2 typische Fehler, die beim Schweißen eines dünnwandigen Rohrs zu Durchbrennungen und minderwertigen Nähten führen
Manchmal ist es zu Hause oder am Arbeitsplatz erforderlich, ein dünnwandiges Profilrohr an ein dickes Blech zu schweißen, beispielsweise an eine Hypothek, beim Bau eines Zauns, der Umzäunung eines Vorgartens und für andere Zwecke.
In diesem Fall sind die Techniken, die sowohl beim Schweißen von zwei dünnwandigen als auch von zwei dickwandigen Teilen verwendet werden, nicht geeignet. Fehler hängen hauptsächlich mit dem eingestellten Schweißstromwert und der Bewegung der Elektrode während des Schweißvorgangs zusammen.
Wird benötigt
- dünnwandiges Profilrohr;
- dickes Blech (Hypothek);
- Schweißvorrichtung;
- Elektroden mit Rutil-Zellulose-Beschichtung mit einem Durchmesser von bis zu 3 mm;
- Hammer zum Schlagen von Schlacke;
- Metallbürste.
Schweißelektroden für allgemeine Zwecke auf AliExpress mit Rabatt - http://alii.pub/606j2h

Der Prozess des Schweißens eines dünnwandigen Profilrohrs an ein dickes Metall (eingebettet)
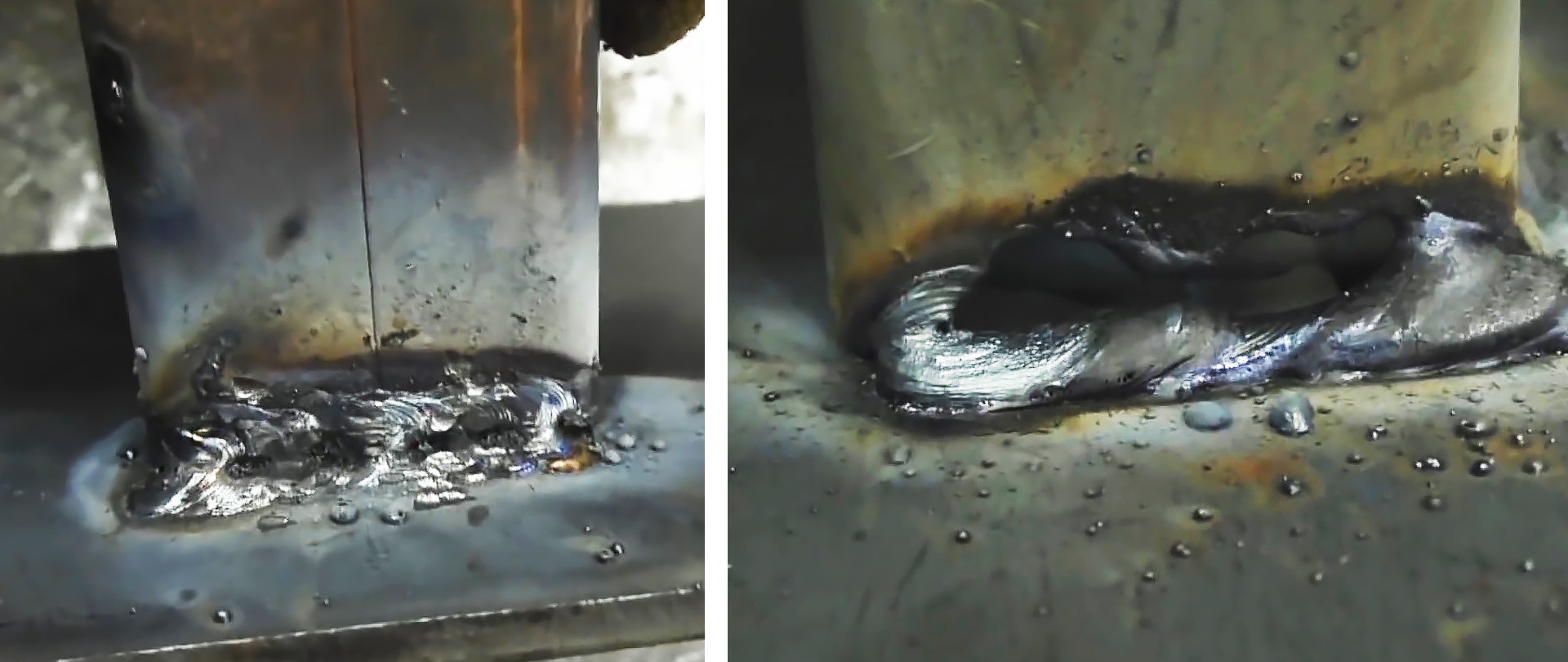
Einer der Hauptfehler beim Schweißen von dünnem Metall mit dickem Metall sind die transversalen Schwingbewegungen der Elektrode nach dem Zünden des Lichtbogens, symmetrisch zur Längsschweißlinie.Dadurch leidet dickes Metall nicht, dünnes Metall hingegen überhitzt und brennt aus.



Ein weiterer Fehler ist mit der Einstellung eines niedrigen Schweißstroms im Bereich von 60–70 A verbunden, der dazu führt, dass das Metall nicht schmilzt, obwohl die Elektrodenbewegungen die gleichen waren wie im ersten Fall. Es liegt einfach ein Energiemangel im Schweißlichtbogen vor.
Da der zweite Teil ziemlich dick ist, muss mit einem höheren Strom geschweißt und die Elektrode so bewegt werden, dass der Hauptteil der Energie des Schweißlichtbogens vom dicken Metall absorbiert wird. Dann wird das dünne Metall nicht überhitzt und bleibt erhalten intakt und die Schweißnaht ist von hoher Qualität.

Wenn Sie jedoch bei einem hohen Schweißstrom, beispielsweise 100 A, mit der Elektrode Querbewegungen von dickem Metall zu dünnem Metall ausführen, besteht wiederum eine hohe Wahrscheinlichkeit, dass das dünne Metall durchbrennt, und es entstehen Löcher anstelle eines Feststoffs Schweißen.

Um qualitativ dünnes Metall mit dickem Metall zu verschweißen, reduzieren wir den Schweißstrom auf 90 A und bewegen nach dem Zünden des Lichtbogens die Elektrode entlang der Schweißlinie entlang des dicken Metalls und berühren das dünne Metall nur leicht. Jegliche Schwingbewegungen sind ausgeschlossen.

In diesem Fall wird aufgrund des Fehlens transversaler Schwingungsbewegungen am Ende der Elektrode ausreichend Energie des Lichtbogens in größerem Maße auf das dicke Metall übertragen und das dünne Metall brennt nicht durch, sondern nimmt vollständig an der Bildung teil einer durchgehenden und dauerhaften Schweißnaht.

Schau das Video
Ähnliche Meisterkurse












