Cách cuộn ống và tạo đầu tip đẹp bằng máy tiện
Trên máy tiện, ngoài việc gia công cơ khí các phôi chủ yếu là kim loại, còn có thể thực hiện nhiều nguyên công khác, đặc biệt là quá trình hàn ma sát hai đầu hoặc cán ống bằng phương pháp cơ nhiệt.
Cách làm đầu tip đẹp bằng máy tiện
Trong cả hai trường hợp này, quá trình chuyển đổi động năng hoặc động năng thành dạng nhiệt đã được biết đến từ lâu đều được sử dụng. Nó nằm ở chỗ khi các phôi hoặc bộ phận kim loại cọ xát với nhau, nhiệt độ của chúng tăng lên và trước tiên có thể đạt đến điểm mềm dẻo, sau đó thậm chí là điểm nóng chảy.

Hãy thử sử dụng kỹ thuật này cho quá trình cuộn một ống tròn. Để làm điều này, trong giá đỡ dụng cụ, thay vì máy cắt thông thường, chúng tôi cố định một tấm cứng làm bằng thép chịu nhiệt có rãnh hình bán trụ ở đầu làm việc của nó, đường kính của tấm này phải trùng với đường kính ngoài của vòng đường ống mà chúng ta sẽ trải qua quá trình cán.
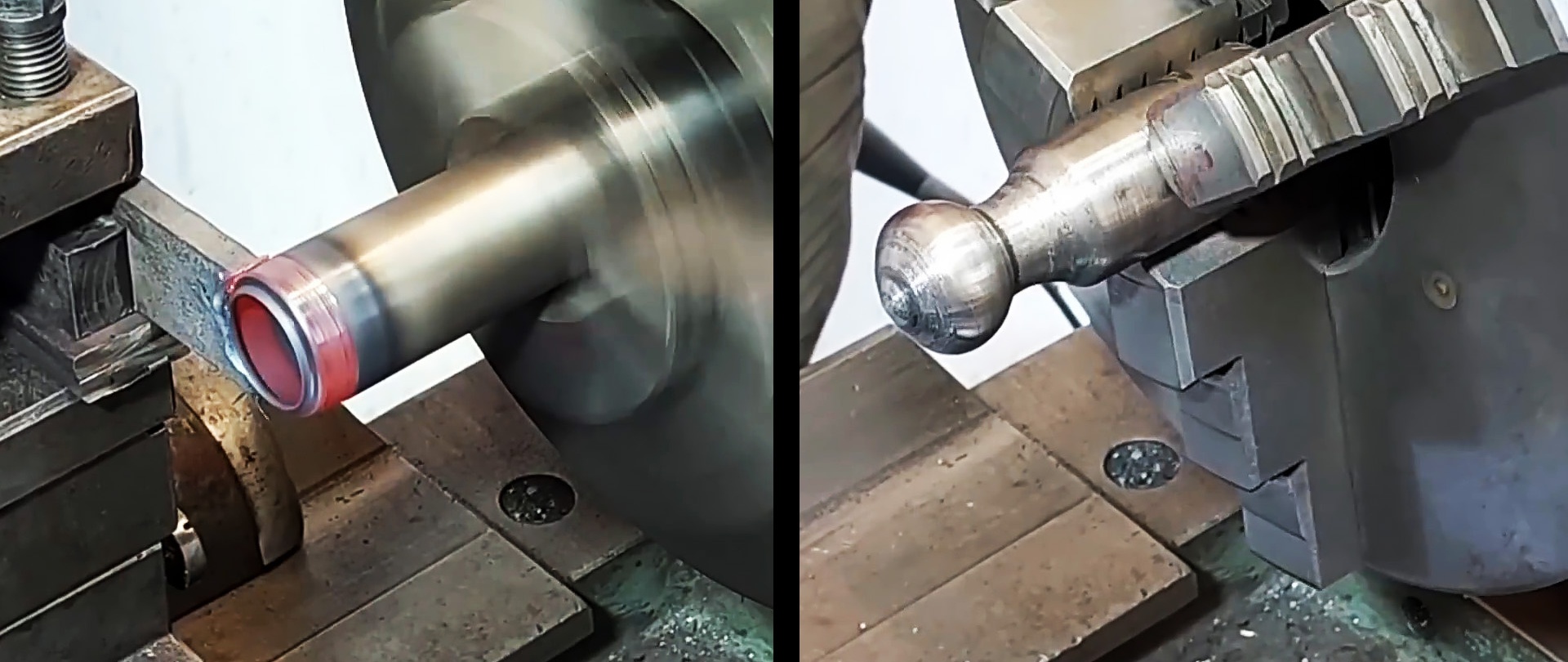
Để ngăn phần cuối của ống tròn bắt đầu biến dạng dưới tác động cơ nhiệt, trước khi kẹp nó vào mâm cặp của máy tiện, chúng ta đặt một đai ốc ổ cắm hoặc vật gì đó tương tự vào đó với đường kính phù hợp.
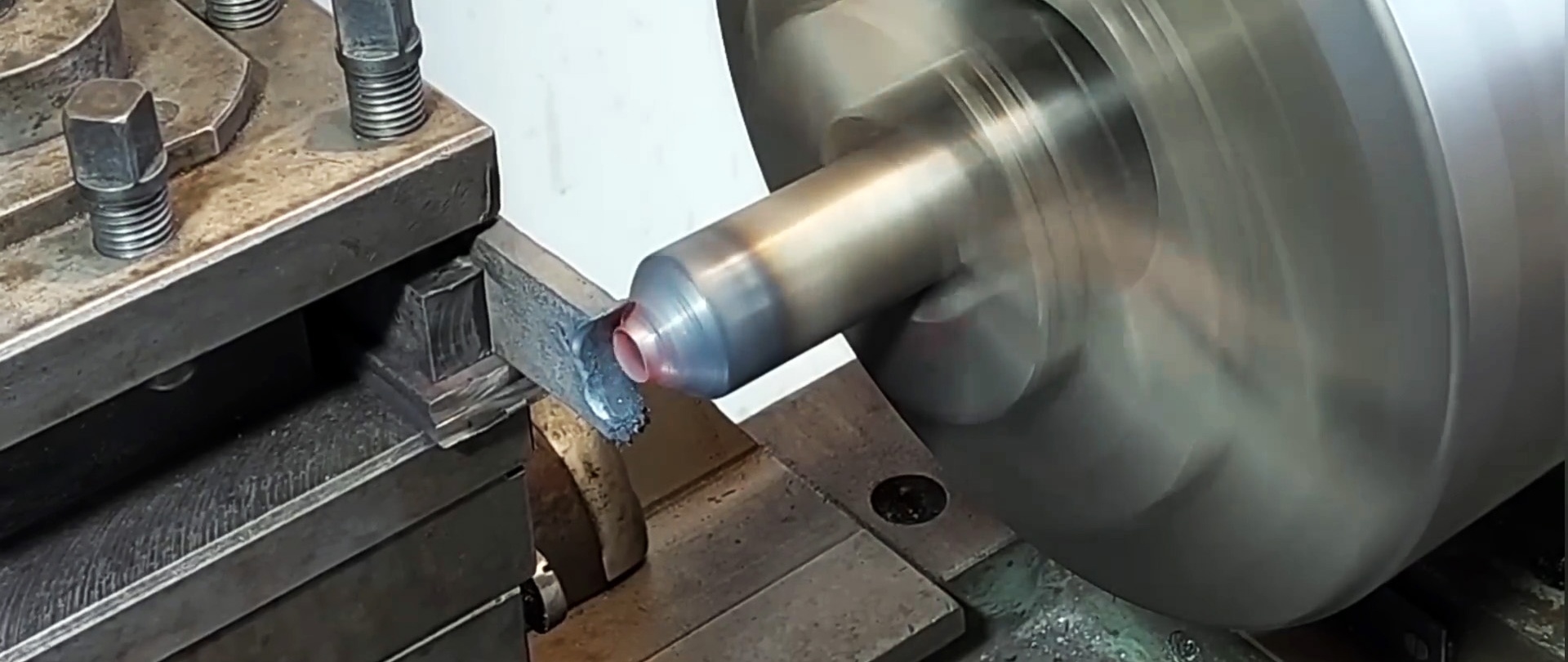
Chúng tôi đưa phần lõm ở đầu làm việc của tấm chịu nhiệt vào ống tròn và bật nguồn cấp dữ liệu ngang. Sau một thời gian ngắn, kim loại của đường ống sẽ bắt đầu nóng lên dữ dội và chuyển sang màu đỏ. Trong trường hợp này, kim loại ống bị mềm khá đáng kể.
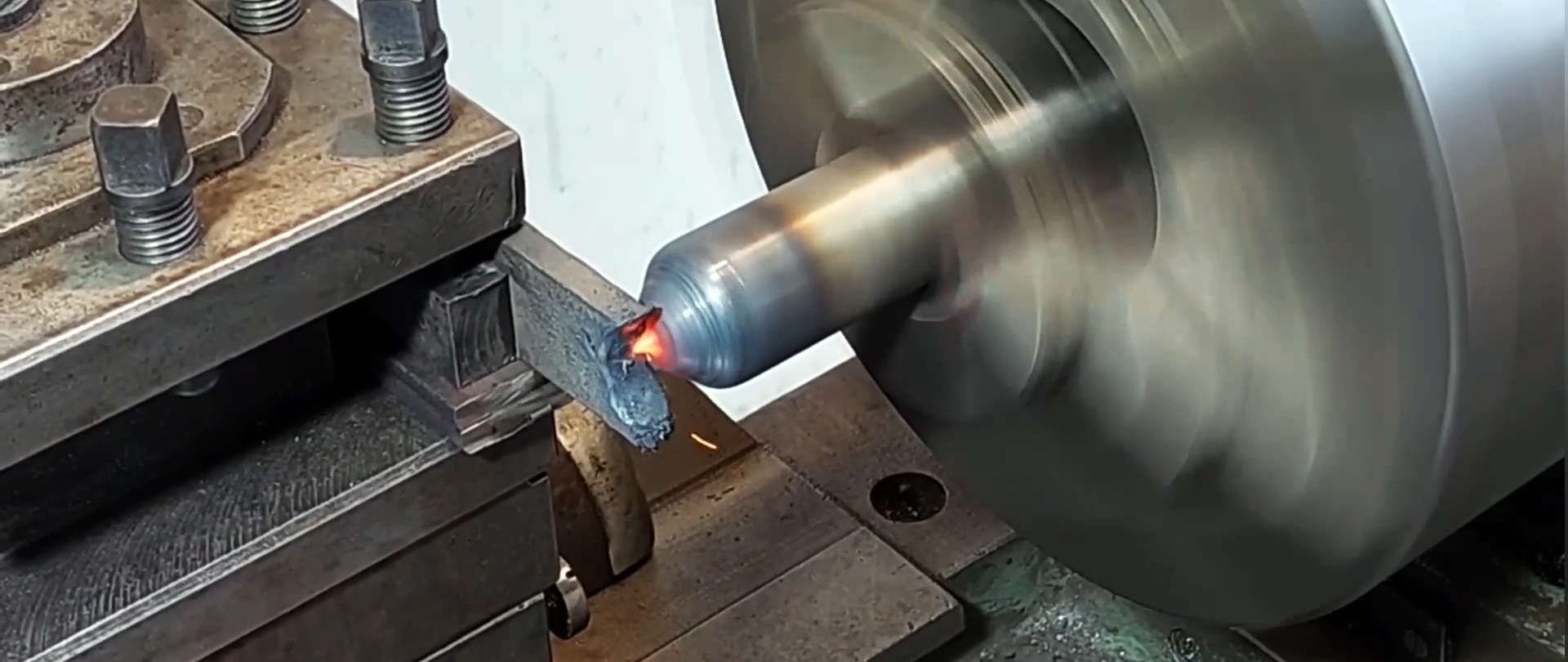
Bằng cách kết hợp nguồn cấp dữ liệu ngang và dọc của thước cặp, chúng ta thu được một hình nón thẳng ở cuối ống, dần dần biến thành hình nón gần như bán cầu. Sau đó, chúng tôi đặt phần lõm của tấm chịu nhiệt vào phần ống phía sau đầu cuối, đồng thời, bằng cách điều chỉnh nguồn cấp dữ liệu theo chiều ngang và chiều dọc, chúng tôi nung nóng kim loại và đầu tiên tạo thành một hình nón, sau đó gần như một hình nón. bán cầu.
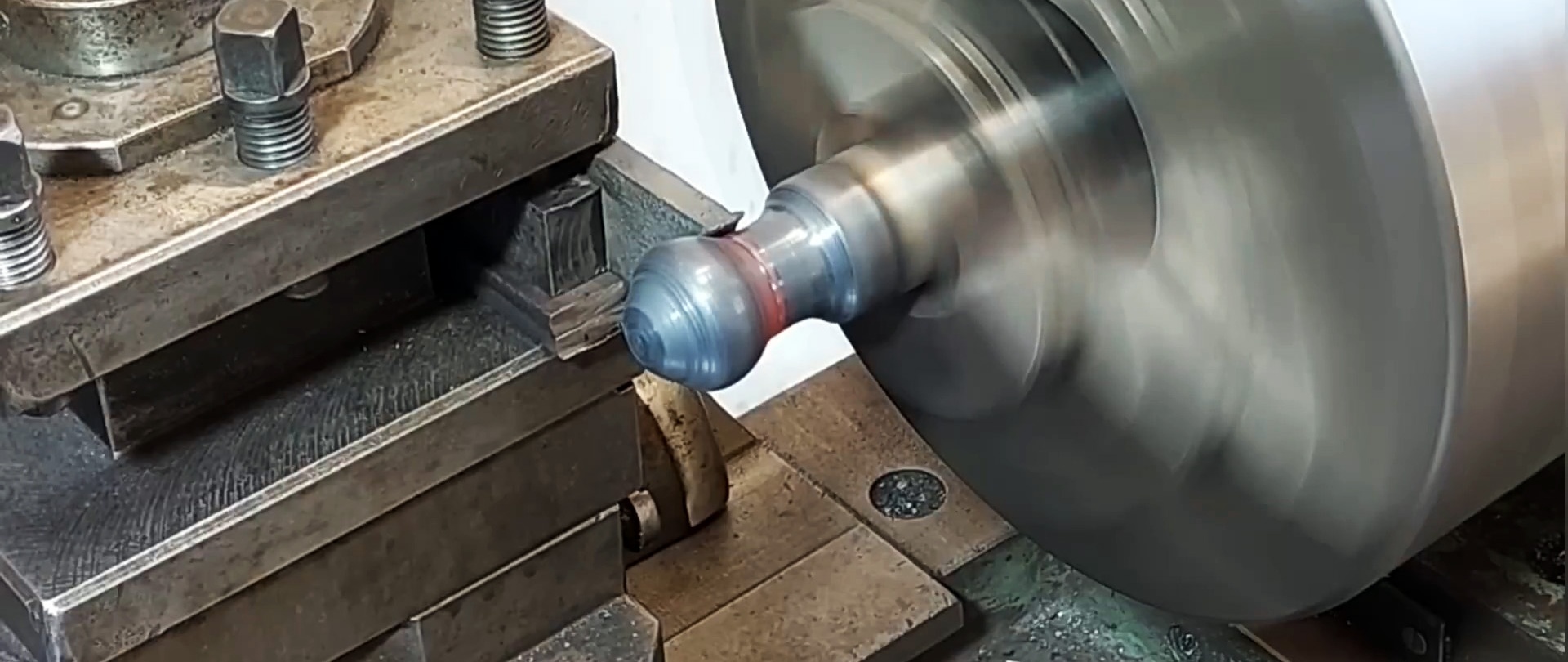
Hơn nữa, tiếp tục tác động đến cấu hình thu được về mặt nhiệt và cơ học, chúng tôi đạt được hình dạng hình cầu lý tưởng nhất có thể. Để kim loại nguội, nhả ra một chút và lắp lại đường ống có đầu hình cầu thô.

Sử dụng giũa tay, chúng tôi loại bỏ các dấu hiệu, điểm bất thường và vệt đáng chú ý nhất. Sau đó, chúng tôi bắt đầu quá trình chà nhám bằng giấy nhám với độ nhám giảm dần, đầu tiên ở tốc độ thấp và hoàn thiện việc chà nhám bề mặt ở tốc độ tối đa.














