Sådan laver du en kugleskærer med dine egne hænder
Industrielt fremstillede kugleformede fræsere findes sjældent på markedet og er normalt designet til at udføre en specifik operation på en bestemt del. Det er normalt ikke muligt at bruge dem til forarbejdning af andre produkter. Og de er ikke billige på grund af det højkvalitetsstål, der indgår i deres produktion, kompleks forarbejdningsteknologi, komplekse hærdningsprocesser og små produktionspartier.

Alle disse faktorer tvinger håndværkere til, når behovet opstår for et sådant instrument, at lede efter uafhængige måder at fremstille dem på. De er især ofte nødvendige for dem, der reparerer biler, motorcykler og andre køretøjer.
Ved hjælp af simple kuglemøller bores kanaler i motorens cylinderhoveder for eksempel under deres reparation. Det er praktisk talt kun de, der kan behandle buede kanaler med høj kvalitet og præcision. Ingen anden type fræser er egnet til sådant arbejde. Du kan bruge en konventionel elektrisk boremaskine som drev til en hjemmelavet kugleskærer.
En kugleskærer (kegleskærer, gratskærer) kan fremstilles af en kugle med passende diameter fra et kugleleje eller fra et kugleled til styring eller ophæng af en bil. Hårdt stål bruges til at fremstille disse dele, så fræsere lavet af dem vil have gode skæreegenskaber.
Lad os vælge en kugle fra et leje med en diameter på 33 mm som et emne. Hvad kan vi have brug for for at lave en rulleskærer?
Du kan klare dig med et minimum af værktøjer:
Sættet af nødvendige materialer, under hensyntagen til funktionaliteten af en selvfremstillet burr cutter, er også kort.
Vi skal bruge:
Selvfølgelig, hvis du følger alle de teknologiske kanoner for at lave et værktøj af hærdet metal, skal det først hærdes for at lette efterfølgende bearbejdning. Men til dette har du brug for en muffelovn, som vi ikke har. På grund af dette skal vi bruge lidt mere tid, kræfter og slid på skære- og drejeskiverne, hvilket ikke er så svært, fordi vi kun laver én kugleskærer.
Endnu en gang skal du bruge en skydelære til at måle diameteren af den valgte kugle og sørge for, at du skal fjerne et 0,5 mm lag metal fra dens overflade. Vi har trods alt brug for en fræser med en diameter på 32 mm.

Dornen kunne fremstilles ved at bore et blindt hul i kuglen, efterfulgt af gevindskæring.Men dette vil ikke være så let at gøre, da du i dette tilfælde helt sikkert skal frigive emnets metal, have en speciel anordning til at holde bolden under forarbejdning og selvfølgelig en boremaskine, som ikke er tilgængelig.

Derfor slår vi os på muligheden med en svejset møtrik og en dorn skruet ind i hardwarens gevind. For at gøre dette skal du klemme kuglen i en skruestik og bruge en svejsemaskine til at fastgøre møtrikken til emnet. Når svejsningen er afsluttet, afkøles den resulterende samling hurtigt i vand for at forhindre, at kuglens metal slipper.


Vi skruer dornen sikkert ind i møtrikken og fastgør den i spindlen på en elektrisk boremaskine eller slibemaskine, som igen skal fastgøres sikkert ved hjælp af klemmer eller en skruestik. Alt er klar til at justere kuglens diameter til den ønskede størrelse.

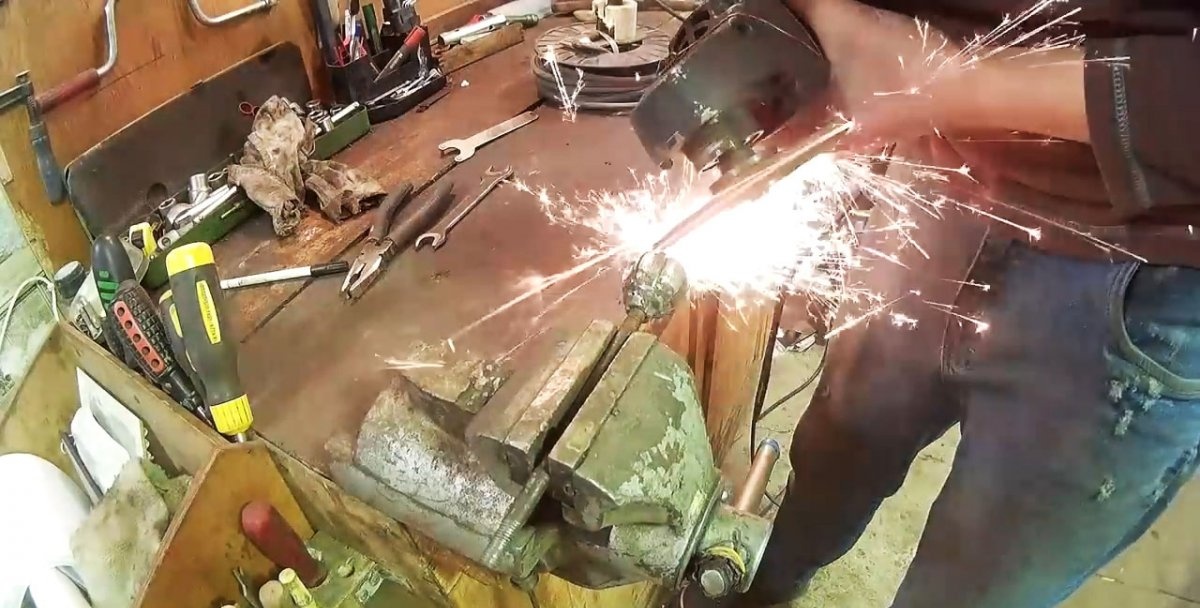
For at gøre dette roterer vi spindlen med emnet fastgjort og begynder at fjerne metal ved hjælp af en drejeskive og en slibemaskine, og konstant overvåger diameteren af kuglen, der behandles med en caliper.

Efter at have modtaget den ønskede tværgående størrelse (32 mm), stopper vi behandlingen.
Nu er alt klar til at danne skæretænderne. Vi fastgør emnet ved skaftet i en metalskruestik og ved hjælp af en slibemaskine med en skæreskive begynder vi at lave de langsgående riller, der er nødvendige for at opnå skærekanter.

Spørgsmålet opstår: hvor mange riller skal jeg lave? Svaret er klart: Jo hårdere det materiale, der behandles, jo mere skal der være. Da vi skal restaurere en motorcykel cylinderblok lavet af duralumin, er det nok at lave 10 riller for at få 9 skær.
Ved hjælp af en drejeskive fjerner vi overskydende metal for at opnå en trapezformet profil af tænderne rettet i værktøjets rotationsretning.Denne operation er den mest komplekse og vigtige, så den skal udføres med al opmærksomhed og nøjagtighed. Herefter kan vi antage, at fræseren er helt klar til det påtænkte arbejde.

Det er tilbage at teste det i aktion på en cylinderblok fra en Ural-motorcykel eller en anden med samme hulstørrelser. Under drift skal fræseren periodisk smøres med olie. Så processen forløber mere intensivt og uden unødig indsats på drevet.

 Det eneste, jeg gerne vil advare dig om, er behandlingsområdet for ventilsædet, som er lavet af stål. Når du nærmer dig det, bør du reducere fremføringen og holde godt fast i værktøjet, så det ikke bryder ud af dine hænder, hvilket kan resultere i personskade eller beskadigelse af emnet.
Det eneste, jeg gerne vil advare dig om, er behandlingsområdet for ventilsædet, som er lavet af stål. Når du nærmer dig det, bør du reducere fremføringen og holde godt fast i værktøjet, så det ikke bryder ud af dine hænder, hvilket kan resultere i personskade eller beskadigelse af emnet.

Når du arbejder med en kugleskærer, skal du beskytte dine øjne med beskyttelsesbriller og have handsker på hænderne. Selvfølgelig skal kværnen have et beskyttelsesdæksel. Faktum er, at ved behandling af bløde metaller er spånerne forskellige i størrelse, som har tendens til at flyve i alle retninger og over lange afstande.
Hvad angår værktøjet, er det mere fordelagtigt at placere skærekanterne ikke på langs i forhold til rotationsaksen, men i en vinkel. Så vil fræseren arbejde blødere, mere effektivt og risikoen for uautoriseret vridning reduceres.
For at eliminere tangentiel udløb af værktøjet er det mere rentabelt at lave en fræser fra et bilstyrekugleled. Så er der ingen grund til at lave en dorn, for den findes allerede og er perfekt centreret i forhold til bolden.

Alle disse faktorer tvinger håndværkere til, når behovet opstår for et sådant instrument, at lede efter uafhængige måder at fremstille dem på. De er især ofte nødvendige for dem, der reparerer biler, motorcykler og andre køretøjer.
Ved hjælp af simple kuglemøller bores kanaler i motorens cylinderhoveder for eksempel under deres reparation. Det er praktisk talt kun de, der kan behandle buede kanaler med høj kvalitet og præcision. Ingen anden type fræser er egnet til sådant arbejde. Du kan bruge en konventionel elektrisk boremaskine som drev til en hjemmelavet kugleskærer.
En kugleskærer (kegleskærer, gratskærer) kan fremstilles af en kugle med passende diameter fra et kugleleje eller fra et kugleled til styring eller ophæng af en bil. Hårdt stål bruges til at fremstille disse dele, så fræsere lavet af dem vil have gode skæreegenskaber.
Lad os vælge en kugle fra et leje med en diameter på 33 mm som et emne. Hvad kan vi have brug for for at lave en rulleskærer?
Værktøj og materialer
Du kan klare dig med et minimum af værktøjer:
- Kværn med skære- og drejeskive.
- Svejsemaskine.
- Skruestik til metal.
- Caliper og markør.
Sættet af nødvendige materialer, under hensyntagen til funktionaliteten af en selvfremstillet burr cutter, er også kort.
Vi skal bruge:
- Kuglediameter 33 mm.
- Skrue.
- Dorn med tråd i den ene ende.
- Motorcykel cylinderblok.
Processen med at lave en rulleskærer
Selvfølgelig, hvis du følger alle de teknologiske kanoner for at lave et værktøj af hærdet metal, skal det først hærdes for at lette efterfølgende bearbejdning. Men til dette har du brug for en muffelovn, som vi ikke har. På grund af dette skal vi bruge lidt mere tid, kræfter og slid på skære- og drejeskiverne, hvilket ikke er så svært, fordi vi kun laver én kugleskærer.
Endnu en gang skal du bruge en skydelære til at måle diameteren af den valgte kugle og sørge for, at du skal fjerne et 0,5 mm lag metal fra dens overflade. Vi har trods alt brug for en fræser med en diameter på 32 mm.

Dornen kunne fremstilles ved at bore et blindt hul i kuglen, efterfulgt af gevindskæring.Men dette vil ikke være så let at gøre, da du i dette tilfælde helt sikkert skal frigive emnets metal, have en speciel anordning til at holde bolden under forarbejdning og selvfølgelig en boremaskine, som ikke er tilgængelig.

Derfor slår vi os på muligheden med en svejset møtrik og en dorn skruet ind i hardwarens gevind. For at gøre dette skal du klemme kuglen i en skruestik og bruge en svejsemaskine til at fastgøre møtrikken til emnet. Når svejsningen er afsluttet, afkøles den resulterende samling hurtigt i vand for at forhindre, at kuglens metal slipper.


Vi skruer dornen sikkert ind i møtrikken og fastgør den i spindlen på en elektrisk boremaskine eller slibemaskine, som igen skal fastgøres sikkert ved hjælp af klemmer eller en skruestik. Alt er klar til at justere kuglens diameter til den ønskede størrelse.

For at gøre dette roterer vi spindlen med emnet fastgjort og begynder at fjerne metal ved hjælp af en drejeskive og en slibemaskine, og konstant overvåger diameteren af kuglen, der behandles med en caliper.

Efter at have modtaget den ønskede tværgående størrelse (32 mm), stopper vi behandlingen.
Nu er alt klar til at danne skæretænderne. Vi fastgør emnet ved skaftet i en metalskruestik og ved hjælp af en slibemaskine med en skæreskive begynder vi at lave de langsgående riller, der er nødvendige for at opnå skærekanter.

Spørgsmålet opstår: hvor mange riller skal jeg lave? Svaret er klart: Jo hårdere det materiale, der behandles, jo mere skal der være. Da vi skal restaurere en motorcykel cylinderblok lavet af duralumin, er det nok at lave 10 riller for at få 9 skær.
Ved hjælp af en drejeskive fjerner vi overskydende metal for at opnå en trapezformet profil af tænderne rettet i værktøjets rotationsretning.Denne operation er den mest komplekse og vigtige, så den skal udføres med al opmærksomhed og nøjagtighed. Herefter kan vi antage, at fræseren er helt klar til det påtænkte arbejde.
Det er tilbage at teste det i aktion på en cylinderblok fra en Ural-motorcykel eller en anden med samme hulstørrelser. Under drift skal fræseren periodisk smøres med olie. Så processen forløber mere intensivt og uden unødig indsats på drevet.



Advarsler og bemærkninger
Når du arbejder med en kugleskærer, skal du beskytte dine øjne med beskyttelsesbriller og have handsker på hænderne. Selvfølgelig skal kværnen have et beskyttelsesdæksel. Faktum er, at ved behandling af bløde metaller er spånerne forskellige i størrelse, som har tendens til at flyve i alle retninger og over lange afstande.
Hvad angår værktøjet, er det mere fordelagtigt at placere skærekanterne ikke på langs i forhold til rotationsaksen, men i en vinkel. Så vil fræseren arbejde blødere, mere effektivt og risikoen for uautoriseret vridning reduceres.
For at eliminere tangentiel udløb af værktøjet er det mere rentabelt at lave en fræser fra et bilstyrekugleled. Så er der ingen grund til at lave en dorn, for den findes allerede og er perfekt centreret i forhold til bolden.
Se videoen
Lignende mesterklasser





Særlig interessant






Kommentarer (0)
