Casting cable clamp

If the retainer on the carburetor throttle control cable comes off, you can quickly restore it yourself, and you will not need to buy a new cable. To do this, it is enough to cast a new boss from tin.

What do we need
- Collapsible mold for casting;
- Gas-burner;
- Flux and tin (solder is best taken in the form of wire);
- Vise.
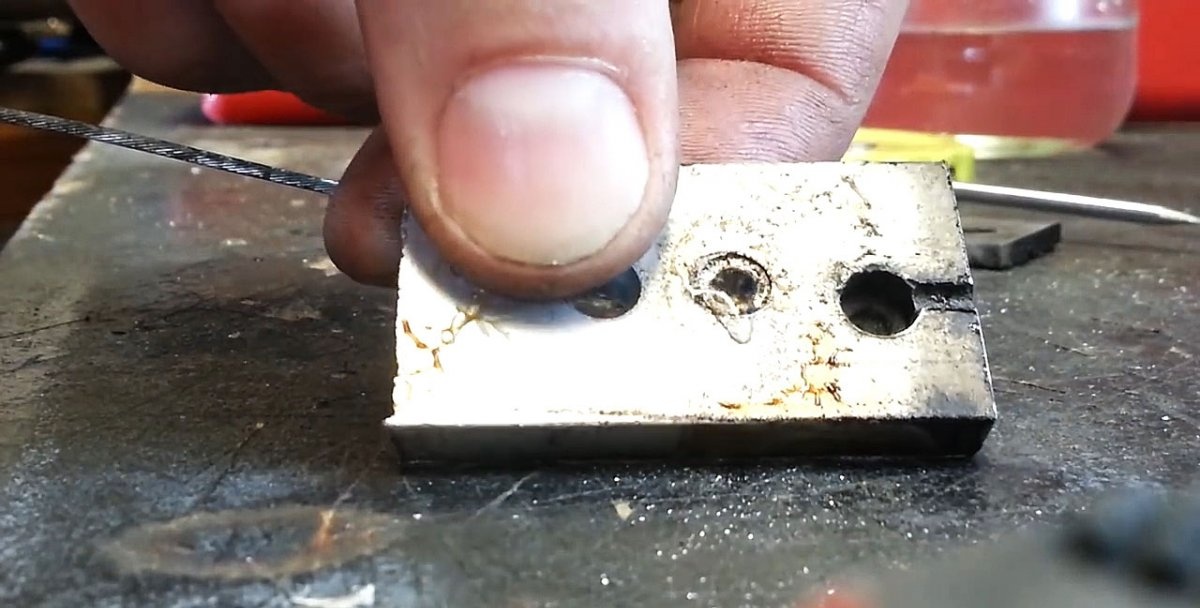
Mold for casting bosses
You will need two small pieces of industrial aluminum sheet with a total thickness of 1 cm. It is desirable that the bottom sheet be 6 mm and the top 4 mm.

They should be tightened together with a regular bolt.

Next, we drill a hole for the future casting with a diameter and depth of 8 mm. It must be positioned in such a way that there is about 5 mm between the edge of the plates and the hole, no more. We drill a hole for the cable from the end so that its center is at the junction of the sheets and in the center of the cavity for filling.
Preparing the form
To uniformly fill the entire volume of our mold with solder, it is necessary to treat the surfaces with flux.

There is no need to feel sorry for it - an overabundance will not be superfluous at all. Fill the mold with flux and heat it with a gas burner.

We direct the flame to the sheet material of the mold, and not to the hole.Aluminum has high thermal conductivity and very soon the flux will begin to boil, efficiently treating all surfaces of the filling hole.
The edge of the cable that will enter our casting must also be treated with flux so that when immersed in the melt, the solder “sticks” to it reliably.

Boss casting
We take tin solder, continuing to heat the base of the mold, and immerse it in the hole.

We are waiting for complete melting. We do not save - the volume of the form must be filled in excess. We insert the end of the cable with the applied layer of flux until it stops, turning it a little and moving it in different directions.


Close the burner and wait for the solder to cool slowly. Using a chisel or knife, level the top of the fill, removing excess metal before it hardens.

In no case should you specifically cool the mold with water - quickly hardened tin will become very fragile, and the boss will quickly fail. The whole difficulty of this section of work is to keep the cable in the correct position until the solder hardens.

After this, you can release the mold and immerse it in water for final cooling, and only then unroll the sheets - the boss is easily separated from the walls.


After everything, we process the boss with a file to remove all excess castings.


Now everything can be installed back on your favorite transport:
Results
When working with an open flame and molten metal, you must follow safety rules (it is strictly forbidden to carry out such work near flammable substances) and be careful not to get burned.
As you can see, the restoration procedure is very simple and with the preparation of the form it can take up to 10 minutes, no more. By comparing the cost part and the cost of a new cable, you can get a material assessment of the efforts made.
Watch the video
Similar master classes






Particularly interesting






Comments (0)
