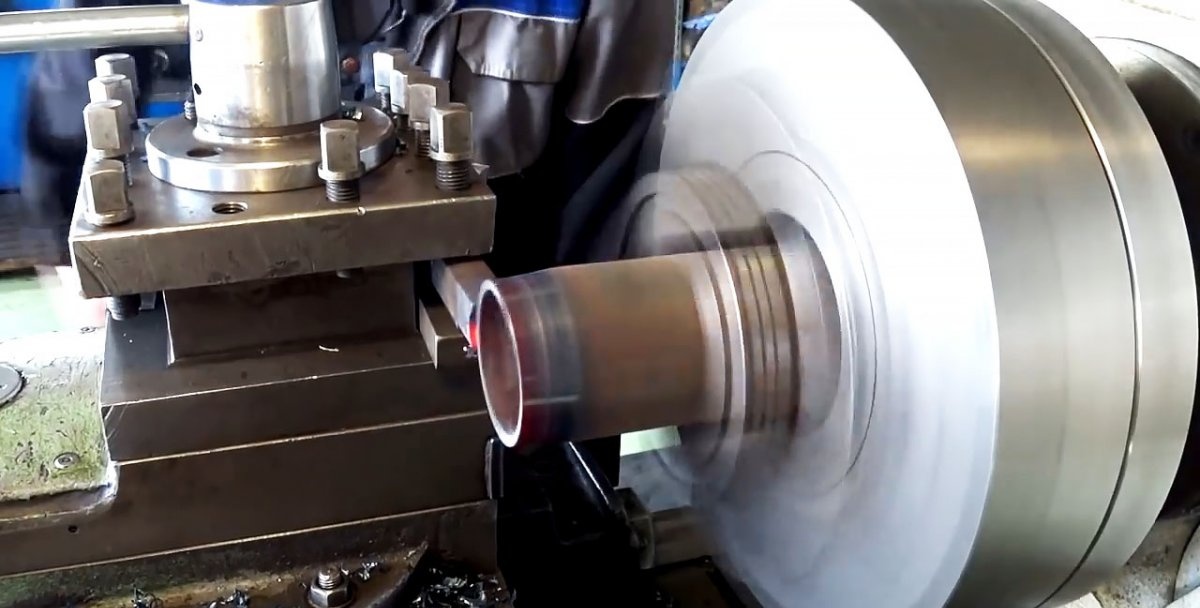
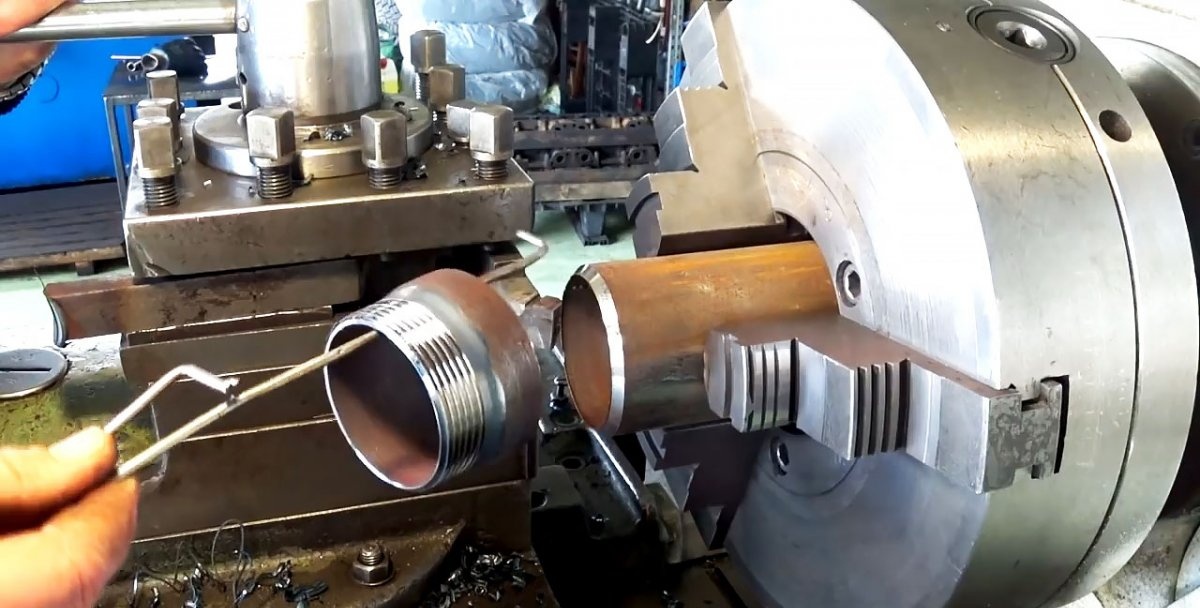
Cắt chỉ xong, người thợ cắt phôi bằng dao cắt cong.

Điểm này rất đáng chú ý, vì thông thường một loại dao cắt đặc biệt được thiết kế để cắt mặt. Ưu điểm của nó là cho phép bạn thực hiện việc này với độ chính xác tối đa. Nhưng trong trường hợp này, điều đó không quan trọng, nhưng việc vát mép được làm bằng máy cắt xuyên suốt sẽ rất hữu ích để mối hàn bền hơn. Sau đó, nó có thể được làm sạch để khớp không còn bị chú ý nữa.

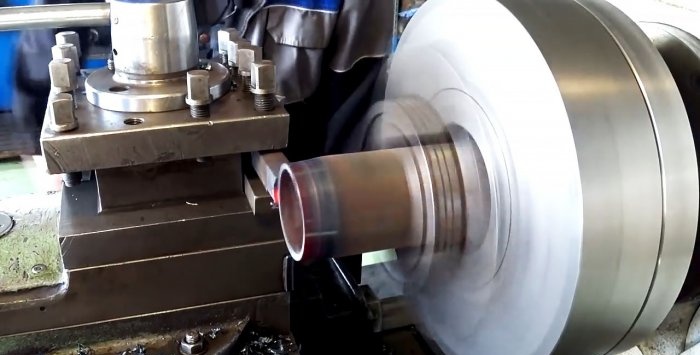
Khi cắt tỉa, kim loại nóng lên, do đó, thuận tiện nhất là đỡ phôi bằng một vật gì đó trong quá trình thao tác này, chẳng hạn như một đoạn điện cực hoặc một thanh, sau đó làm nguội nó. Như tất cả chúng ta đã thấy, máy tiện cắt vít DIP-3001M63 đáp ứng tốt những công việc như vậy, đặc biệt khi có những bậc thầy tiện thực sự đứng sau nó.
Ví dụ, chúng tôi lấy vỏ từ bộ khởi động khí nén của động cơ. Bạn cần phải làm một ống ren cho nó, sau đó nó sẽ bị bỏng. Phôi là một ống có đường kính ngoài là 76 mm. Phần ban đầu của nó phải được giảm xuống 70 mm và có ren.
Giảm đường kính ống do co ngót
Trước tiên, người chủ dùng đầu dao cắt thép thu nhỏ một phần ống đến đường kính yêu cầu là 70 mm. Bạn cần kiểm soát kích thước của phôi bằng thước cặp. Quá trình xử lý co rút thô được thực hiện ở tốc độ 630 vòng / phút.
Toàn bộ hoạt động được thực hiện trong một số lần.
Ống co lại và được kéo dài hơn nữa.
Tiếp theo, bàn trượt di động với bệ áp suất được điều chỉnh theo ren. Cài đặt máy cắt và máy được thay đổi. Trước khi cắt chỉ, phần vát được loại bỏ.
Việc cắt chỉ sẽ được thực hiện ở tốc độ 400 vòng/phút. Xếp hạng ren: M70 bước 3. Dao cắt được chọn cho nó là dao dạng que.
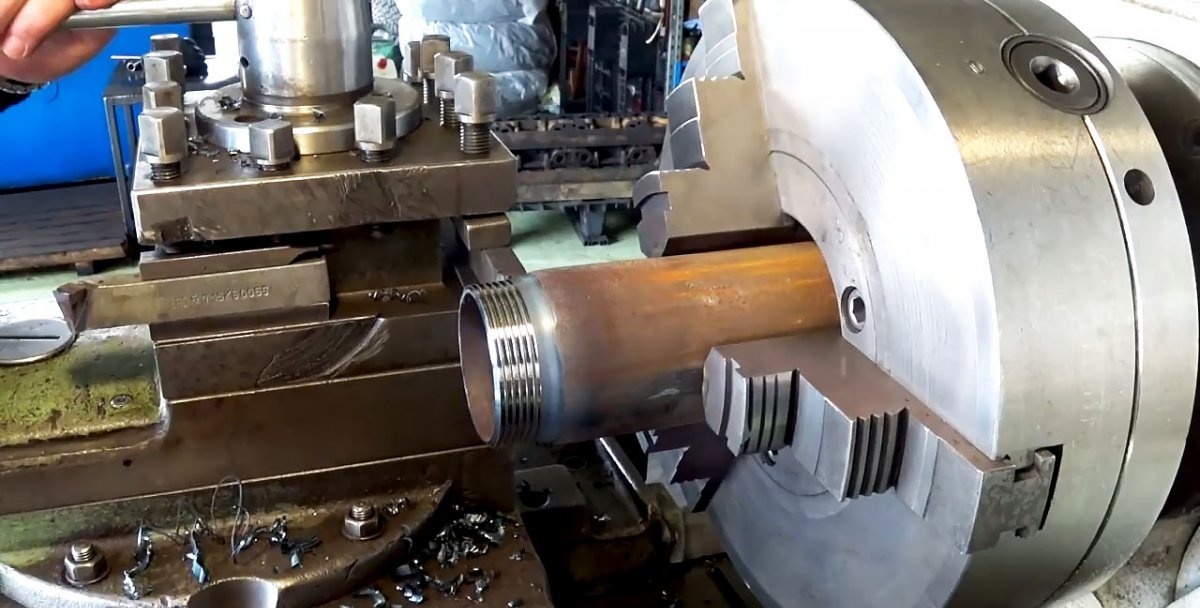
Trong bốn lượt, độ sâu ren được tính toán đầy đủ sẽ được cắt.Kết quả là có 6 sợi chỉ, vừa đủ để cố định đường ống ở đầu vỏ bộ khởi động khí.
Cắt chỉ xong, người thợ cắt phôi bằng dao cắt cong.
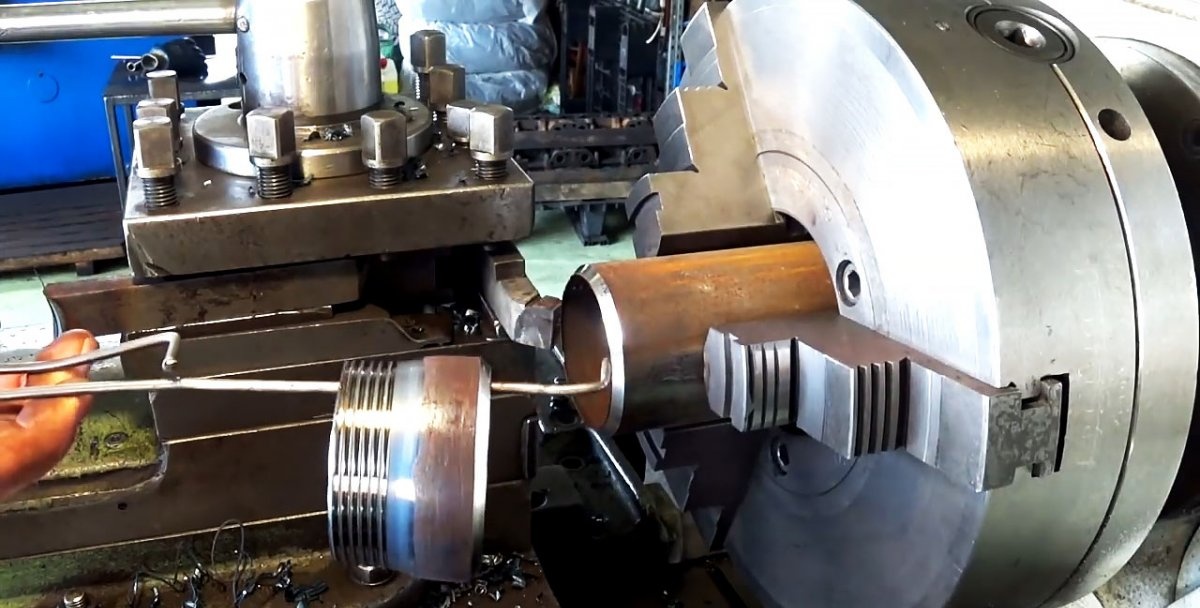
Điểm này rất đáng chú ý, vì thông thường một loại dao cắt đặc biệt được thiết kế để cắt mặt. Ưu điểm của nó là cho phép bạn thực hiện việc này với độ chính xác tối đa. Nhưng trong trường hợp này, điều đó không quan trọng, nhưng việc vát mép được làm bằng máy cắt xuyên suốt sẽ rất hữu ích để mối hàn bền hơn. Sau đó, nó có thể được làm sạch để khớp không còn bị chú ý nữa.
Khi cắt tỉa, kim loại nóng lên, do đó, thuận tiện nhất là đỡ phôi bằng một vật gì đó trong quá trình thao tác này, chẳng hạn như một đoạn điện cực hoặc một thanh, sau đó làm nguội nó. Như tất cả chúng ta đã thấy, máy tiện cắt vít DIP-3001M63 đáp ứng tốt những công việc như vậy, đặc biệt khi có những bậc thầy tiện thực sự đứng sau nó.
Xem video
Các lớp học tương tự






Đặc biệt thú vị






Bình luận (4)
