How to make lever shears for metal from ordinary ones
If your old tin snips don't work well, they can be converted into a more productive device. Improved shears allow you to cut thick sheet steel faster and with minimal effort.
The scissors come apart.

The handle of one of the halves is shortened 10 cm before the hole for the rotation axis.


A 100x110 mm plate is cut from 5 mm sheet steel.

You grind one corner of it inward and it is rounded.

The shortened half of the scissors is then welded to the plate. In this case, it is necessary that the axle hole is located above the groove.



2 blanks of 500 mm each are cut from the strip. A hole is made in them at one end 15 mm from the edge. Stepping 150 mm away from them, drill another hole.

The strips must be welded in half to obtain leverage. To do this, 2 spacers cut from 5 mm sheet steel are placed between them. One is welded opposite the offset holes, the second at the end without them.



2 blanks of 210 mm each are cut from the strip.They are drilled at both ends 15 mm from the edges.

The handle of the second half of the scissors is drilled 150 mm from the hole of the rotation axis. Then it is shortened.
A 40x40 mm piece of angle is welded to the side of half of the scissors with the plate. A 20x20 mm corner is welded to the side.




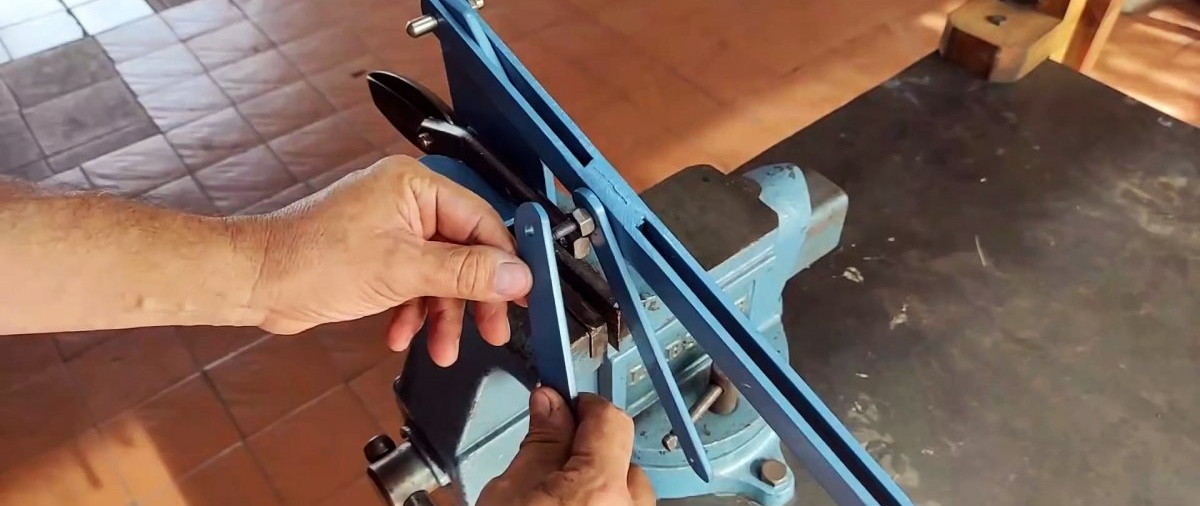
Now the lower half of the scissors is clamped in a vice at the corners. A second blade is installed on it. A lever is then attached through a hole in the top plate. Already 2 short strips are screwed to it, which are connected to the movable half of the scissors.






When cutting metal with lever shears, the main part of the sheet will be able to lie on the large corner on the right.



The strip to be cut will fit into the gap between the plate and the small corner. This will allow you to maintain the workpiece in a comfortable position.


Materials:
- ordinary metal scissors;
- sheet steel 5 mm;
- strip 20x4 mm;
- corners 40x40 mm and 20x20 mm;
- bolts, nuts.
Lever shear manufacturing process
The scissors come apart.

The handle of one of the halves is shortened 10 cm before the hole for the rotation axis.


A 100x110 mm plate is cut from 5 mm sheet steel.

You grind one corner of it inward and it is rounded.

The shortened half of the scissors is then welded to the plate. In this case, it is necessary that the axle hole is located above the groove.



2 blanks of 500 mm each are cut from the strip. A hole is made in them at one end 15 mm from the edge. Stepping 150 mm away from them, drill another hole.

The strips must be welded in half to obtain leverage. To do this, 2 spacers cut from 5 mm sheet steel are placed between them. One is welded opposite the offset holes, the second at the end without them.



2 blanks of 210 mm each are cut from the strip.They are drilled at both ends 15 mm from the edges.

The handle of the second half of the scissors is drilled 150 mm from the hole of the rotation axis. Then it is shortened.
A 40x40 mm piece of angle is welded to the side of half of the scissors with the plate. A 20x20 mm corner is welded to the side.




Now the lower half of the scissors is clamped in a vice at the corners. A second blade is installed on it. A lever is then attached through a hole in the top plate. Already 2 short strips are screwed to it, which are connected to the movable half of the scissors.





When cutting metal with lever shears, the main part of the sheet will be able to lie on the large corner on the right.



The strip to be cut will fit into the gap between the plate and the small corner. This will allow you to maintain the workpiece in a comfortable position.


Watch the video
Similar master classes






Particularly interesting






Comments (0)
