Как да увеличите функционалността на ъглошлайф с подвижно оборудване
Универсалността на ъглошлайфа или шлайфа може да се съди поне по най-популярното оборудване за него - дискове, които се разделят на режещи (абразивни и диамантени), груби (четки за корда), оголване, заточване (от 6 мм дебелина), шлайфане и полиране. Също така разнообразието от работа, извършвана от този инструмент, се улеснява от разположението на осите на двигателя и инструмента под ъгъл от 90 градуса един спрямо друг.
Обхватът на приложение на тази шлифовъчна машина може да бъде допълнително разширен и производителността и ефективността могат да бъдат увеличени с помощта на подвижни аксесоари, които можете да направите сами, с малко усилия и старание. Освен това можем да се справим с обикновени материали и прости инструменти.

В допълнение към мелницата, която ще подобрим, ще ни трябва:
Материалите, които ще ни трябват са:

С помощта на мелница изрязваме заготовки с необходимия размер от ламарина или лента, както и стоманен ъгъл.

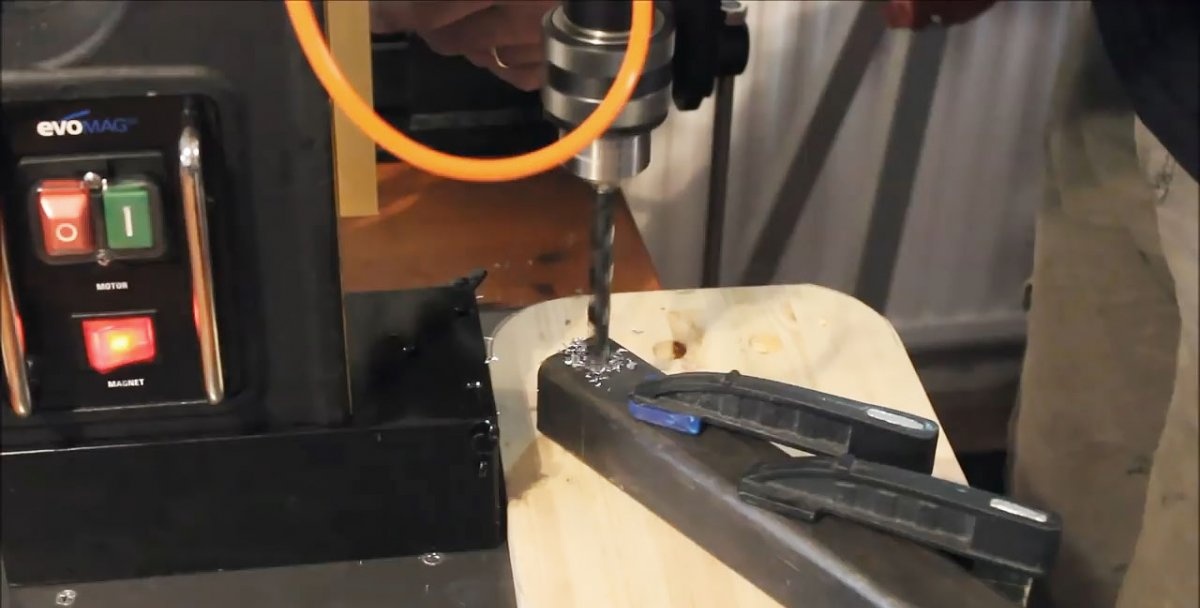
Всички ръбове и ъгли на детайлите се обработват и заоблят с помощта на шлифовъчен диск. Маркираме и правим отвори с необходимия диаметър в детайлите на бормашина.

Завиваме предварително подготвени щифтове в отворите с резба отстрани на ъглошлайфа.

С помощта на мини-бормашина с резачка за пръсти, прикрепена към масата, премахваме фаски в отворите на детайлите. Фиксираме две плочи върху мелницата с помощта на шпилки и гайки. На мястото, където плочите се събират, ще бъде заварен болт с кръгла глава за шестоъгълник и резба за гайка.

На машина за огъване на ламарина правим 30 градусов ръб от тясната страна на голямо парче ламарина.

С помощта на режещ диск изрязваме елемент под формата на равностранен трапец от тясна метална лента според маркировките и правим дупка в средата на бормашина.

В този и други отвори в детайлите премахваме фаски с помощта на нож за пръсти, монтиран на вала на мини-бормашина.
Пъхаме стеблото на дръжката на мелницата в отвора на елемента във формата на равностранен трапец и от другата страна на плочата завиваме и затягаме гайката, която впоследствие заваряваме към плочата.

В профилната квадратна тръба пробиваме проходен отвор през две противоположни страни. Също така пробиваме дупка на един рафт на стоманения ъгъл по ръбовете.


С помощта на мелница отрязваме елемента с предварително пробития отвор от профилната квадратна тръба.

Монтираме ленти с дупки върху шпилките и ги закрепваме с гайки.Проверяваме мястото, където плочите се събират с правоъгълен квадрат, във вертикална и хоризонтална равнина, като разхлабваме или затягаме гайките на шпилките. След това най-накрая затягаме гайките.

Заваряваме гайката, завинтена върху резбата на дръжката на мелницата, към плочата под формата на равностранен трапец.

Поставяме трапецовидна плоча със заварена гайка върху събиращите се плочи, монтирани на мелницата, и я заваряваме на мястото, където тя съвпада в план с долните плочи.

Заваряваме болт с кръгла глава до мястото, където плочите се събират на мелницата, а главата трябва да бъде разположена от страната, където дискът е монтиран на мелницата.

Отстраняваме събиращите се плочи от ъглошлайфа и накрая заваряваме болта към тях. Шлайфаме всички заваръчни фуги с шлифовъчен диск.
С помощта на отворите монтирайте фрагмент от профилната тръба върху болта, заварен към събиращите се плочи, и го затегнете с гайка.
Поставяме оборудването с мелницата върху фланцовата плоча. Освен това фрагментът от профилната тръба трябва от едната страна да съвпада с дължината на страната на плочата, а другата трябва да лежи в основата на фланеца.
В това положение заваряваме фрагмент от профилната тръба към плочата, като първо се уверяваме, че страните й са перпендикулярни на страната на основната плоча.
За да направим готвенето удобно, премахваме оборудването заедно с мелницата, оставяйки само фрагмент от квадратна тръба върху чинията.
След окончателното му монтиране заваряваме стоманен ъгъл с отвори по-близо до другия ръб на плочата и съвпадащи по дължина с ширината на плочата.

Изрязахме външната половина на вертикалния рафт на ъгъла с помощта на мелница. Ние почистваме всички шевове и зони за обработка с шлифовъчен диск.
Боядисваме заварените възли с черна боя от аерозолна кутия.Ние сглобяваме всички части на оборудването на мелницата с помощта на шпилки, гайки и болтове.


Ние контролираме разстоянието от диска до ръба на плъзгача. Навсякъде трябва да е еднакво.

Мелница, монтирана на плъзгач, може да прави движения около болта във вертикална равнина като диск с махало.

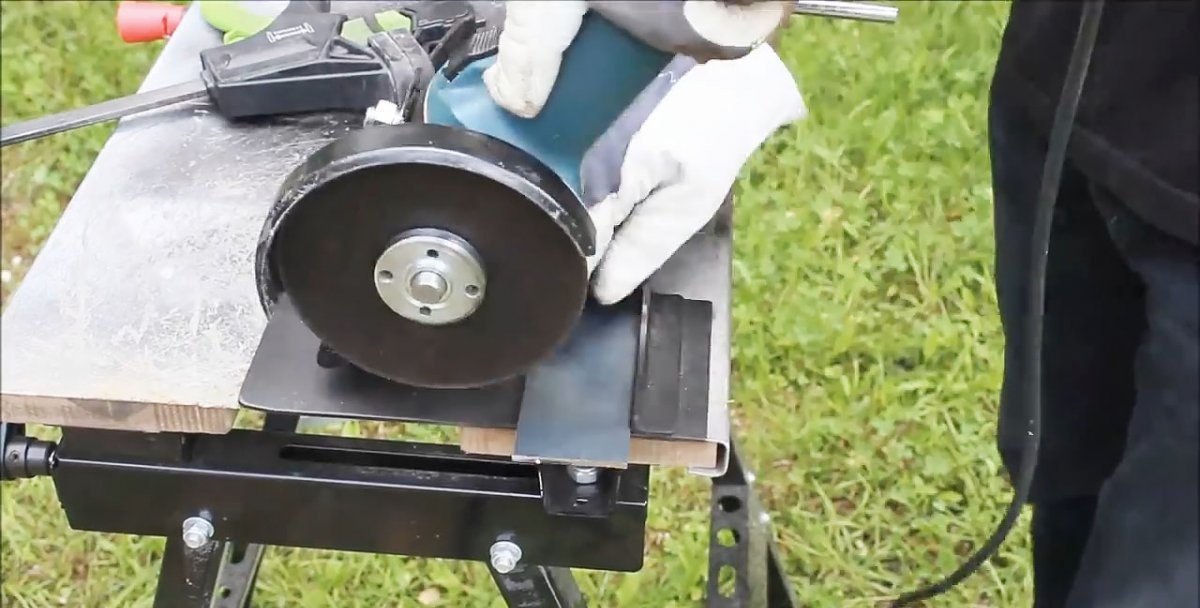
Сега ъглошлайф с такова оборудване може бързо и точно да реже ламарина, да реже правоъгълни фрагменти, да чисти ръбове, да реже тесни ленти от дълъг лист по протежение на водача с висока точност, да реже материал за тръби и ленти, да закръгля ъгли на детайли чрез замяна на рязането диск с шлифовъчен, чисти неръждаеми заготовки, придавайки им търговски вид и др.



Прочетете също как да направите много проста стойка за ъглошлайф - https://home.washerhouse.com/4355-prostaya-stoyka-dlya-bolgarki.html
Обхватът на приложение на тази шлифовъчна машина може да бъде допълнително разширен и производителността и ефективността могат да бъдат увеличени с помощта на подвижни аксесоари, които можете да направите сами, с малко усилия и старание. Освен това можем да се справим с обикновени материали и прости инструменти.

Ще се нуждая
В допълнение към мелницата, която ще подобрим, ще ни трябва:
- бормашина;
- мини бормашина;
- машина за огъване на листа;
- оборудване за заваряване;
- гаечни ключове;
- инструмент за измерване.
Материалите, които ще ни трябват са:
- ламарина с дебелина 2 мм;
- стоманен равен ъгъл;
- профилна квадратна тръба;
- шестостенен болт с кръгла глава;
- шпилки, гайки, шайби;
- кутия черна спрей боя.
Технология за производство на подвижно оборудване

С помощта на мелница изрязваме заготовки с необходимия размер от ламарина или лента, както и стоманен ъгъл.

Всички ръбове и ъгли на детайлите се обработват и заоблят с помощта на шлифовъчен диск. Маркираме и правим отвори с необходимия диаметър в детайлите на бормашина.

Завиваме предварително подготвени щифтове в отворите с резба отстрани на ъглошлайфа.

С помощта на мини-бормашина с резачка за пръсти, прикрепена към масата, премахваме фаски в отворите на детайлите. Фиксираме две плочи върху мелницата с помощта на шпилки и гайки. На мястото, където плочите се събират, ще бъде заварен болт с кръгла глава за шестоъгълник и резба за гайка.

На машина за огъване на ламарина правим 30 градусов ръб от тясната страна на голямо парче ламарина.

С помощта на режещ диск изрязваме елемент под формата на равностранен трапец от тясна метална лента според маркировките и правим дупка в средата на бормашина.

В този и други отвори в детайлите премахваме фаски с помощта на нож за пръсти, монтиран на вала на мини-бормашина.
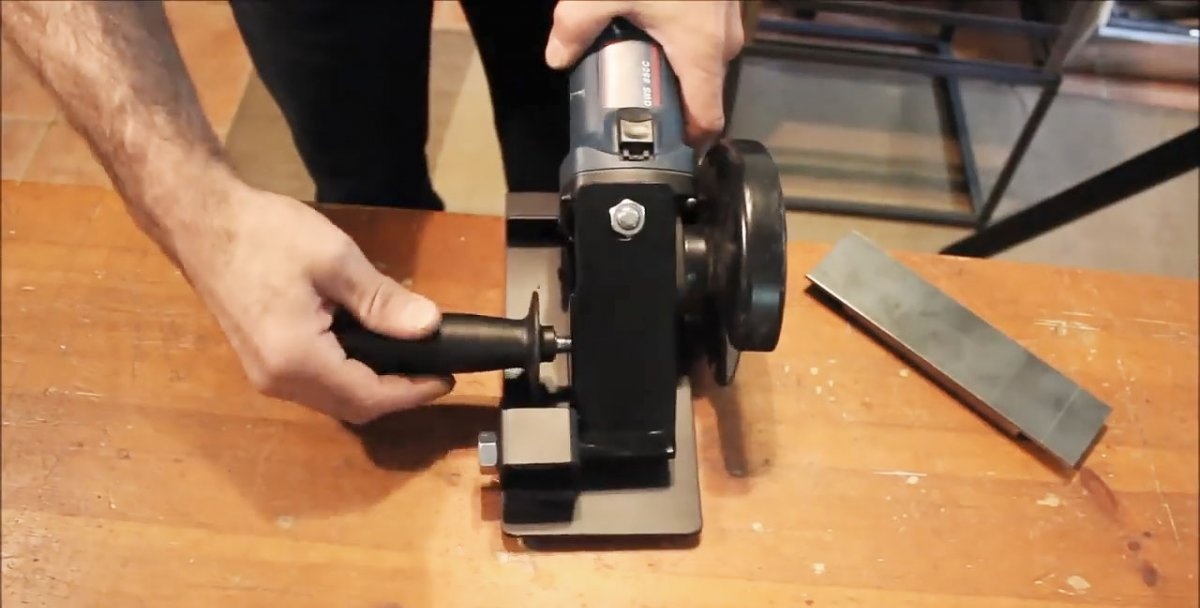
Пъхаме стеблото на дръжката на мелницата в отвора на елемента във формата на равностранен трапец и от другата страна на плочата завиваме и затягаме гайката, която впоследствие заваряваме към плочата.

В профилната квадратна тръба пробиваме проходен отвор през две противоположни страни. Също така пробиваме дупка на един рафт на стоманения ъгъл по ръбовете.

С помощта на мелница отрязваме елемента с предварително пробития отвор от профилната квадратна тръба.

Монтираме ленти с дупки върху шпилките и ги закрепваме с гайки.Проверяваме мястото, където плочите се събират с правоъгълен квадрат, във вертикална и хоризонтална равнина, като разхлабваме или затягаме гайките на шпилките. След това най-накрая затягаме гайките.

Заваряваме гайката, завинтена върху резбата на дръжката на мелницата, към плочата под формата на равностранен трапец.

Поставяме трапецовидна плоча със заварена гайка върху събиращите се плочи, монтирани на мелницата, и я заваряваме на мястото, където тя съвпада в план с долните плочи.

Заваряваме болт с кръгла глава до мястото, където плочите се събират на мелницата, а главата трябва да бъде разположена от страната, където дискът е монтиран на мелницата.

Отстраняваме събиращите се плочи от ъглошлайфа и накрая заваряваме болта към тях. Шлайфаме всички заваръчни фуги с шлифовъчен диск.
С помощта на отворите монтирайте фрагмент от профилната тръба върху болта, заварен към събиращите се плочи, и го затегнете с гайка.
Поставяме оборудването с мелницата върху фланцовата плоча. Освен това фрагментът от профилната тръба трябва от едната страна да съвпада с дължината на страната на плочата, а другата трябва да лежи в основата на фланеца.
В това положение заваряваме фрагмент от профилната тръба към плочата, като първо се уверяваме, че страните й са перпендикулярни на страната на основната плоча.
За да направим готвенето удобно, премахваме оборудването заедно с мелницата, оставяйки само фрагмент от квадратна тръба върху чинията.
След окончателното му монтиране заваряваме стоманен ъгъл с отвори по-близо до другия ръб на плочата и съвпадащи по дължина с ширината на плочата.

Изрязахме външната половина на вертикалния рафт на ъгъла с помощта на мелница. Ние почистваме всички шевове и зони за обработка с шлифовъчен диск.
Боядисваме заварените възли с черна боя от аерозолна кутия.Ние сглобяваме всички части на оборудването на мелницата с помощта на шпилки, гайки и болтове.


Ние контролираме разстоянието от диска до ръба на плъзгача. Навсякъде трябва да е еднакво.
Мелница, монтирана на плъзгач, може да прави движения около болта във вертикална равнина като диск с махало.
Възможности на ъглошлайф с оборудване

Сега ъглошлайф с такова оборудване може бързо и точно да реже ламарина, да реже правоъгълни фрагменти, да чисти ръбове, да реже тесни ленти от дълъг лист по протежение на водача с висока точност, да реже материал за тръби и ленти, да закръгля ъгли на детайли чрез замяна на рязането диск с шлифовъчен, чисти неръждаеми заготовки, придавайки им търговски вид и др.


Прочетете също как да направите много проста стойка за ъглошлайф - https://home.washerhouse.com/4355-prostaya-stoyka-dlya-bolgarki.html
Гледай видеото
Подобни майсторски класове





Особено интересно






Коментари (0)
