Com reparar una dent d'engranatge trencada

En els mecanismes d'anys anteriors de producció (màquines eina, caixes d'engranatges, accionaments), els engranatges i els engranatges sovint eren de ferro colat gris, que, a càrregues baixes i mitjanes, no eren inferiors als seus homòlegs d'acer, i el procés de fosa de ferro era més senzill. i més barat que l'acer.
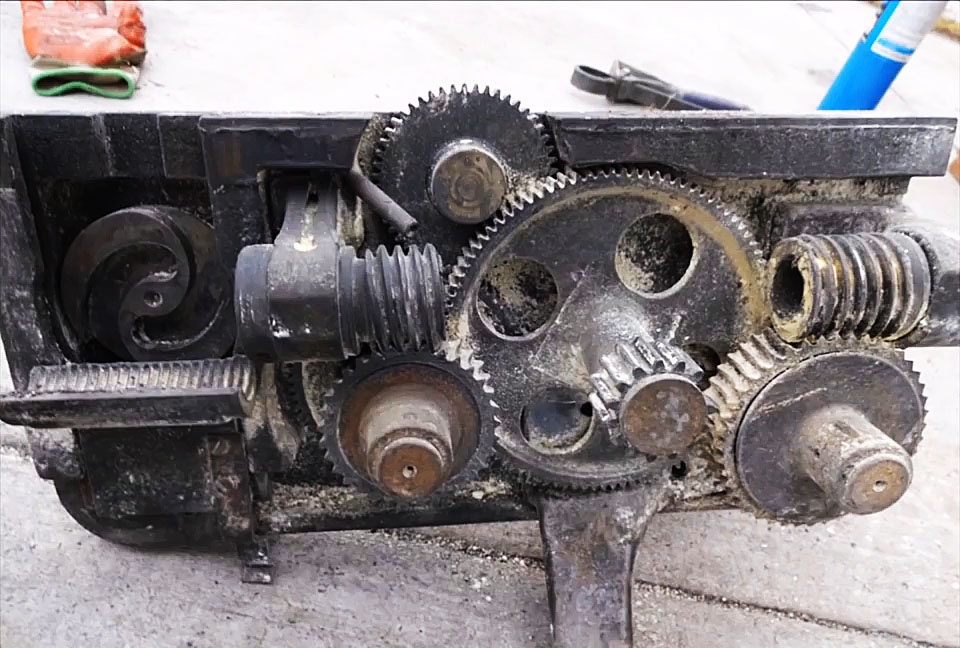
Però el ferro colat és fràgil, i en engranatges i engranatges, amb un fort canvi de càrrega o el seu augment, les dents es van trencar i tot el mecanisme va fallar. Per descomptat, seria millor substituir un engranatge o un engranatge amb una dent que falta per un producte nou, cosa que no sempre és possible. Aleshores només queda intentar restaurar la dent d'una altra manera.

Una de les opcions està associada a la preparació mecànica del lloc de la dent trencada, el revestiment d'un material adequat en termes de resistència i altres característiques, i el processament de la superfície fins a obtenir una nova dent amb geometria exacta.
Equips, aparells i materials necessaris
Per treballar necessitem:
- molinet i mini trepant (trepant);
- torxa de soldadura oxi-acetilè;
- àcars;
- batedor (cap de mesura);
- torn;
- paper de vidre;
- un eix amb femella i un tope tubular per a la unitat d'engranatge i pinyó;
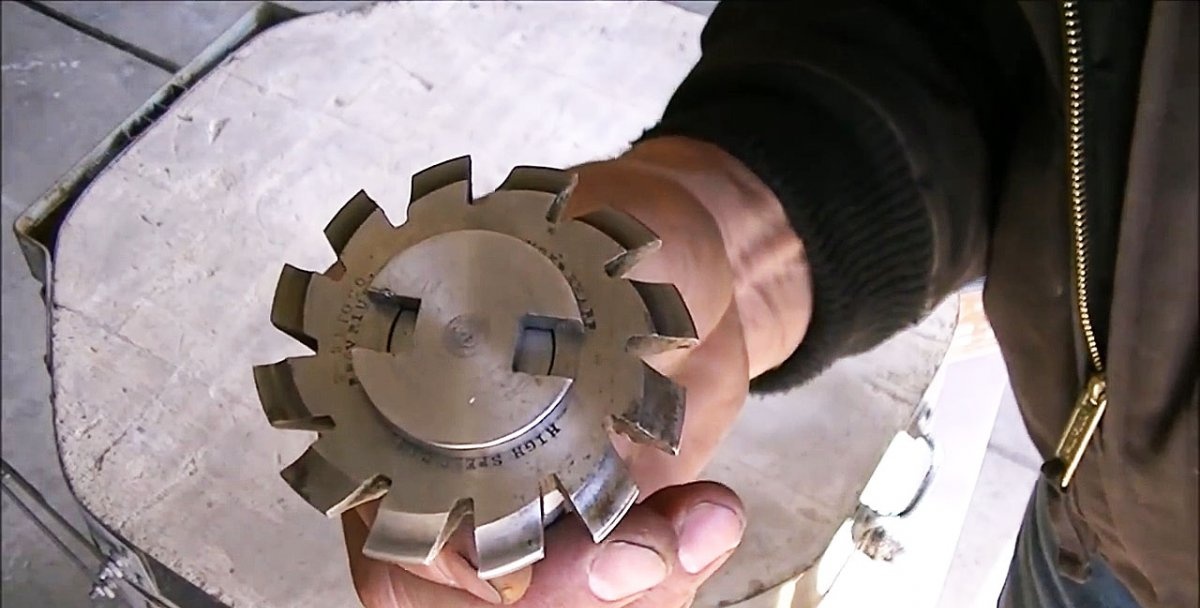
- tallador per formar el perfil de la cavitat entre les dents;
- eix de tallador amb empunyadura clau en mà;
- fresadora amb capçal divisor;
- instrument de mesura (calibre, micròmetre), etc.
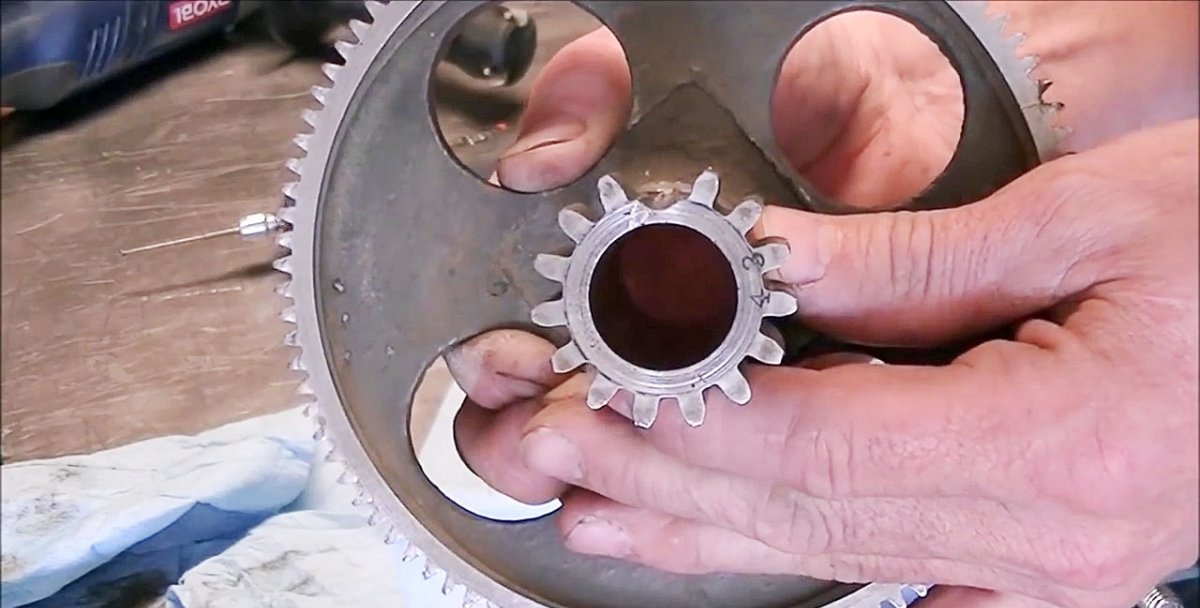
Per omplir el buit entre dues dents intactes adjacents en relació amb una dent trencada, necessitem:
- vareta de bronze silici (silicona);
- flux (part principal: borax amb una petita barreja de magnesi);
- manta de soldadura de fibra de vidre;
- draps, tovallons de tela, etc.
El procés de restauració d'una dent trencada
Consta de tres etapes:
- Preparar el lloc i omplir (segellar) el buit entre dues dents intactes adjacents en relació a la que falten.
- Fabricació d'un suport per a un tallador d'engranatges i un eix per subjectar l'engranatge i el reductor a la màquina durant el processament.
- Formar un perfil de dent eliminant el material dipositat amb un tallador especial per ambdós costats.
Preparació de la zona de soldadura

Com que el ferro colat gris és difícil de mecanitzar mecànicament, és gairebé impossible fer-ho amb un mini trepant. És millor i més ràpid triturar una dent trencada amb una esmoladora.
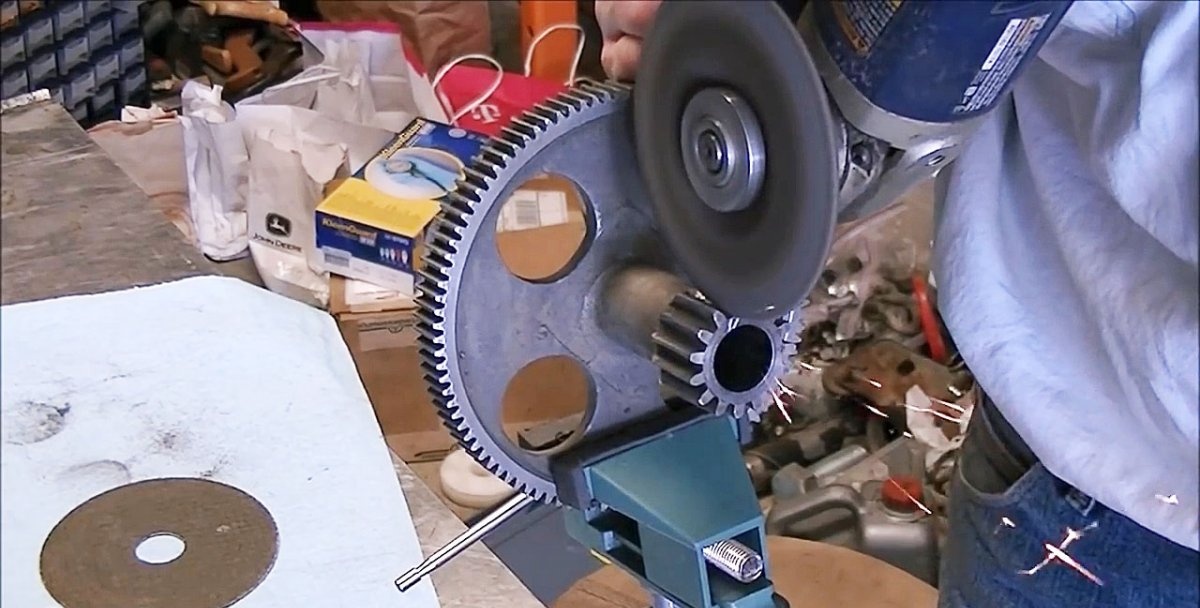
Al final, podeu utilitzar un trepant per aspretar la base. Això garantirà una connexió més forta entre el material soldat i el ferro colat.


Procés de soldadura tèrmica
S'inicia amb un escalfament exhaustiu i uniforme, mitjançant una torxa de gas-acetilè, tant de la zona de soldadura com de les parts adjacents de l'engranatge. En cas contrari, augmenta la probabilitat que es formin esquerdes a la part de ferro colat.
A continuació, la zona de soldadura i la vareta de bronze lleugerament silici (silicona) s'escalfen al vermell, que, després de l'escalfament, es baixa a un recipient amb flux, que consisteix principalment en borax amb l'addició d'una petita quantitat de magnesi.
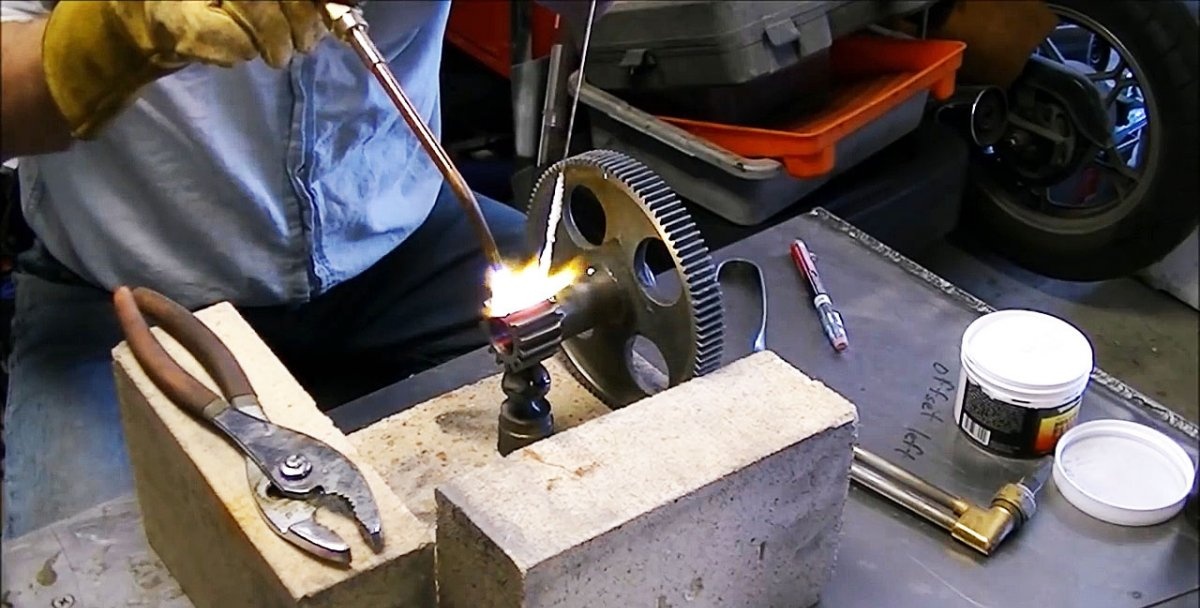
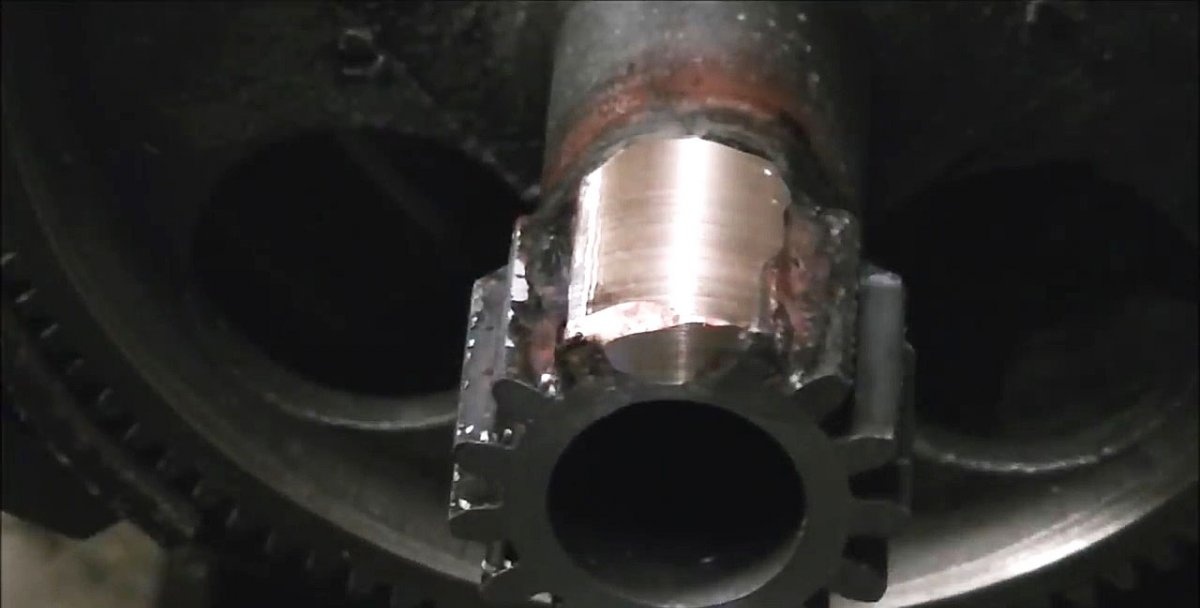
A continuació, es col·loca una vareta de bronze de silicona recoberta amb flux sobre la cavitat i es fon amb la flama d'una torxa d'acetilè. Aquesta operació continua fins que la soldadura de bronze de silici omple tot el volum de la cavitat entre les dents intactes adjacents.
Al final d'aquesta etapa, perquè la soldadura no s'esquerde per un refredament ràpid, cobrim la peça que s'està restaurant amb una manta de soldadura de fibra de vidre i la deixem fins que es refredi lentament durant el temps necessari.

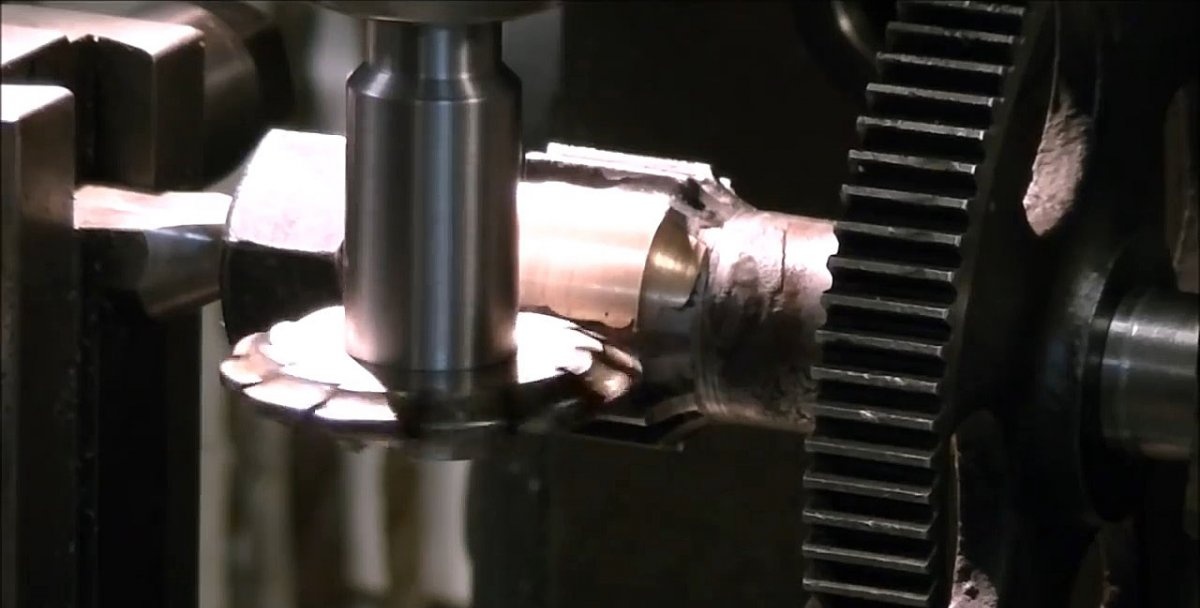
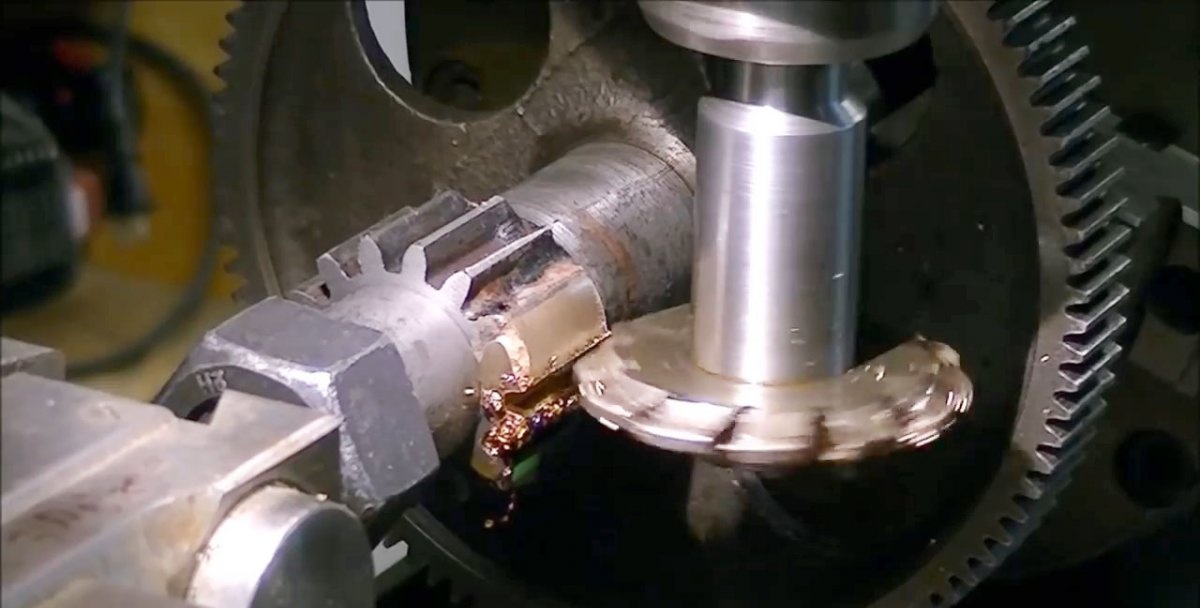
Procés de mecanitzat d'extrem d'engranatge soldat
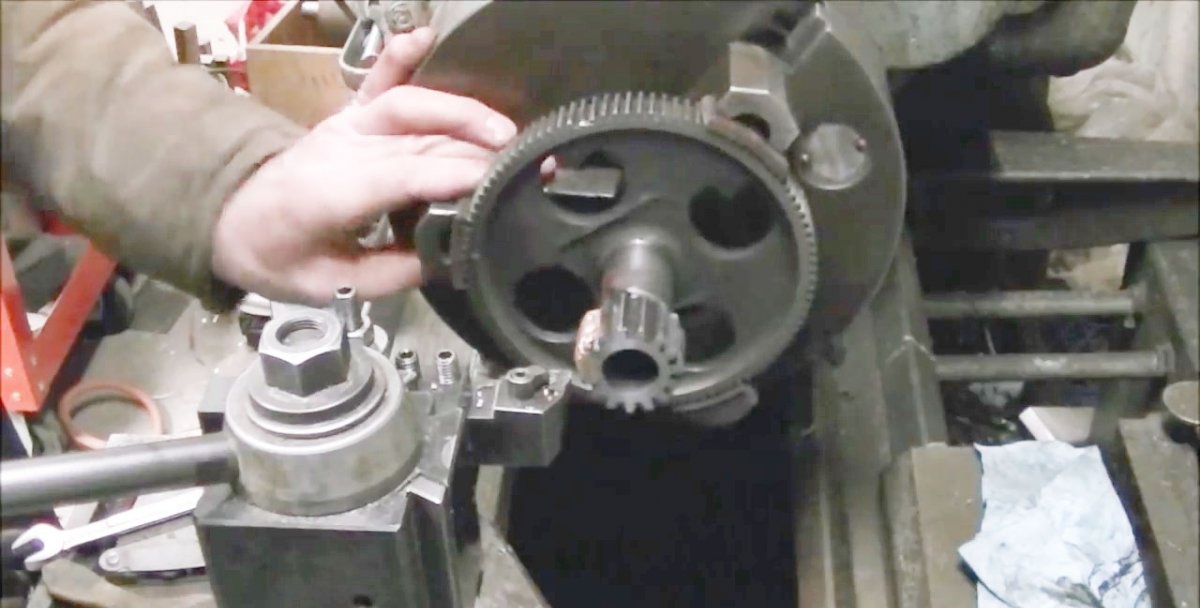
Fixem la roda d'engranatge al mandril del torn i, amb un capçal de mesura, col·loquem el bloc amb la desviació mínima admissible, colpejant l'engranatge per un costat o per l'altre amb un mall, si cal.
A continuació, utilitzant talladors, traiem les perles de soldadura que sobresurten més enllà dels extrems de l'engranatge. En acabar el tornejat, triturem les zones de processament amb paper de vidre.


Preparant el bloc i el tallador per al treball

Col·loquem l'engranatge i el bloc d'engranatges en un torn sobre un eix pre-preparat apretant la femella i el tope cilíndric.

Per fer un suport per a un tallador, agafem una vareta d'acer d'una certa longitud i un diàmetre lleugerament més gran que el forat de muntatge de l'eina. El subjectem al mandril del torn i primer fem un petit forat des d'un extrem amb un trepant de centrat, que després expandim amb una broca giratòria a la mida requerida.
A continuació, fixem l'aixeta al contrapunt de la màquina i l'introduïm al forat de l'extrem de la vareta.Movem el capçal cap enrere i tallem el fil manualment, fent girar l'aixeta amb una manivela. Enrosquem un cargol casolà amb un cap cilíndric pla i dos retalls rectangulars situats simètricament respecte al centre de la vareta al fil resultant per agafar-lo amb una clau especial.

A continuació, acabem la vareta a l'altre costat i la triturem a la longitud necessària perquè coincideixi amb el diàmetre de l'eix de la fresadora. Realitzem el tornejat amb control periòdic del diàmetre per no afluixar la mida. Al final, polim la zona de gir amb una cinta de vidre i l'eixuguem amb un drap.
Formació del perfil de la dent
Fixem el suport del tallador a l'eix de la fresadora i triturem la vareta a la mida del forat del tallador, mesurant periòdicament el diàmetre amb un micròmetre. Al final, polim la ranura amb paper de vidre i l'eixuguem amb un drap.
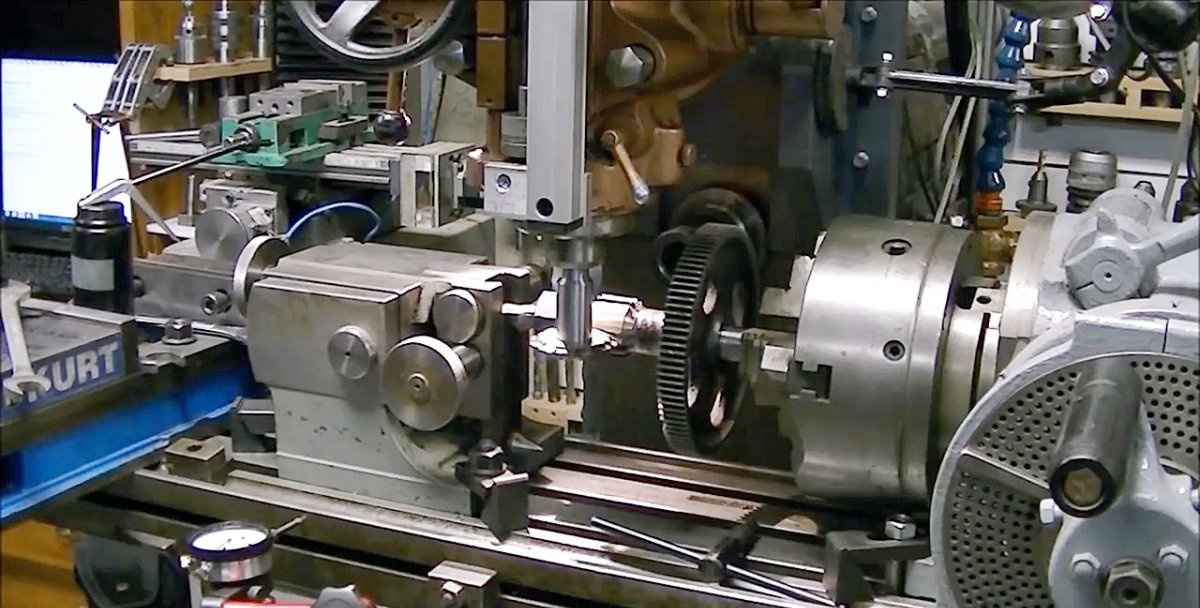
Posem el tallador al suport i el fixem al final amb un cargol de fixació, primer amb la mà, i al final amb una clau especial amb manivela. Instal·lem el capçal divisor i el contrapunt a la taula de treball de la fresadora. En subjectar una vareta d'acer perfectament recta entre elles, alineem aquestes unitats per garantir la màxima coaxialitat en els plans vertical i horitzontal. Per fer-ho, utilitzem capçals de mesura i ajustem la posició del contrapunt respecte al capçal divisor. Després de l'alineació, aquestes unitats es fixen de manera segura a la taula de la fresadora.
L'operació més important és l'alineació precisa del tallador en relació amb l'engranatge que s'està restaurant. Per fer-ho, utilitzem una pinça, un micròmetre i un regle metàl·lic.
Dividim les característiques del cap pel nombre de dents i obtenim el nombre de voltes del mànec per 1 dent. Normalment el resultat és un nombre fraccionari. Aquest valor es troba llavors al cercle divisor.
Ara podeu encendre l'eix de la fresadora i començar a donar forma a una de les cavitats de la dent que s'està restaurant. És millor fer-ho en 2-3 passades per no danyar la superfície. Quan es forma una dent, cal eliminar les partícules de material tallat del tallador i lubricar l'eina. A continuació, allunyem el tallador i girem l'engranatge exactament un pas amb el capçal divisor i tornem a repetir l'operació anterior.


Una nota
Per què utilitzar bronze de silici per formar una dent en un engranatge de ferro colat? No és més segur soldar la cavitat entre les dents amb un elèctrode de ferro colat i després processar-la amb un tallador d'engranatges?
Si ho feu, a causa de l'alta temperatura, el ferro colat es "blanqueja" i crea zones pràcticament impossibles de mecanitzar. El bronze de silicona és similar en resistència a la fosa grisa, i encara més gran en resistència a la tracció. Al mateix temps, el seu processament, com hem vist, no és gens difícil.
Mira el vídeo
Classes magistrals similars

Com restaurar un trepant cremat convertint-lo de 220 V a 12 V

Com restaurar un engranatge de plàstic

Com convertir un engranatge de cronometratge en un tallador de fusta complet

Desmuntatge complet de la caixa de canvis de la desbrossadora per eliminar els productes de desgast

Restauració de les dents de l'engranatge de plàstic mitjançant el moletejat

Com tallar i esmolar dents noves en una serra antiga
Particularment interessant






Comentaris (16)
