Изработка на дълга режеща стойка за ъглошлайф

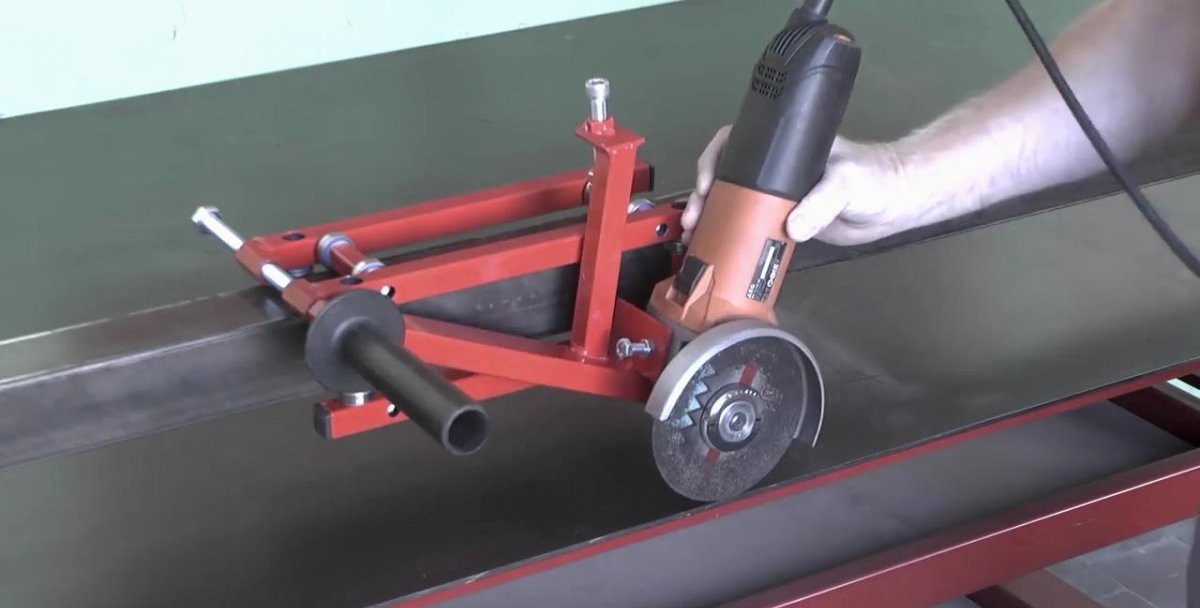
Можете да получите пълноценна машина за рязане на листов материал дори с помощта на меренга на обикновена мелница, която ще демонстрирам. Направих линеен водач, с който можете да режете метални, дървени, пластмасови и дори керамични плочки. Той е сравнително евтин за производство, заема малко място и е универсален.
Изхабени материали
За да направите стойка за ъглошлайф според моите измервания ще ви трябва:
- профилна тръба 40х20мм – 0,32м;
- профилна тръба 20х20 мм – 1,38 м;
- профилна тръба 15х15 мм – 0,34 м;
- лента 40 мм – 0,14 м;
- лента 20 мм – 0,16 м;
- лагери серия 100 – 16 бр.;
- Болт М10 за шестограм 75 мм – 8 бр.;
- гайки М10 – 12 бр.;
- шайби 10 мм – 32 бр.;
- дълги гайки М12 – 3 бр.;
- дълга гайка M10;
- Болт M12 с пълна резба 200 mm;
- болтове М10 40 мм – 2 бр.;
- 70 мм шестостенен болт с пълна резба;
- дюбели за профил 20х20 – 6 бр.;
- тапи за профил 40х20 – 1 бр.;
- профилна тръба 50х50 за водач – 2 м или повече.
Изработка на водач и количка

Първо трябва да направите ролкова количка за линейния водач. Като основа ще се използва профилна тръба с напречно сечение 20х20 мм. Ще ви трябват 4 заготовки с дължина 300 мм.

Сега трябва да пробиете отвори за бъдещото свързване на части. Техните центрове са разположени на 25 mm от всеки ръб на профилните тръби. Ще ви е необходима бормашина с диаметър 11 мм.
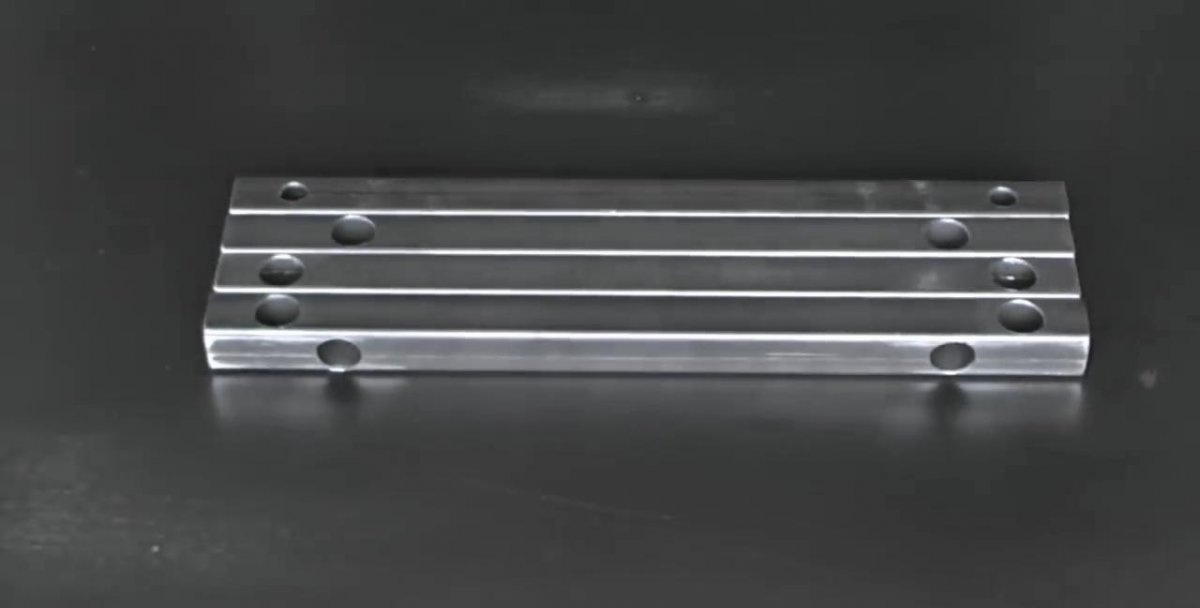
Обръщайки покрития профил на другата страна и отстъпвайки 50 mm, подобни проходни отвори се правят от всяка страна. Използва се свредло 11 мм.
За да скриете болтовете, използвани по-късно при сглобяването на каретката, трябва да се завършат проходните отвори в детайлите. За да направите това, една стена на всеки профил трябва да бъде пробита с бормашина с диаметър 17 mm. По този начин всичките 16 дупки са завършени, а останалите 16 съседни остават недокоснати.

Сега трябва да направите рамо, за да закрепите самата мелница. За тази цел се използва профилна тръба 40х20 с дължина 300 мм.

За да можете да регулирате дълбочината на рязане в бъдеще, е необходим допълнителен регулиращ елемент. Изработена е от профилна тръба 20х20 мм. Подготвя се секция с дължина 160 мм. Краищата му се отрязват под ъгъл от 45 градуса. Можете да режете на око, тъй като точността не е толкова критична.
От профилна тръба с напречно сечение 15x15 mm трябва да изрежете малки разделители с дължина 40 mm. Необходими са общо 8 бр.

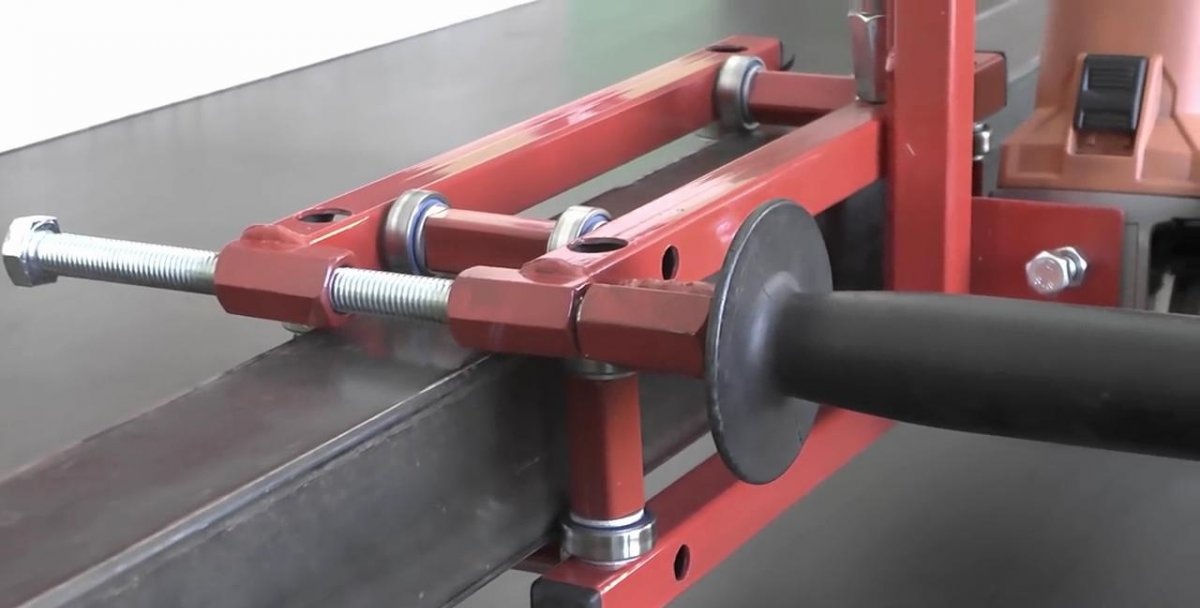
След като приключите с тези заготовки, е време да ги сглобите заедно. Болт M12 с плътна резба с дължина 200 мм ще се използва като свързващ контур. Върху него се завинтват 3 дълги гайки M12.
След като закрепите болтовете с гайки със скоби към масата, трябва да прикрепите заготовки от чифт профили 20x20 и един 40x20.Тръбите трябва да бъдат заварени към гайките.

От стоманена лента с ширина 40 мм трябва да изрежете 2 парчета с дължина 50 мм. Пробийте дупка в центъра по-близо до краищата със свредло 11 mm.
Плочите трябва да се завинтят към скоростната кутия на мелницата в стандартните отвори, използвани за закрепване на дръжката. В някои инструменти тези отвори могат да бъдат направени за болтове M8, което трябва да се вземе предвид. За надеждност затягащите болтове M10 40 mm трябва да бъдат оборудвани с гайки. Болтовете се завинтват в скоростната кутия през плочите и се затягат с гайки.
Необходимо е да прикрепите мелницата с плочите към детайла от профила 40x20 mm и да го заварите. След това инструментът може да се отстрани, за да не се повреди, когато закрепването вече е здраво заварено.

На око, отстъпвайки малко от закрепването на плочите, се изварява предварително направен детайл от профил 20x20 с дължина 160 mm. Върху свободния му край е заварена тапа от същата лента като стойката за ъглошлайфа. На изпъкналото ухо на плочата се пробива дупка и върху нея се заварява гайка M10. За укрепване на конструкцията отстрани на профила трябва да бъде заварена допълнителна стоманена лента с дължина 160 mm, също нарязана на 45 градуса.


Сега заваръчните работи са напълно завършени и можете да започнете монтажа. Време е за боядисване на частите.


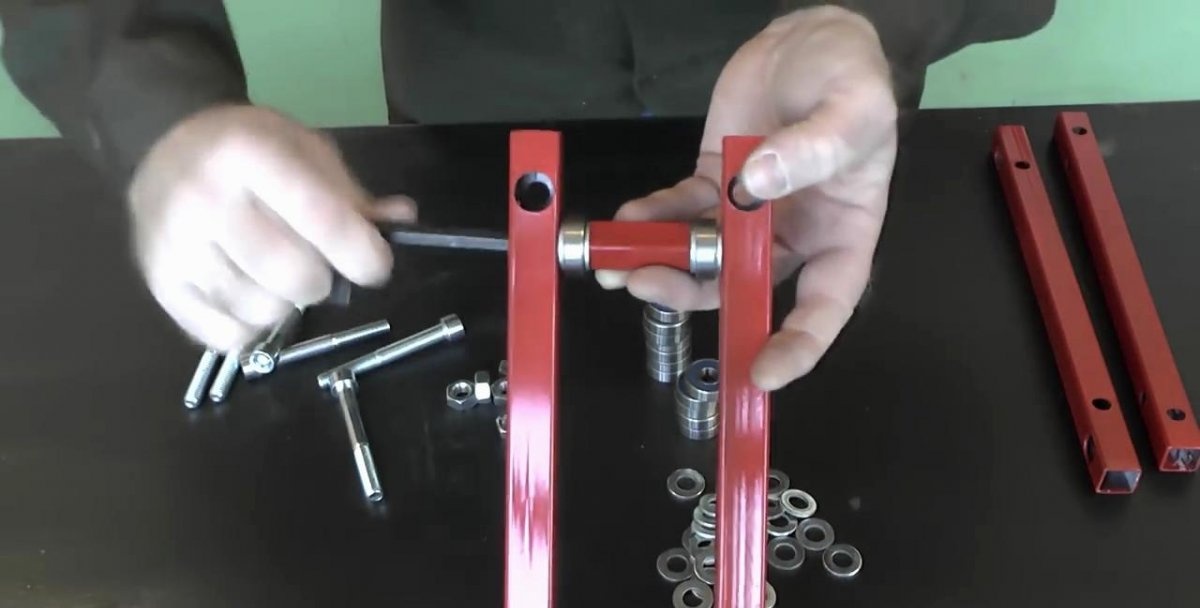
Време е да сглобим каретата. За да направите това, ще ви трябват шестостенни винтове M10 с дължина 75 mm. Необходимо е да затегнете заготовките на профилната тръба 20x20 mm заедно. В същото време между тях се образува пай: шайба, лагер, шайба, дистанционер, шайба, лагер, шайба. Като повторите това още 7 пъти, резултатът е завършена карета.

Сега трябва да сглобите рамото за самата мелница. Към него се завинтва с болтове и се притиска с гайки.Когато сглобявате този възел, трябва да затегнете добре резбите, така че инструментът да не се разхлаби по време на работа.

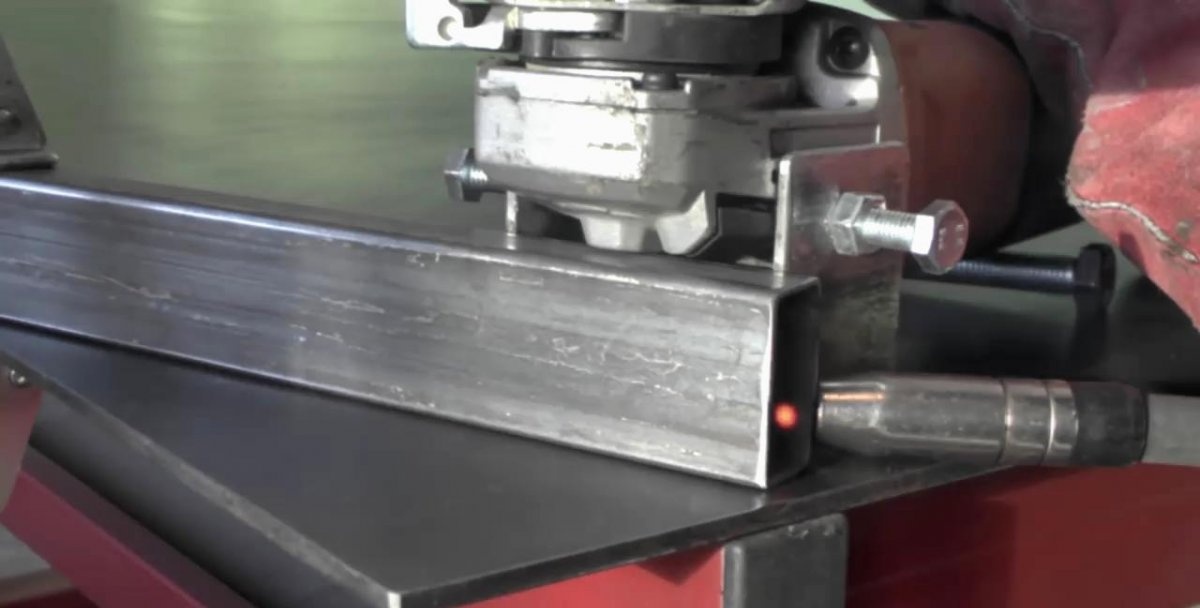
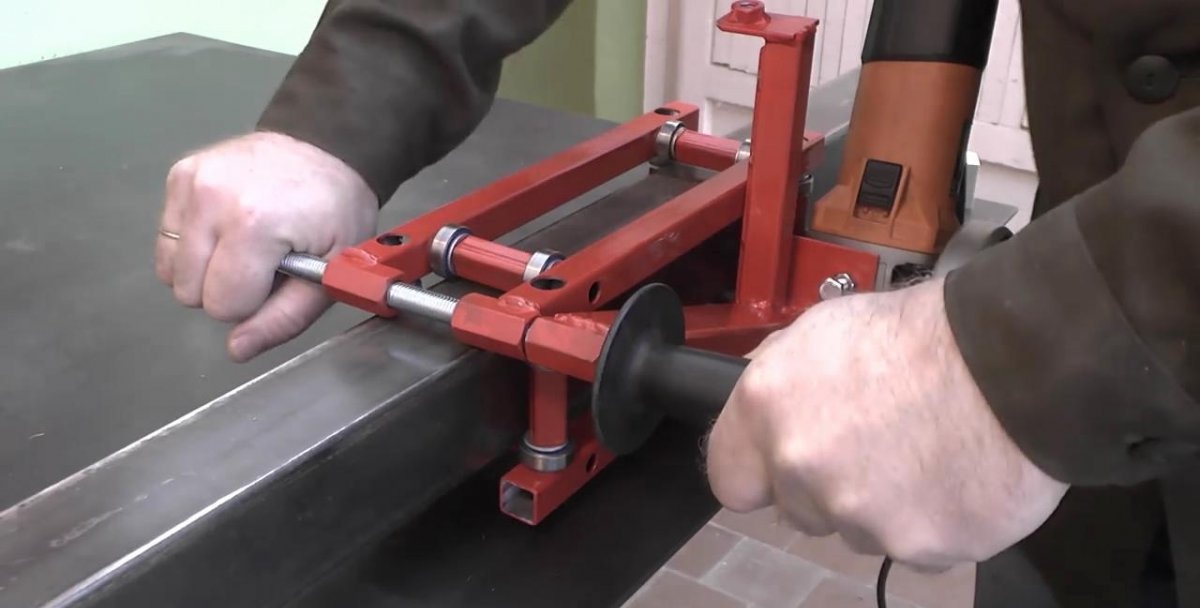
Каретката е монтирана на водеща профилна тръба 50х50 мм, за която всъщност е произведена. Остава само да завиете дългия болт, като по този начин свържете рамото с мелницата. Болтът не трябва да е затегнат докрай, така че да има място в гайката на дългото рамо за фиксиране на стандартна дръжка на инструмента.

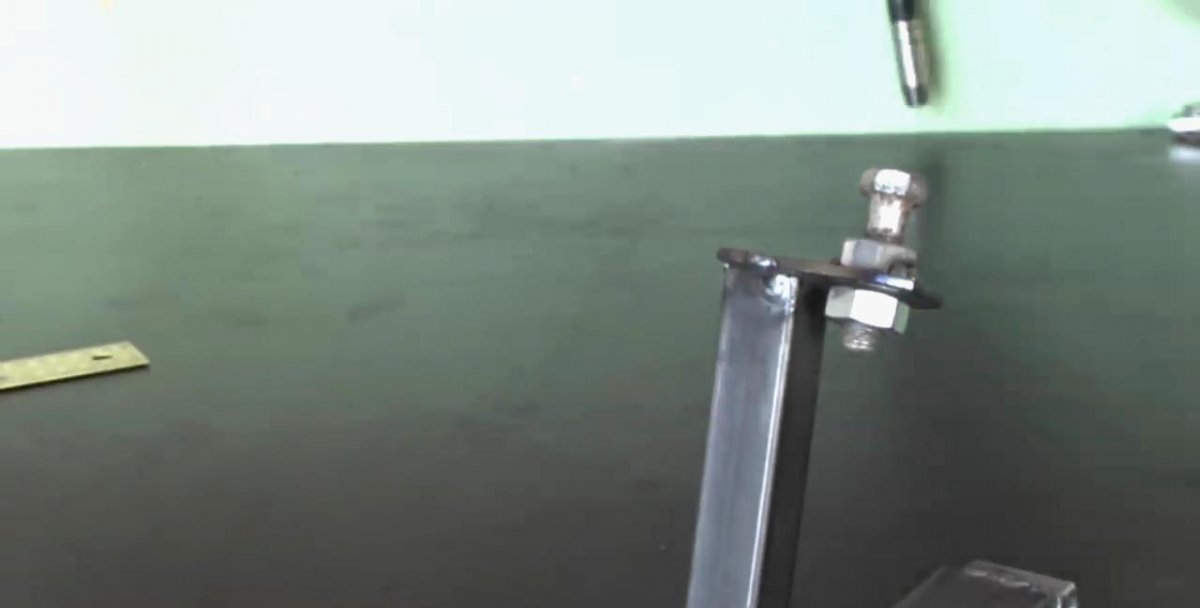
Сега трябва да инсталирате механизъм за регулиране на дълбочината на рязане. За да направите това, трябва да завиете болт M10 с дължина 70 мм под шестограм с плътна резба в ухото на вертикалния профил на рамото на ъглошлайфа. Тъй като нямах хардуер с подходяща дължина, го удължих с помощта на дълга гайка и контрагайка.
За да придадете на конструкцията завършен вид, не пречи да поставите пластмасови тапи в краищата на профилните тръби.


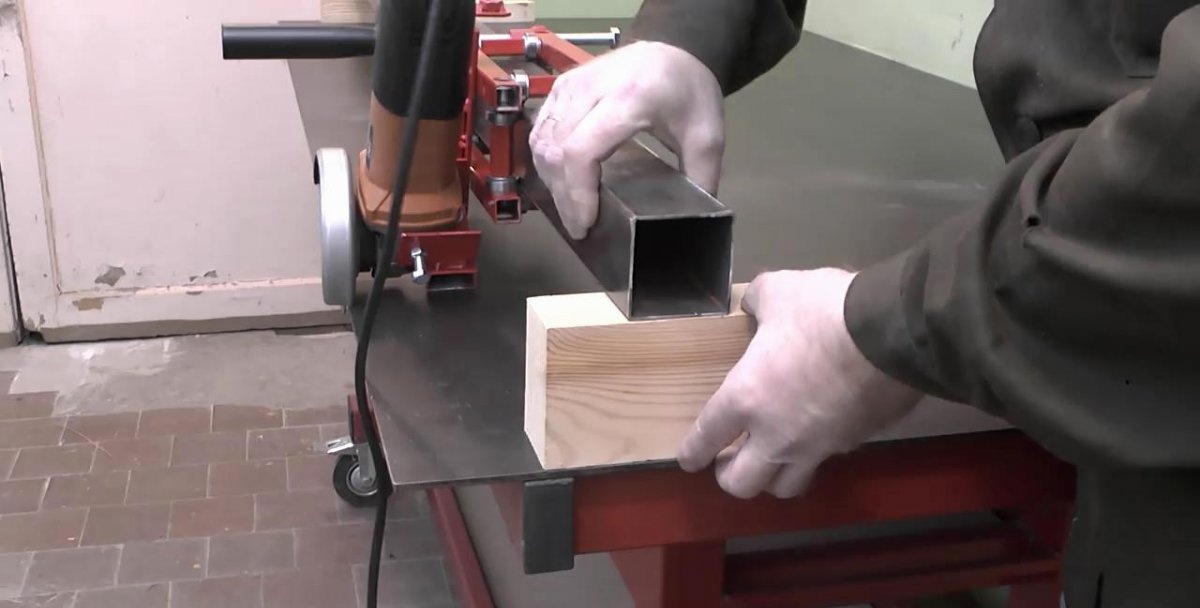
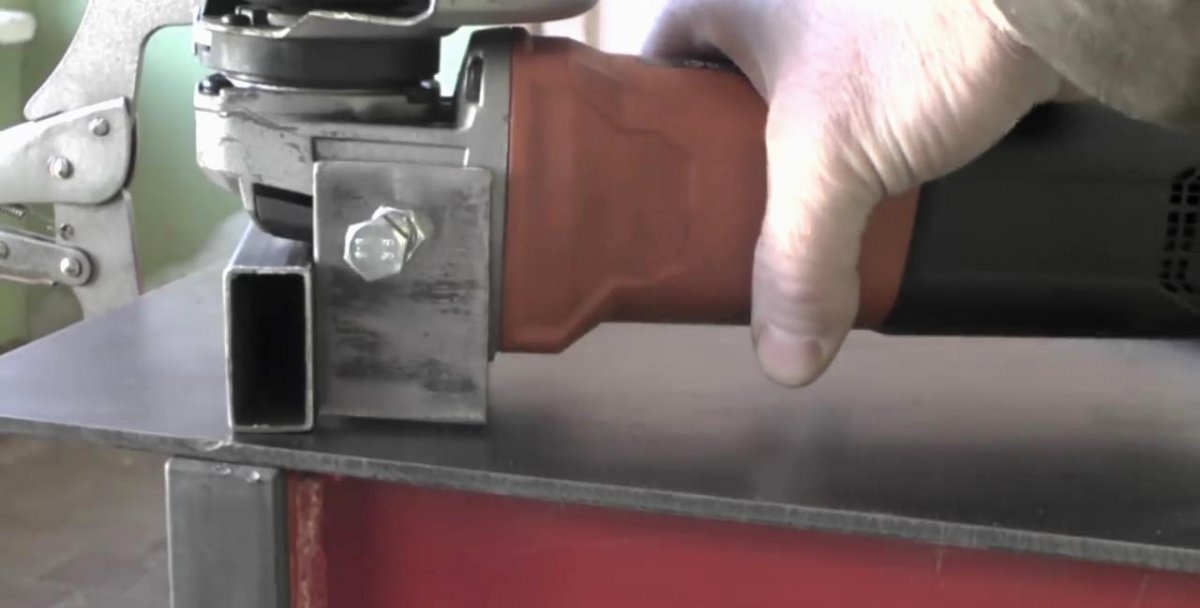
Линейният водач с ролкова количка е напълно готов за употреба. Височината му се регулира чрез облицоване с дървени блокчета. Инструментът е разположен по ръба на масата. Заготовките за рязане се притискат с чифт метални скоби. За удобство можете да извършвате рязане на няколко прохода, като всеки път добавяте дълбочината на рязане.








Гледай видеото
Подобни майсторски класове






Особено интересно






Коментари (2)
